Vous aimerez peut-être aussi
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Design of Hydraulic Systems For Lift TrucksDocument264 pagesDesign of Hydraulic Systems For Lift TrucksThuan LePas encore d'évaluation
- XQ2000 Auto Paralleling - Quick Start v1.3 PDFDocument15 pagesXQ2000 Auto Paralleling - Quick Start v1.3 PDFVictor Nunez100% (1)
- P44x Enco E33Document14 pagesP44x Enco E33Dongro MalPas encore d'évaluation
- BK10 - HVAC - MTO For Installation of Fire Damper & Instruments REV.0 (20!07!2011)Document4 pagesBK10 - HVAC - MTO For Installation of Fire Damper & Instruments REV.0 (20!07!2011)vamcodongPas encore d'évaluation
- Precision MeasurementDocument39 pagesPrecision MeasurementNishanth Shannmugam100% (1)
- Go Silently at High Pressure & High Speed: CONTINUUM® SeriesDocument54 pagesGo Silently at High Pressure & High Speed: CONTINUUM® SeriesYazad DoctorrPas encore d'évaluation
- JX-2 Operation and Maintenance ManualDocument14 pagesJX-2 Operation and Maintenance ManualKunpeng Zhou100% (1)
- 4.01.1 Fish Bone Diagram InvoicesDocument19 pages4.01.1 Fish Bone Diagram InvoicesmfernandPas encore d'évaluation
- 04-03-PODFA-Function-Roller Mill QUADROPOL-Hydraulic SystemDocument16 pages04-03-PODFA-Function-Roller Mill QUADROPOL-Hydraulic SystemДен СтаднікPas encore d'évaluation
- Step by Step Maintenance Guide For Mast Hose: Used in Over-the-Sheave ApplicationsDocument6 pagesStep by Step Maintenance Guide For Mast Hose: Used in Over-the-Sheave ApplicationsYazad DoctorrPas encore d'évaluation
- Parflex Fluid Conveyance: Temperature, Flexibility, Abrasion and Length ChangeDocument2 pagesParflex Fluid Conveyance: Temperature, Flexibility, Abrasion and Length ChangeYazad DoctorrPas encore d'évaluation
- Parflex Fluid Conveyance: Temperature, Flexibility, Abrasion and Length ChangeDocument2 pagesParflex Fluid Conveyance: Temperature, Flexibility, Abrasion and Length ChangeYazad DoctorrPas encore d'évaluation
- New High-Performance PU-Cover Rubber Hoses: The Fusion of Two Worlds in OneDocument10 pagesNew High-Performance PU-Cover Rubber Hoses: The Fusion of Two Worlds in OneYazad DoctorrPas encore d'évaluation
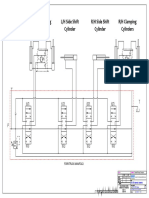
- 5TD STD Hydraulic SchematicDocument1 page5TD STD Hydraulic SchematicYazad DoctorrPas encore d'évaluation
- Pressure Reducing Valve Spool Type, Pilot-Operated SAE-8 Cartridge - 350 BarDocument2 pagesPressure Reducing Valve Spool Type, Pilot-Operated SAE-8 Cartridge - 350 BarYazad DoctorrPas encore d'évaluation
- Bucher Ctype Flow - Control - Valve - Test ReportDocument1 pageBucher Ctype Flow - Control - Valve - Test ReportYazad DoctorrPas encore d'évaluation
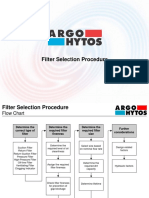
- Filter Selection Procedure: We Produce Fluid Power SolutionsDocument9 pagesFilter Selection Procedure: We Produce Fluid Power SolutionsYazad DoctorrPas encore d'évaluation
- DSN 09 F1 - 00 - Testing and Validation Request FormDocument1 pageDSN 09 F1 - 00 - Testing and Validation Request FormYazad DoctorrPas encore d'évaluation
- Parflex Fluid Conveyance: Temperature, Flexibility, Abrasion and Length ChangeDocument2 pagesParflex Fluid Conveyance: Temperature, Flexibility, Abrasion and Length ChangeYazad DoctorrPas encore d'évaluation
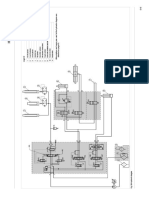
- CKTDocument1 pageCKTYazad DoctorrPas encore d'évaluation
- Hydac Pressure Compensator Validation On Inlet & D Port Validation SheetDocument2 pagesHydac Pressure Compensator Validation On Inlet & D Port Validation SheetYazad DoctorrPas encore d'évaluation
- Java Mock InterviewDocument78 pagesJava Mock InterviewYazad DoctorrPas encore d'évaluation
- hdm18 - 200 P 991210 enDocument19 pageshdm18 - 200 P 991210 enAlejandro NavaPas encore d'évaluation
- Load Sensing Pressure Booster: 1 DescriptionDocument2 pagesLoad Sensing Pressure Booster: 1 DescriptionYazad DoctorrPas encore d'évaluation
- Leak-Free Load-Control Valve, Size 6Document9 pagesLeak-Free Load-Control Valve, Size 6Yazad DoctorrPas encore d'évaluation
- RFT 043 RFT 072: Return Filters - LightlineDocument5 pagesRFT 043 RFT 072: Return Filters - LightlineYazad DoctorrPas encore d'évaluation
- Pressure Compensated Partially Adjustable Flow Regulators, With Male-Female SleeveDocument2 pagesPressure Compensated Partially Adjustable Flow Regulators, With Male-Female SleeveYazad DoctorrPas encore d'évaluation
- Dimensions For Banjo Eye (BSP) : Size Dimension D' Dimension D' Dimension H'Document1 pageDimensions For Banjo Eye (BSP) : Size Dimension D' Dimension D' Dimension H'Yazad DoctorrPas encore d'évaluation
- Danfoss Guide To CleanlinessDocument24 pagesDanfoss Guide To CleanlinessYazad DoctorrPas encore d'évaluation
- Essential Components of Business AcumenDocument2 pagesEssential Components of Business AcumenYazad DoctorrPas encore d'évaluation
- Ofsj2433Document11 pagesOfsj2433Yazad DoctorrPas encore d'évaluation
- E7106 16 11 16 - RFM 2 Loch - KatalogversionDocument6 pagesE7106 16 11 16 - RFM 2 Loch - KatalogversionYazad DoctorrPas encore d'évaluation
- High Performance Vane Pump: VP SPDocument3 pagesHigh Performance Vane Pump: VP SPYazad DoctorrPas encore d'évaluation
- Dimensions For Banjo Eye (BSP) : Size Dimension D' Dimension D' Dimension H'Document1 pageDimensions For Banjo Eye (BSP) : Size Dimension D' Dimension D' Dimension H'Yazad DoctorrPas encore d'évaluation
- Hose SpecsDocument3 pagesHose SpecsYazad DoctorrPas encore d'évaluation
- Dimensions For Banjo Eye (BSP) : Size Dimension D' Dimension D' Dimension H'Document1 pageDimensions For Banjo Eye (BSP) : Size Dimension D' Dimension D' Dimension H'Yazad DoctorrPas encore d'évaluation
- Ep Catalog 2007-1Document16 pagesEp Catalog 2007-1gadacz111Pas encore d'évaluation
- Sample ReportDocument19 pagesSample Reporthacker123456Pas encore d'évaluation
- PR754 (Working Hydraulic)Document10 pagesPR754 (Working Hydraulic)Tomi Ananda PradistyPas encore d'évaluation
- Palfinger PK 6001Document6 pagesPalfinger PK 6001luis gonzalezPas encore d'évaluation
- Method Statement Riyadh School Project Fire Fighting SystemDocument3 pagesMethod Statement Riyadh School Project Fire Fighting Systemkhantoseef84Pas encore d'évaluation
- Manual Biffi f01 2000 Electric Actuator en en Us 5898808Document118 pagesManual Biffi f01 2000 Electric Actuator en en Us 5898808ErwinCahyonoPas encore d'évaluation
- Schuler Electronics Instructor CH14 Electronics ComtrolDocument30 pagesSchuler Electronics Instructor CH14 Electronics ComtrolRíõ EscanillaPas encore d'évaluation
- TSG SRF: Triggered Spark Gap Surge Reduction FiltersDocument8 pagesTSG SRF: Triggered Spark Gap Surge Reduction FiltersAngela TienPas encore d'évaluation
- Telguard GDC1 - Installation ManualDocument2 pagesTelguard GDC1 - Installation ManualAlarm Grid Home Security and Alarm MonitoringPas encore d'évaluation
- Equipment Spares CompanyDocument8 pagesEquipment Spares CompanyBalraj BawaPas encore d'évaluation
- A88438-23 Critical Procedure 11-01 - Pipeline Cut Outs - A5X9W9Document7 pagesA88438-23 Critical Procedure 11-01 - Pipeline Cut Outs - A5X9W9mahmoudPas encore d'évaluation
- Version Von DFMC b10034 00 Simotics Motoren72dpiDocument26 pagesVersion Von DFMC b10034 00 Simotics Motoren72dpiRakshit SharmaPas encore d'évaluation
- Manual Compresor SHD245Document21 pagesManual Compresor SHD245eduardo toroPas encore d'évaluation
- DW 1030 For Web 2017 SmallerDocument12 pagesDW 1030 For Web 2017 SmallerMaxi452Pas encore d'évaluation
- Q7 & Q8 @trial 2021Document61 pagesQ7 & Q8 @trial 2021nuraliahPas encore d'évaluation
- Pipe Sizing Table AnalysisDocument7 pagesPipe Sizing Table AnalysisDarryl GelacioPas encore d'évaluation
- Discipline Build GuideDocument12 pagesDiscipline Build Guidekatherine bellmanPas encore d'évaluation
- MX-M264N Series Service ManualDocument256 pagesMX-M264N Series Service ManualJJ JJ100% (2)
- Bipotentiostat Installation and SetupDocument2 pagesBipotentiostat Installation and SetupwjawichPas encore d'évaluation
- 1pages From GR-500N-1 - C1-1E-2Document4 pages1pages From GR-500N-1 - C1-1E-2Ihsan AhmedPas encore d'évaluation
- Singer 291U1, U3Document46 pagesSinger 291U1, U3Datum VivelacriquePas encore d'évaluation
- Contactor 3RT 3TF6 - E86060 k1010 A191 A1 7600Document29 pagesContactor 3RT 3TF6 - E86060 k1010 A191 A1 7600Mai Hồng QuânPas encore d'évaluation
- CSS 1st QuarterDocument4 pagesCSS 1st QuarterBarbie BeltranPas encore d'évaluation
- Stage II Pa System Unit-1,2,3,4 & CHP - Unit-1Document1 pageStage II Pa System Unit-1,2,3,4 & CHP - Unit-1jp mishraPas encore d'évaluation