Vous aimerez peut-être aussi
- Mutants & Masterminds 3e - Power Profile - Death PowersDocument6 pagesMutants & Masterminds 3e - Power Profile - Death PowersMichael MorganPas encore d'évaluation
- U 336380Document332 pagesU 336380Nguyễn Văn ĐiệpPas encore d'évaluation
- AZZ Galv Fab BookDocument27 pagesAZZ Galv Fab BookDaren NeradPas encore d'évaluation
- Aise - No 11 Standards - Pr-tr011-007Document11 pagesAise - No 11 Standards - Pr-tr011-007Tango Beltza100% (3)
- Discussion - Design Concepts For Jib CranesDocument2 pagesDiscussion - Design Concepts For Jib Cranesheitor29Pas encore d'évaluation
- Structural Inspection of Overhead Cranes (ILH Magazine Version)Document4 pagesStructural Inspection of Overhead Cranes (ILH Magazine Version)Gary J. Davis, P. E.Pas encore d'évaluation
- Tips For Heavy Lifting and Rigging EngineeringDocument23 pagesTips For Heavy Lifting and Rigging EngineeringmortezaheidarianPas encore d'évaluation
- Student Management System - Full DocumentDocument46 pagesStudent Management System - Full DocumentI NoPas encore d'évaluation
- Cranes Today March 2004 What To Look ForDocument3 pagesCranes Today March 2004 What To Look FordomsonengPas encore d'évaluation
- NSTS-08307 (Criteria For Preloaded Bolts)Document38 pagesNSTS-08307 (Criteria For Preloaded Bolts)ffontanaPas encore d'évaluation
- Enerpac CLRG Series CatalogDocument4 pagesEnerpac CLRG Series CatalogTitanplyPas encore d'évaluation
- Csa-G40 350WLRDocument2 pagesCsa-G40 350WLRMario VenturaPas encore d'évaluation
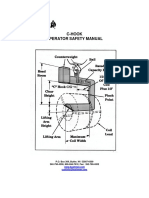
- C HookDocument11 pagesC HookPradip SitaparaPas encore d'évaluation
- Tong HookDocument8 pagesTong HookEricPas encore d'évaluation
- G DavitarmsDocument30 pagesG Davitarmsosvald97Pas encore d'évaluation
- Vishwanat Kanal, Vinod Nirale, Ravindra Kondaguli: Impact Factor: 1.479Document4 pagesVishwanat Kanal, Vinod Nirale, Ravindra Kondaguli: Impact Factor: 1.479divjak70Pas encore d'évaluation
- Crane Girder Camber - Industrial Lift & Hoist Jan 2014Document4 pagesCrane Girder Camber - Industrial Lift & Hoist Jan 2014Gary J. Davis, P. E.Pas encore d'évaluation
- Stainless Steel Laser Fused Universal Beams and ColumnsDocument8 pagesStainless Steel Laser Fused Universal Beams and ColumnsDushyantha JayawardenaPas encore d'évaluation
- Sherman - Extended Shear TabsDocument148 pagesSherman - Extended Shear TabsRohan KarandePas encore d'évaluation
- 2 Concept of Limit State DesignDocument3 pages2 Concept of Limit State DesignVinoth KumarPas encore d'évaluation
- The Development of A New Design Procedure For Conventional Single-Plate Shear ConnectionsDocument12 pagesThe Development of A New Design Procedure For Conventional Single-Plate Shear ConnectionsMiguelPas encore d'évaluation
- HSS CatalogueDocument56 pagesHSS CataloguenenmilPas encore d'évaluation
- Tolerances Monorail BeamDocument9 pagesTolerances Monorail BeamLuis MogrovejoPas encore d'évaluation
- Size RangeDocument15 pagesSize RangelucidbasePas encore d'évaluation
- TurnbucklesDocument2 pagesTurnbuckleschondroc11Pas encore d'évaluation
- Eot Crane During SeismicDocument12 pagesEot Crane During SeismicboyzesPas encore d'évaluation
- Hinge DesignDocument2 pagesHinge Designpare222Pas encore d'évaluation
- MonorailDocument14 pagesMonorailZain AndabloPas encore d'évaluation
- Connections I V2.1.0.a1Document49 pagesConnections I V2.1.0.a1gissel vicencioPas encore d'évaluation
- The Effect of Eccentricity On Brace-To-Gusset AnglesDocument6 pagesThe Effect of Eccentricity On Brace-To-Gusset AnglesAnonymous 7MdZQn10% (1)
- Sundriyal (2015) - Stress Analysis of Crane Hook With Different Cross Sections Using ANSYSDocument6 pagesSundriyal (2015) - Stress Analysis of Crane Hook With Different Cross Sections Using ANSYSGogyPas encore d'évaluation
- CJP & PJPDocument3 pagesCJP & PJPRobertBostanPas encore d'évaluation
- Overhead Crane Governing Bodies and Specs PDFDocument1 pageOverhead Crane Governing Bodies and Specs PDFscofiel1Pas encore d'évaluation
- 40 Ton Crane Tender DocumentDocument12 pages40 Ton Crane Tender DocumentJaay VelPas encore d'évaluation
- American Crane PDFDocument12 pagesAmerican Crane PDFJuan Carlos RuizPas encore d'évaluation
- 15.lattice (Cage) Beam Design and Finite Element Analysis of Gantry CraneDocument3 pages15.lattice (Cage) Beam Design and Finite Element Analysis of Gantry CraneravirajPas encore d'évaluation
- Ultimate Strength of Fillet Welded Connections Loaded in PlaneDocument13 pagesUltimate Strength of Fillet Welded Connections Loaded in PlanePatrick PolujanPas encore d'évaluation
- ANSI Standard A14.3-2000Document3 pagesANSI Standard A14.3-2000Jairo WilchesPas encore d'évaluation
- Load Dev Silo DesignDocument0 pageLoad Dev Silo Designuser 54Pas encore d'évaluation
- ANSI MH27.1-2003 Specifications For Patented Track StandardsDocument35 pagesANSI MH27.1-2003 Specifications For Patented Track StandardsDD3NZPas encore d'évaluation
- Design of Self Balanced Lifting TackleDocument56 pagesDesign of Self Balanced Lifting TackleDhanuPas encore d'évaluation
- OPSS 906 - Nov12Document20 pagesOPSS 906 - Nov12umerfr2Pas encore d'évaluation
- Cisc Vs AiscDocument11 pagesCisc Vs Aiscanon_326950184100% (1)
- Dynamic Design For AnchorsDocument44 pagesDynamic Design For AnchorshoustonhimselfPas encore d'évaluation
- Din 471 Ext CirclipsDocument5 pagesDin 471 Ext Circlipschaitanya_kumar_13Pas encore d'évaluation
- Lessons From Crane RunwaysDocument5 pagesLessons From Crane Runwaysdicktracy11Pas encore d'évaluation
- Gancho Tipo CDocument1 pageGancho Tipo CEricPas encore d'évaluation
- Below The Hook Lifting HanesDocument26 pagesBelow The Hook Lifting HanesmaomontesPas encore d'évaluation
- Welcome To The Institute For Timber Construction-South Africa Itc-SaDocument75 pagesWelcome To The Institute For Timber Construction-South Africa Itc-SaMclyb GumbiePas encore d'évaluation
- AISC 360-2010 PinDocument3 pagesAISC 360-2010 PinihpeterPas encore d'évaluation
- Problem 1-015 PDFDocument3 pagesProblem 1-015 PDFOscar SanchezPas encore d'évaluation
- Childers Insulation Products Selection GuideDocument8 pagesChilders Insulation Products Selection GuideAnonymous ynJByUs0% (1)
- En1991.1-Forklift LoadsDocument2 pagesEn1991.1-Forklift LoadsColin TanPas encore d'évaluation
- Shear Strength of High-Strength BoltsDocument61 pagesShear Strength of High-Strength Boltsloox600Pas encore d'évaluation
- AISC Local Wheel Bending StressDocument2 pagesAISC Local Wheel Bending StressD SRINIVASPas encore d'évaluation
- Design of Main Girder (Compatibility Mode)Document58 pagesDesign of Main Girder (Compatibility Mode)Mohamed Azazy100% (1)
- Tips For Heavy Lifting AND Rigging Engineering: Inspection: 1Document25 pagesTips For Heavy Lifting AND Rigging Engineering: Inspection: 1pablodugalPas encore d'évaluation
- Roughter Crane ManualDocument33 pagesRoughter Crane ManualAbdul Majid Zulkarnain56% (9)
- Overhead CranesDocument50 pagesOverhead CraneshamzanusratPas encore d'évaluation
- Mechanical Overhaul Procedures For Hydroelectric Units: Facilities Instructions, Standards, and Techniques Volume 2-7Document58 pagesMechanical Overhaul Procedures For Hydroelectric Units: Facilities Instructions, Standards, and Techniques Volume 2-7anshikas_4100% (1)
- The Visual Inspection Includes Removal of Inspection Cover Plates As Necessary To Do A Thorough JobDocument6 pagesThe Visual Inspection Includes Removal of Inspection Cover Plates As Necessary To Do A Thorough JobBenjamin HidalgoPas encore d'évaluation
- Tateni Home Care ServicesDocument2 pagesTateni Home Care ServicesAlejandro CardonaPas encore d'évaluation
- ZultaniteDocument4 pagesZultaniteAcharya BalwantPas encore d'évaluation
- Company Profile RadioDocument8 pagesCompany Profile RadioselviPas encore d'évaluation
- Not Just Another Winter Festival: Rabbi Reuven BrandDocument4 pagesNot Just Another Winter Festival: Rabbi Reuven Brandoutdash2Pas encore d'évaluation
- HSE Induction Training 1687407986Document59 pagesHSE Induction Training 1687407986vishnuvarthanPas encore d'évaluation
- Bon JourDocument15 pagesBon JourNikolinaJamicic0% (1)
- FACT SHEET KidZaniaDocument4 pagesFACT SHEET KidZaniaKiara MpPas encore d'évaluation
- Sugar Industries of PakistanDocument19 pagesSugar Industries of Pakistanhelperforeu50% (2)
- Earnings Statement: Hilton Management Lane TN 38117 Lane TN 38117 LLC 755 Crossover MemphisDocument2 pagesEarnings Statement: Hilton Management Lane TN 38117 Lane TN 38117 LLC 755 Crossover MemphisSelina González HerreraPas encore d'évaluation
- Boylestad Circan 3ce Ch02Document18 pagesBoylestad Circan 3ce Ch02sherry mughalPas encore d'évaluation
- ReportDocument8 pagesReportTrust Asia Cargo in OfficePas encore d'évaluation
- Surefire Hellfighter Power Cord QuestionDocument3 pagesSurefire Hellfighter Power Cord QuestionPedro VianaPas encore d'évaluation
- AFI 90-901 Operational Risk ManagementDocument7 pagesAFI 90-901 Operational Risk ManagementJohan Lai100% (1)
- PDF - Unpacking LRC and LIC Calculations For PC InsurersDocument14 pagesPDF - Unpacking LRC and LIC Calculations For PC Insurersnod32_1206Pas encore d'évaluation
- Skylab Our First Space StationDocument184 pagesSkylab Our First Space StationBob AndrepontPas encore d'évaluation
- Modul9 VPNDocument34 pagesModul9 VPNDadang AbdurochmanPas encore d'évaluation
- Manual StereoDocument29 pagesManual StereoPeter Mac RedPas encore d'évaluation
- Solved SSC CHSL 4 March 2018 Evening Shift Paper With Solutions PDFDocument40 pagesSolved SSC CHSL 4 March 2018 Evening Shift Paper With Solutions PDFSumit VermaPas encore d'évaluation
- Project CharterDocument10 pagesProject CharterAdnan AhmedPas encore d'évaluation
- Atlantean Dolphins PDFDocument40 pagesAtlantean Dolphins PDFBethany DayPas encore d'évaluation
- Bus Organization of 8085 MicroprocessorDocument6 pagesBus Organization of 8085 MicroprocessorsrikrishnathotaPas encore d'évaluation
- Sorsogon State College: Republic of The Philippines Bulan Campus Bulan, SorsogonDocument4 pagesSorsogon State College: Republic of The Philippines Bulan Campus Bulan, Sorsogonerickson hernanPas encore d'évaluation
- College PrepDocument2 pagesCollege Prepapi-322377992Pas encore d'évaluation
- Referensi PUR - Urethane Surface coating-BlockedISO (Baxenden) - 20160802 PDFDocument6 pagesReferensi PUR - Urethane Surface coating-BlockedISO (Baxenden) - 20160802 PDFFahmi Januar AnugrahPas encore d'évaluation
- The Bipolar Affective Disorder Dimension Scale (BADDS) - A Dimensional Scale For Rating Lifetime Psychopathology in Bipolar Spectrum DisordersDocument11 pagesThe Bipolar Affective Disorder Dimension Scale (BADDS) - A Dimensional Scale For Rating Lifetime Psychopathology in Bipolar Spectrum DisordersDM YazdaniPas encore d'évaluation
- Odisha Block Summary - NUAGAONDocument8 pagesOdisha Block Summary - NUAGAONRohith B.NPas encore d'évaluation
- Bio Lab Report GerminationDocument10 pagesBio Lab Report GerminationOli Damaskova100% (4)
- BROADCAST Visual CultureDocument3 pagesBROADCAST Visual CultureDilgrace KaurPas encore d'évaluation