Vous aimerez peut-être aussi
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesD'EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesÉvaluation : 3.5 sur 5 étoiles3.5/5 (3)
- Process Plant Design: Heinemann Chemical Engineering SeriesD'EverandProcess Plant Design: Heinemann Chemical Engineering SeriesÉvaluation : 3.5 sur 5 étoiles3.5/5 (11)
- Bs en 00378 3 2016Document30 pagesBs en 00378 3 2016Darius VinPas encore d'évaluation
- Determination of OD Cooling System Parameters Based On Thermal Modeling of Power Transformer WindingDocument12 pagesDetermination of OD Cooling System Parameters Based On Thermal Modeling of Power Transformer Windingmpu682Pas encore d'évaluation
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsD'EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsÉvaluation : 4 sur 5 étoiles4/5 (6)
- Cylinder Manufacturers Marks (Non Statutory)Document26 pagesCylinder Manufacturers Marks (Non Statutory)srkmPas encore d'évaluation
- Project AgreementDocument6 pagesProject AgreementRowin DizonPas encore d'évaluation
- Whirlpool Duet HTDocument96 pagesWhirlpool Duet HTdanny85901100% (2)
- VB Script ReferenceDocument27 pagesVB Script ReferenceRajkumarPas encore d'évaluation
- Waste Heat Recovery Considering Environmental FactorsDocument7 pagesWaste Heat Recovery Considering Environmental FactorsrvnesariPas encore d'évaluation
- PHE DesignDocument23 pagesPHE Designramesh_hinukalePas encore d'évaluation
- Use of High Performance Plate Heat Exchangers in Chemical and Process Industries PDFDocument10 pagesUse of High Performance Plate Heat Exchangers in Chemical and Process Industries PDFnavaronefraPas encore d'évaluation
- Design and Operating - Fouling CDU HeatersDocument8 pagesDesign and Operating - Fouling CDU HeatersFranklin Santiago Suclla Podesta100% (2)
- 2nd Part of CalculationDocument26 pages2nd Part of CalculationLohith NatarajPas encore d'évaluation
- Heat TransferDocument9 pagesHeat TransferAjinkya MorePas encore d'évaluation
- Echangeur de Chaleur PlaquesDocument10 pagesEchangeur de Chaleur PlaquesAmor AmorPas encore d'évaluation
- Chemical & Mechanical DesignDocument39 pagesChemical & Mechanical DesignSenah DaunPas encore d'évaluation
- Design of Plate & Frame HEXsDocument7 pagesDesign of Plate & Frame HEXsChem.EnggPas encore d'évaluation
- Heater TubesDocument8 pagesHeater TubesJay LawsonPas encore d'évaluation
- 30 Ncmer037Document16 pages30 Ncmer037Arslan ArshadPas encore d'évaluation
- Plate and Frame Heat ExchangersDocument6 pagesPlate and Frame Heat ExchangersAndrés Ramón Linares100% (1)
- New Microsoft Word Document 4.1Document19 pagesNew Microsoft Word Document 4.1prashantmaukaPas encore d'évaluation
- Heat ExchangerDocument17 pagesHeat ExchangerADIPESHPas encore d'évaluation
- Fouling in Plate Heat Exchangers Some Practical ExperienceDocument18 pagesFouling in Plate Heat Exchangers Some Practical ExperienceKarina Yesenia Salinas100% (1)
- Modeling and Design of Plate Heat Exchanger: July 2015Document37 pagesModeling and Design of Plate Heat Exchanger: July 2015Zaw Htet WinPas encore d'évaluation
- Heat Recorery S3'stem.s: I. WarrenDocument15 pagesHeat Recorery S3'stem.s: I. WarrenPhilip ShihPas encore d'évaluation
- High Temperature Heat ExchangersDocument13 pagesHigh Temperature Heat ExchangersuvsarathiPas encore d'évaluation
- Basic Refinery Equipment - Heat Exchanger (E003/1)Document27 pagesBasic Refinery Equipment - Heat Exchanger (E003/1)ebsmsart100% (1)
- Guide To Compact Heat Ex Changers - Plate Heat ExchangerDocument65 pagesGuide To Compact Heat Ex Changers - Plate Heat ExchangerFrank ChoiPas encore d'évaluation
- 3.8 Pulse Tube RefrigerationDocument30 pages3.8 Pulse Tube RefrigerationShaik mahammad ArifPas encore d'évaluation
- Agitated Vessel Heat TransferDocument7 pagesAgitated Vessel Heat TransferalokbdasPas encore d'évaluation
- 03 Literature ReviewDocument7 pages03 Literature ReviewViria ClaviosPas encore d'évaluation
- Modeling and Design of Plate Heat Exchanger: July 2015Document37 pagesModeling and Design of Plate Heat Exchanger: July 2015Zaw Htet WinPas encore d'évaluation
- Universiti Kuala Lumpur Malaysian Institute of Chemical and Bioengineering TechnologyDocument24 pagesUniversiti Kuala Lumpur Malaysian Institute of Chemical and Bioengineering TechnologyHanif YusofPas encore d'évaluation
- Tubes With InsertionDocument23 pagesTubes With InsertionDenys TsybulskiyPas encore d'évaluation
- Heat PipeDocument17 pagesHeat PipeViratBansalPas encore d'évaluation
- Proposal ScriptDocument9 pagesProposal ScriptFionaPas encore d'évaluation
- Compact Heat Exchangers For The Process Industry: P. A. Pilavachi (Ed.), Energy Efficiency in Process TechnologyDocument2 pagesCompact Heat Exchangers For The Process Industry: P. A. Pilavachi (Ed.), Energy Efficiency in Process TechnologyMADDI MADHAV.Pas encore d'évaluation
- InTech-Fouling in Plate Heat Exchangers Some Practical ExperienceDocument20 pagesInTech-Fouling in Plate Heat Exchangers Some Practical ExperienceMuhammad ImranPas encore d'évaluation
- Heat ExchangersDocument8 pagesHeat ExchangersLiyan Fajar GintaraPas encore d'évaluation
- Brazed Aluminium Plate Fin Heat Exchangers-Construction, Uses Advantages in Cryogenic Refrigeration SystemsDocument31 pagesBrazed Aluminium Plate Fin Heat Exchangers-Construction, Uses Advantages in Cryogenic Refrigeration SystemsHitesh Panchal100% (1)
- Optimization of Shell and Tube Heat ExchDocument7 pagesOptimization of Shell and Tube Heat ExchnataliaPas encore d'évaluation
- Heat Transfer MidtermDocument29 pagesHeat Transfer MidtermIvan Jeremy AbilaPas encore d'évaluation
- Chemical Design of Heat Exchanger TerdesakDocument22 pagesChemical Design of Heat Exchanger TerdesakNor Ain100% (4)
- Plate Heat Exchanger: A Seminar Report OnDocument22 pagesPlate Heat Exchanger: A Seminar Report Onphb1986Pas encore d'évaluation
- Agitated Vessel Heat Transfer (K.J. Carpenter)Document9 pagesAgitated Vessel Heat Transfer (K.J. Carpenter)Clarence AG Yue100% (2)
- Keynote Lecture: High Temperature Heat Exchangers: January 2005Document14 pagesKeynote Lecture: High Temperature Heat Exchangers: January 2005Md. Azizul HakimPas encore d'évaluation
- Rethink Specifications For Fired HeatersDocument7 pagesRethink Specifications For Fired HeatersAhmed SeliemPas encore d'évaluation
- Heat Exchanger SizingDocument6 pagesHeat Exchanger Sizingshoaib705Pas encore d'évaluation
- Gas Turbine Heat Transfer Ten Remaining Hot Gas Path ChallengesDocument9 pagesGas Turbine Heat Transfer Ten Remaining Hot Gas Path Challengeseankibo100% (1)
- Helical Baffle Design in Shell and Tube Type Heat Exchanger With CFD AnalysisDocument6 pagesHelical Baffle Design in Shell and Tube Type Heat Exchanger With CFD AnalysispriyabPas encore d'évaluation
- Optimization of Shell and Tube Heat ExchangerDocument29 pagesOptimization of Shell and Tube Heat ExchangerAna QuintanaPas encore d'évaluation
- Hot Blast CupolaDocument18 pagesHot Blast CupolaAtadiars Rizki PratamaPas encore d'évaluation
- Failure Analysis of Shell and Tube Heat ExchangerDocument54 pagesFailure Analysis of Shell and Tube Heat Exchangersrinivasareddy59223980% (5)
- High Temperature Compact Heat Exchangers: Performance of Advanced Metallic Recuperators For Power PlantsDocument9 pagesHigh Temperature Compact Heat Exchangers: Performance of Advanced Metallic Recuperators For Power PlantsdfvgdfvdfvdsvsfsdasdvPas encore d'évaluation
- Finite Physical Dimensions Optimal Thermodynamics 1: FundamentalsD'EverandFinite Physical Dimensions Optimal Thermodynamics 1: FundamentalsPas encore d'évaluation
- Thermo-hydrodynamic Lubrication in Hydrodynamic BearingsD'EverandThermo-hydrodynamic Lubrication in Hydrodynamic BearingsPas encore d'évaluation
- Ejectors for Efficient Refrigeration: Design, Applications and Computational Fluid DynamicsD'EverandEjectors for Efficient Refrigeration: Design, Applications and Computational Fluid DynamicsPas encore d'évaluation
- Fundamentals of Industrial Heat Exchangers: Selection, Design, Construction, and OperationD'EverandFundamentals of Industrial Heat Exchangers: Selection, Design, Construction, and OperationPas encore d'évaluation
- Flow, Mixing and Heat Transfer in Furnaces: The Science & Applications of Heat and Mass Transfer Reports, Reviews & Computer ProgramsD'EverandFlow, Mixing and Heat Transfer in Furnaces: The Science & Applications of Heat and Mass Transfer Reports, Reviews & Computer ProgramsK. H. KhalilPas encore d'évaluation
- Innovation in Electric Arc Furnaces: Scientific Basis for SelectionD'EverandInnovation in Electric Arc Furnaces: Scientific Basis for SelectionPas encore d'évaluation
- Renewable Energy Engineering: Solar, Wind, Biomass, Hydrogen and Geothermal Energy SystemsD'EverandRenewable Energy Engineering: Solar, Wind, Biomass, Hydrogen and Geothermal Energy SystemsPas encore d'évaluation
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementD'EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementPas encore d'évaluation
- Increasing Paltelet Blood CountsDocument8 pagesIncreasing Paltelet Blood CountssrkmPas encore d'évaluation
- WPE Product BrochureDocument2 pagesWPE Product BrochuresrkmPas encore d'évaluation
- Canada W AterlooDocument1 pageCanada W AterloosrkmPas encore d'évaluation
- Edision Mission Energy Unsecured Noteholders (Jan.2013Update) PostDocument60 pagesEdision Mission Energy Unsecured Noteholders (Jan.2013Update) PostsrkmPas encore d'évaluation
- Solid Bleached SulfateDocument1 pageSolid Bleached SulfatesrkmPas encore d'évaluation
- Stage Gate Process For New Product EvelopmentDocument8 pagesStage Gate Process For New Product Evelopmentsrkm100% (1)
- CRU Primary Aluminium Smelting Cost Service Smelter List2Document5 pagesCRU Primary Aluminium Smelting Cost Service Smelter List2srkmPas encore d'évaluation
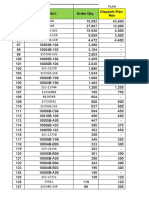
- Order Qty Vs Dispatch Plan - 04 11 20Document13 pagesOrder Qty Vs Dispatch Plan - 04 11 20NPD1 JAKAPPas encore d'évaluation
- Module002 LaboratoryExercise002Document2 pagesModule002 LaboratoryExercise002Joaquin SmithPas encore d'évaluation
- Teradata Installation: Installation Steps For WindowsDocument4 pagesTeradata Installation: Installation Steps For WindowsjupudiguptaPas encore d'évaluation
- Astm D3359Document9 pagesAstm D3359Angel GuachaminPas encore d'évaluation
- Formulas To RememberDocument6 pagesFormulas To Rememberuygurzeren100% (3)
- Magneto Hydro Dynamics PresentationDocument19 pagesMagneto Hydro Dynamics PresentationVipul GuptaPas encore d'évaluation
- Sewer Connection Application Guidance PDFDocument7 pagesSewer Connection Application Guidance PDFSamuel FuentesPas encore d'évaluation
- Autodesk Inventor - Sheet Metal Punch IfeaturesDocument6 pagesAutodesk Inventor - Sheet Metal Punch IfeaturesNdianabasi UdonkangPas encore d'évaluation
- Stock # Carbon Weight Burn Temp Puncture StrengthDocument8 pagesStock # Carbon Weight Burn Temp Puncture StrengthMintPas encore d'évaluation
- Methods of Tube Expansion in Tube To TubDocument19 pagesMethods of Tube Expansion in Tube To Tubkurcek100% (1)
- Wiring Color and Pin-Out Schematic Electronic Vessel Control EVC - C, D4/D6-DPH/DPRDocument2 pagesWiring Color and Pin-Out Schematic Electronic Vessel Control EVC - C, D4/D6-DPH/DPRSivan Raj50% (2)
- Standardization of Naoh 1Document3 pagesStandardization of Naoh 1api-309208977Pas encore d'évaluation
- SemDocument31 pagesSemkaushik4208Pas encore d'évaluation
- Car DeerDocument2 pagesCar DeerNEGameandParksPas encore d'évaluation
- G270han01 V0Document26 pagesG270han01 V0NemkoPas encore d'évaluation
- 2 Coagulation FlocculationDocument26 pages2 Coagulation FlocculationNurSyuhada APas encore d'évaluation
- Prospects For Alkaline Zero Gap Water Electrolysers For Hydrogen ProductionDocument16 pagesProspects For Alkaline Zero Gap Water Electrolysers For Hydrogen Productionkhan47pkPas encore d'évaluation
- PBLauncherDocument50 pagesPBLauncherborreveroPas encore d'évaluation
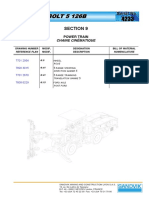
- S09 Power TrainDocument90 pagesS09 Power TrainPLANEAMIENTO MDRILLPas encore d'évaluation
- DT NotesDocument117 pagesDT NotestessPas encore d'évaluation
- Honeywell P7640B1032 Differential Pressure Sensors PDFDocument2 pagesHoneywell P7640B1032 Differential Pressure Sensors PDFMarcello PorrinoPas encore d'évaluation
- 1Document100 pages1Niomi GolraiPas encore d'évaluation
- The Reef Wayfinding Plan and Signage Design Concept 28 August 2019Document51 pagesThe Reef Wayfinding Plan and Signage Design Concept 28 August 2019Michele MontoloPas encore d'évaluation
- Doing Hot Work On Gas ShipDocument5 pagesDoing Hot Work On Gas ShipAnonymous icnhaNsFPas encore d'évaluation
- Measurement Advisory Committee Summary - Attachment 3Document70 pagesMeasurement Advisory Committee Summary - Attachment 3MauricioICQPas encore d'évaluation
- Gordon NovelDocument50 pagesGordon NovelNic Hotep100% (2)