Vous aimerez peut-être aussi
- Application Examples Manual (Bridge, Civil and Structural)Document518 pagesApplication Examples Manual (Bridge, Civil and Structural)Pradeep Kancharla100% (1)
- Bdp-7 - Tendon Inflection Based On Similar TriangleDocument117 pagesBdp-7 - Tendon Inflection Based On Similar TriangleLim Wee BengPas encore d'évaluation
- 5 1Document12 pages5 1mahakPas encore d'évaluation
- COMPREHENSIVE DESIGN Example For PRESTRESSED CONCRETE (PSC) GIRDER SUPERSTRUCTURE BRIDGE WITH COMMENTARY SI UNITSDocument384 pagesCOMPREHENSIVE DESIGN Example For PRESTRESSED CONCRETE (PSC) GIRDER SUPERSTRUCTURE BRIDGE WITH COMMENTARY SI UNITSvPas encore d'évaluation
- Whitepaper en St25 Xperia UDocument19 pagesWhitepaper en St25 Xperia UPradeep KancharlaPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- DOSAGDocument4 pagesDOSAGmochales01Pas encore d'évaluation
- Environmental Planning Laws and AnalysisDocument4 pagesEnvironmental Planning Laws and AnalysisEdmond BakingPas encore d'évaluation
- Special Report Make The Most Heat Transfer ParathermDocument12 pagesSpecial Report Make The Most Heat Transfer ParathermFabioSalaPas encore d'évaluation
- Txdot HydraulicsDocument505 pagesTxdot HydraulicsdeigoPas encore d'évaluation
- 330 PDFDocument2 pages330 PDFnicerizwanPas encore d'évaluation
- Aroma Oil MSDSDocument3 pagesAroma Oil MSDSsabuyexpress.worldwidePas encore d'évaluation
- Reduction of Water Usage in Wet FGDDocument23 pagesReduction of Water Usage in Wet FGDSaravanan RagupathyPas encore d'évaluation
- EPariksha General v1 0Document17 pagesEPariksha General v1 0suresh125Pas encore d'évaluation
- Wastewater Treatment of Sugar IndustryDocument4 pagesWastewater Treatment of Sugar IndustryUsamaAli100% (1)
- Msds Unioleo ChemicalDocument8 pagesMsds Unioleo ChemicalB4nt3nPas encore d'évaluation
- Grade 9, Q4Document43 pagesGrade 9, Q4Beatriz100% (4)
- A Comprehensive Guide To The Four Elements - Cauldron and BrewDocument4 pagesA Comprehensive Guide To The Four Elements - Cauldron and BrewPhoenixRising61Pas encore d'évaluation
- SM 1 PDFDocument246 pagesSM 1 PDFnur aliPas encore d'évaluation
- Fleury HC Fuel Polishers Specification SheetDocument3 pagesFleury HC Fuel Polishers Specification SheetFranjo ŠiranovićPas encore d'évaluation
- Isol Job Reference 2008-2017 PDFDocument9 pagesIsol Job Reference 2008-2017 PDFAbu Zafeera Saqib SipahiPas encore d'évaluation
- E - Journal - September 2021 Part 1Document733 pagesE - Journal - September 2021 Part 1shubhrajitmantryPas encore d'évaluation
- Basic Irrigation BookDocument300 pagesBasic Irrigation Bookhaithamelramlawi7503100% (3)
- Line Sizing GuidelinesDocument6 pagesLine Sizing GuidelinesvishnuprasadPas encore d'évaluation
- 2020 11 Isolation-Rooms PlumbingDocument13 pages2020 11 Isolation-Rooms PlumbingZidd PerezPas encore d'évaluation
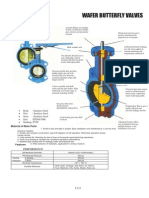
- Wafer Butterfly ValvesDocument2 pagesWafer Butterfly ValvesSandi AslanPas encore d'évaluation
- Aqua Regia Refining InstructionsDocument3 pagesAqua Regia Refining Instructionsdives13Pas encore d'évaluation
- Fisher Scientific T, (M) Sdn. Bhd. MDocument3 pagesFisher Scientific T, (M) Sdn. Bhd. Mwongpengchiong7205Pas encore d'évaluation
- Example Root Analysi̇s ReportDocument15 pagesExample Root Analysi̇s Reportmuratandac3357Pas encore d'évaluation
- 2017CH01 Complex Engineering ProblemDocument9 pages2017CH01 Complex Engineering ProblemZohaib Ali100% (1)
- PhetDocument5 pagesPhetTanisha BhatiaPas encore d'évaluation
- Embankment DamDocument54 pagesEmbankment DamMark Alvin PunzalanPas encore d'évaluation
- Growing Plants On SandstoneDocument4 pagesGrowing Plants On SandstoneAnon BoletusPas encore d'évaluation
- R52020 FT1N3118 File - 2Document69 pagesR52020 FT1N3118 File - 2Nathan A. Campo IIPas encore d'évaluation
- Review of Related LiteratureDocument3 pagesReview of Related LiteratureShekinah Vingno LingcongPas encore d'évaluation