Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Numerical Simulation of Laser Machining of Carbon Fibre Reinforced CompositesDocument12 pagesNumerical Simulation of Laser Machining of Carbon Fibre Reinforced CompositesmarimuthusundarPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Establishing A Basis For Sustainable Re-Use of Cutting Tools Through Laser DecoatingDocument12 pagesEstablishing A Basis For Sustainable Re-Use of Cutting Tools Through Laser DecoatingmarimuthusundarPas encore d'évaluation
- Laser Removal of TiN Coatings From WC Micro-Tools and In-Process MonitoringDocument7 pagesLaser Removal of TiN Coatings From WC Micro-Tools and In-Process MonitoringmarimuthusundarPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- CFDand FEMAnalysisof Laser Weld Shapeandits CharacteristicDocument1 pageCFDand FEMAnalysisof Laser Weld Shapeandits CharacteristicmarimuthusundarPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Erosional VelocityDocument15 pagesErosional VelocityGary JonesPas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Project ProposalDocument4 pagesProject Proposaljiaclaire2998100% (1)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Bossypants Autobiography and Womens SelvesDocument26 pagesBossypants Autobiography and Womens SelvesCamila Paz GutiérrezPas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Toshiba MotorsDocument16 pagesToshiba MotorsSergio Cabrera100% (1)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- PreviewpdfDocument29 pagesPreviewpdfSoemarlan ErlanPas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- ইসলাম ও আধুনিকতা – মুফতি মুহম্মদ তকী উসমানীDocument118 pagesইসলাম ও আধুনিকতা – মুফতি মুহম্মদ তকী উসমানীMd SallauddinPas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Taoist Master Zhang 张天师Document9 pagesTaoist Master Zhang 张天师QiLeGeGe 麒樂格格100% (2)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Cpar Characteristics and Functions Week 3Document128 pagesCpar Characteristics and Functions Week 3christianwood0117Pas encore d'évaluation
- Arbans Complete Conservatory Method For Trumpet Arbans Complete ConservatoryDocument33 pagesArbans Complete Conservatory Method For Trumpet Arbans Complete ConservatoryRicardo SoldadoPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Honda IzyDocument16 pagesHonda IzyTerry FordPas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Duo Interpretation Class PresentationDocument31 pagesDuo Interpretation Class PresentationPlanetSparkPas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Philhis 1blm Group 6 ReportDocument19 pagesPhilhis 1blm Group 6 Reporttaehyung trashPas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Battery Checklist ProcedureDocument1 pageBattery Checklist ProcedureKrauser ChanelPas encore d'évaluation
- EQ JOURNAL 2 - AsioDocument3 pagesEQ JOURNAL 2 - AsioemanPas encore d'évaluation
- Project Chalk CorrectionDocument85 pagesProject Chalk CorrectionEmeka Nicholas Ibekwe100% (6)
- Benjamin Franklin - The Indian Treaties (1938)Document450 pagesBenjamin Franklin - The Indian Treaties (1938)Spiritu SanctoPas encore d'évaluation
- DNA Vs RNA - Introduction and Differences Between DNA and RNADocument10 pagesDNA Vs RNA - Introduction and Differences Between DNA and RNAKienlevyPas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Nescom Test For AM (Electrical) ImpDocument5 pagesNescom Test For AM (Electrical) Impشاہد یونسPas encore d'évaluation
- Iec Codes PDFDocument257 pagesIec Codes PDFAkhil AnumandlaPas encore d'évaluation
- The Reason: B. FlowsDocument4 pagesThe Reason: B. FlowsAryanti UrsullahPas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Play ClawDocument2 pagesPlay ClawFrenda SeivelunPas encore d'évaluation
- Resistance & Resistivity: Question Paper 1Document15 pagesResistance & Resistivity: Question Paper 1leon19730% (1)
- Web-Based Attendance Management System Using Bimodal Authentication TechniquesDocument61 pagesWeb-Based Attendance Management System Using Bimodal Authentication TechniquesajextopePas encore d'évaluation
- Electrical Engineering Lab Vica AnDocument6 pagesElectrical Engineering Lab Vica Anabdulnaveed50% (2)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (120)
- Microfinance Ass 1Document15 pagesMicrofinance Ass 1Willard MusengeyiPas encore d'évaluation
- Spare Part PhilosophyDocument27 pagesSpare Part Philosophyavaisharma50% (2)
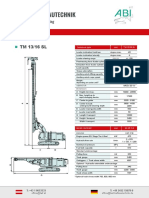
- ABI TM 13 16 SL - EngDocument1 pageABI TM 13 16 SL - EngJuan Carlos Benitez MartinezPas encore d'évaluation
- DS Important QuestionsDocument15 pagesDS Important QuestionsLavanya JPas encore d'évaluation
- Chapter 2.3.3 History of Visual Arts Modernism Post ModernismDocument17 pagesChapter 2.3.3 History of Visual Arts Modernism Post ModernismKim Ashley SarmientoPas encore d'évaluation
- Current Trends and Issues in Nursing ManagementDocument8 pagesCurrent Trends and Issues in Nursing ManagementMadhu Bala81% (21)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)