Vous aimerez peut-être aussi
- City of Durban Standard Engineering Specification Part C - Concrete WorkDocument33 pagesCity of Durban Standard Engineering Specification Part C - Concrete WorkLuke Jabulani ReidPas encore d'évaluation
- Concrete Quality Control Plan PDFDocument20 pagesConcrete Quality Control Plan PDFNazee 122333Pas encore d'évaluation
- Field Book for Quality Control in Earthwork Operations: Project Construction Management BookD'EverandField Book for Quality Control in Earthwork Operations: Project Construction Management BookPas encore d'évaluation
- Quensh Culvert Replacement Method Statement PDFDocument41 pagesQuensh Culvert Replacement Method Statement PDFSi NanPas encore d'évaluation
- Concrete II Study Guide PDFDocument6 pagesConcrete II Study Guide PDFdsalguero_2Pas encore d'évaluation
- Contractor Quality Control Plan For Painting Work Inspection and Test Plan For Painting WorkDocument2 pagesContractor Quality Control Plan For Painting Work Inspection and Test Plan For Painting WorkSergey Kichenko100% (1)
- C4M Mivan FormworkDocument3 pagesC4M Mivan Formworkmanohar reddyPas encore d'évaluation
- Astm D713Document3 pagesAstm D713LIN SONGPas encore d'évaluation
- Rebar ChecklistDocument2 pagesRebar ChecklistMuhammad sheryar100% (3)
- PDF 1sz Fe Workshop Manual - CompressDocument2 pagesPDF 1sz Fe Workshop Manual - CompressJose Luis Apaza Machaca75% (4)
- Designpro V3 - Gas Lift Design Tutorial: Return To Main - NextDocument81 pagesDesignpro V3 - Gas Lift Design Tutorial: Return To Main - NextAli AliPas encore d'évaluation
- PVC Waterstop Installation GuideDocument2 pagesPVC Waterstop Installation GuidesalahaddinsharifPas encore d'évaluation
- Chapter 18 - Inspection ChecklistsDocument21 pagesChapter 18 - Inspection ChecklistsKaustav PatnaikPas encore d'évaluation
- PART3 - Quality Control Manual On Concrete WorksDocument101 pagesPART3 - Quality Control Manual On Concrete WorksKelvin NgugiPas encore d'évaluation
- Rev-2 Method Statement For Access Road Construction Works Puma Energy Daulatpur ProjectDocument11 pagesRev-2 Method Statement For Access Road Construction Works Puma Energy Daulatpur ProjectM Waqas HabibPas encore d'évaluation
- 03 39 00 Concrete CuringDocument4 pages03 39 00 Concrete Curingdicky1969Pas encore d'évaluation
- Chapter 9: Reinstatement of Pits and Trenches Within Roads CorridorsDocument49 pagesChapter 9: Reinstatement of Pits and Trenches Within Roads Corridorstuski2467% (3)
- Construction Productivity AssessmentDocument12 pagesConstruction Productivity AssessmentsprathPas encore d'évaluation
- Loffelstein Installation ManualDocument16 pagesLoffelstein Installation Manuallarushkan100% (3)
- Specification For Base & Surface CoursesDocument62 pagesSpecification For Base & Surface Coursessri10888Pas encore d'évaluation
- Concrete Pipe and Box Culvert Guia PDFDocument90 pagesConcrete Pipe and Box Culvert Guia PDFMaicol Mena100% (2)
- Airport Construction Standards Contractor Quality Control ProgramDocument6 pagesAirport Construction Standards Contractor Quality Control ProgramDevrim GürselPas encore d'évaluation
- Gabon / Libreville Aman Resorts Ngombe ProjectDocument11 pagesGabon / Libreville Aman Resorts Ngombe ProjectBogdan BungardiPas encore d'évaluation
- Supervising Highway Engineer: Passbooks Study GuideD'EverandSupervising Highway Engineer: Passbooks Study GuidePas encore d'évaluation
- Plant & Guide Wall ConstructionDocument10 pagesPlant & Guide Wall ConstructionAnonymous S7Cq7ZDgPPas encore d'évaluation
- Earthwork SpecificationDocument5 pagesEarthwork Specificationmzrosfaizal100% (1)
- How Are Cracked Sections Analyzed in SAFE. CSI SAFEDocument3 pagesHow Are Cracked Sections Analyzed in SAFE. CSI SAFEJaime Manalili LandinginPas encore d'évaluation
- Method Statement of Bored Piles 21Document40 pagesMethod Statement of Bored Piles 21Dharma Pratap LamgadePas encore d'évaluation
- Method Statement - Road Marking & Road Markers: June 2018Document9 pagesMethod Statement - Road Marking & Road Markers: June 2018Ahmed GamalPas encore d'évaluation
- Subgrade MaterialDocument30 pagesSubgrade MaterialhimathkumarPas encore d'évaluation
- Marriot Grand Ballroom Concrete Works: Project Title: Contract Package No. 02Document9 pagesMarriot Grand Ballroom Concrete Works: Project Title: Contract Package No. 02Imho TepPas encore d'évaluation
- Rebar InspectionDocument3 pagesRebar InspectionSturuj100% (2)
- Sewer Line MosDocument6 pagesSewer Line MosToyEn MEgat100% (1)
- Water Stop EnglishDocument16 pagesWater Stop EnglishNick Ramos ChavezPas encore d'évaluation
- Materials ManualDocument720 pagesMaterials Manualsukanta420100% (1)
- P 1-11 Storm Drainage PDFDocument11 pagesP 1-11 Storm Drainage PDFMahmoud GwailyPas encore d'évaluation
- 2015 Materials Testing ManualDocument236 pages2015 Materials Testing ManualYasser AlghrafyPas encore d'évaluation
- Guidelines For Concrete WorksDocument6 pagesGuidelines For Concrete WorksFaysal MadiPas encore d'évaluation
- Method Statement Embankment: 1. GeneralDocument11 pagesMethod Statement Embankment: 1. GeneralReny AkmaliaPas encore d'évaluation
- Base Course Aggregates StandardsDocument5 pagesBase Course Aggregates Standardsprobook450_ehsanPas encore d'évaluation
- 5 Exterior Doors Inspection ChecklistDocument10 pages5 Exterior Doors Inspection ChecklistAhmed Mostafa AL-AboudyPas encore d'évaluation
- Template For Site Supervision PlanDocument106 pagesTemplate For Site Supervision PlanNic LeePas encore d'évaluation
- Earth Work: Date: Location: Name of Contractor: Name of ProjectDocument2 pagesEarth Work: Date: Location: Name of Contractor: Name of Projectyash shahPas encore d'évaluation
- Roller Campacted Concrete Pavements by Robert R.Thompson, Columbus, OhioDocument133 pagesRoller Campacted Concrete Pavements by Robert R.Thompson, Columbus, Ohiooscargon19100% (1)
- Structure Inspection ProcedureDocument89 pagesStructure Inspection Procedureashok_04mePas encore d'évaluation
- Guideline On Use of Ready Mix ConcreteDocument2 pagesGuideline On Use of Ready Mix Concretebill_lee_242Pas encore d'évaluation
- Installation of GirdersDocument16 pagesInstallation of GirdersMansoor AliPas encore d'évaluation
- C8516-CLT-QMT-0005 Rev.00-Inspection Checklist For Slurry Lagoon ConstructionDocument2 pagesC8516-CLT-QMT-0005 Rev.00-Inspection Checklist For Slurry Lagoon ConstructionJabinPas encore d'évaluation
- Method Statement Construction of Chambers-Concrete WorksDocument6 pagesMethod Statement Construction of Chambers-Concrete WorksLovemore Makora MukondomiPas encore d'évaluation
- CD - Rfi .WM.22.1 Soil Engineering Method StatementDocument17 pagesCD - Rfi .WM.22.1 Soil Engineering Method Statementcristhian9ares9oboPas encore d'évaluation
- RMC Plant Check ListDocument8 pagesRMC Plant Check ListAbhaPas encore d'évaluation
- 02 Pre Concreting Inspection RequestDocument2 pages02 Pre Concreting Inspection RequestAlmira raiza BustamantePas encore d'évaluation
- Best Practice Guidelines For Concrete Placement Planning, Field Testing, and Sample CollectionDocument48 pagesBest Practice Guidelines For Concrete Placement Planning, Field Testing, and Sample Collectionescilla100% (1)
- DBST MSDocument8 pagesDBST MSKrishan RodrigoPas encore d'évaluation
- Updated Study Guide PDFDocument44 pagesUpdated Study Guide PDFrendaninPas encore d'évaluation
- TEC-033000 - MET-DoR-PIV-P623 (Method Statement For Cast in Situ Concrete Water Tank)Document6 pagesTEC-033000 - MET-DoR-PIV-P623 (Method Statement For Cast in Situ Concrete Water Tank)Haymanot BaynesagnPas encore d'évaluation
- Manhole InstallationDocument2 pagesManhole InstallationrealchicPas encore d'évaluation
- Checklist For BackfillingDocument1 pageChecklist For BackfillingGabriel GabePas encore d'évaluation
- Anti TermiteDocument19 pagesAnti TermiteAjoy McPas encore d'évaluation
- Hyrib User Guide PDFDocument35 pagesHyrib User Guide PDFYoong Lai YeePas encore d'évaluation
- Ch5 Masonry ConstructionDocument23 pagesCh5 Masonry ConstructiongulzamanPas encore d'évaluation
- Injection SystemDocument20 pagesInjection Systemsdabdulazees2016Pas encore d'évaluation
- Backfilling PDFDocument4 pagesBackfilling PDFAdjei BaldanPas encore d'évaluation
- Compaction Greater 100%Document2 pagesCompaction Greater 100%Adjei BaldanPas encore d'évaluation
- Ductile Iron Pipe Pressure Test RecordsDocument2 pagesDuctile Iron Pipe Pressure Test RecordsAdjei BaldanPas encore d'évaluation
- Levelling ST Hubert - ST Hilaire Mains - Vol CalDocument178 pagesLevelling ST Hubert - ST Hilaire Mains - Vol CalAdjei BaldanPas encore d'évaluation
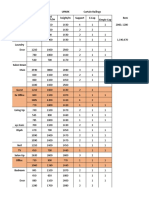
- 11/23/2016 Upark Curtain Railings Width/m Height/m Support E.Cap Simple Cap Rem Kitchen Rod Length/mDocument9 pages11/23/2016 Upark Curtain Railings Width/m Height/m Support E.Cap Simple Cap Rem Kitchen Rod Length/mAdjei BaldanPas encore d'évaluation
- 851 10-001 AVK026 Eng v1-0Document2 pages851 10-001 AVK026 Eng v1-0Adjei BaldanPas encore d'évaluation
- Lir Sa Pasaz-La Ek Reponn Bann Kestion Ki Swiv.: Kont Tradisionel Lil MorisDocument6 pagesLir Sa Pasaz-La Ek Reponn Bann Kestion Ki Swiv.: Kont Tradisionel Lil MorisAdjei BaldanPas encore d'évaluation
- Fluid Flow in Pipes - Lecture 1Document4 pagesFluid Flow in Pipes - Lecture 1amin_corporationPas encore d'évaluation
- Lecture02 Pipeflow HandoutDocument3 pagesLecture02 Pipeflow HandoutAdjei BaldanPas encore d'évaluation
- Metalwork: Rolled Steel Window and Door FramesDocument6 pagesMetalwork: Rolled Steel Window and Door FramesAdjei BaldanPas encore d'évaluation
- Section 16 Road Pavements and SurfacingsDocument98 pagesSection 16 Road Pavements and SurfacingsAdjei BaldanPas encore d'évaluation
- Water Tank DesignDocument58 pagesWater Tank DesignMoHaMmAd WaHeEd88% (17)
- Determination of CBR Value: Experiment 4Document9 pagesDetermination of CBR Value: Experiment 4Adjei BaldanPas encore d'évaluation
- Moment-Distribution: M M M M and MDocument13 pagesMoment-Distribution: M M M M and MAdjei BaldanPas encore d'évaluation
- Chapter 2 - Lect Notes - Momentum EqnDocument7 pagesChapter 2 - Lect Notes - Momentum EqnAdjei BaldanPas encore d'évaluation
- Volume CalculationDocument10 pagesVolume CalculationAdjei BaldanPas encore d'évaluation
- Final Yr PROJECTS BEng Civil Part TIME E411 - Feb 2012Document4 pagesFinal Yr PROJECTS BEng Civil Part TIME E411 - Feb 2012Adjei BaldanPas encore d'évaluation
- Insitu DensityDocument11 pagesInsitu DensityAdjei BaldanPas encore d'évaluation
- Sedimentary Rocks Are Produced by Surface Processes in The Rock CycleDocument17 pagesSedimentary Rocks Are Produced by Surface Processes in The Rock CycleAdjei BaldanPas encore d'évaluation
- Carbon Steel Fittings DimensionsDocument3 pagesCarbon Steel Fittings DimensionsgiorselPas encore d'évaluation
- ASTM D4852-88 (Reapproved 2009) E1Document3 pagesASTM D4852-88 (Reapproved 2009) E1Sandra LopesPas encore d'évaluation
- Portégé R930 (3G) PT331A-0DE043: Toshiba Recommends Windows 10Document2 pagesPortégé R930 (3G) PT331A-0DE043: Toshiba Recommends Windows 10josecarlosvjPas encore d'évaluation
- DEMU COUP - Leviat - 17 1 EDocument28 pagesDEMU COUP - Leviat - 17 1 EJianhua WuPas encore d'évaluation
- ENDOCRINE-BOARD REVIEW Dr. SchearDocument57 pagesENDOCRINE-BOARD REVIEW Dr. SchearNayara PataroPas encore d'évaluation
- Warm and Humid GREEN BUILDING CASE STUDYDocument8 pagesWarm and Humid GREEN BUILDING CASE STUDYPooja PrakashPas encore d'évaluation
- Fortified Rice FssaiDocument8 pagesFortified Rice FssaisaikumarPas encore d'évaluation
- LP 1st ObservationDocument6 pagesLP 1st ObservationMichael AnoraPas encore d'évaluation
- Detailed Lesson Plan in Science Grade 10Document9 pagesDetailed Lesson Plan in Science Grade 10christian josh magtarayoPas encore d'évaluation
- Accomplishment Report: Gass/Mfo Success Indicators Actual Accomplishments RemarksDocument1 pageAccomplishment Report: Gass/Mfo Success Indicators Actual Accomplishments RemarksGlenn HernandezPas encore d'évaluation
- Op Amp AssignmentDocument10 pagesOp Amp AssignmentJuan-Wian CoetzerPas encore d'évaluation
- SURELAM-380,540II (User Manual)Document25 pagesSURELAM-380,540II (User Manual)kamran.sefyaliyevPas encore d'évaluation
- 06-Soil Fert Nutr MGTDocument8 pages06-Soil Fert Nutr MGTAndres LuquePas encore d'évaluation
- British Vs American English - CrosswordDocument3 pagesBritish Vs American English - Crosswordlkham enkhsaikhanPas encore d'évaluation
- SWOT Analysis Textile IndustryDocument23 pagesSWOT Analysis Textile Industrydumitrescu viorelPas encore d'évaluation
- Jamir, Dewan R. EMGT Field Project Part 1Document116 pagesJamir, Dewan R. EMGT Field Project Part 1fucker66Pas encore d'évaluation
- DVH-P4950 P4050Document111 pagesDVH-P4950 P4050roto44100% (1)
- Shipping Agents in SGDocument3 pagesShipping Agents in SGeason insightsPas encore d'évaluation
- S01 Hydraulic and Eletric DiagramDocument18 pagesS01 Hydraulic and Eletric DiagramgadeharogPas encore d'évaluation
- Homework 3rd SteelDocument4 pagesHomework 3rd SteelPiseth HengPas encore d'évaluation
- ClimateDocument38 pagesClimateCristine CaguiatPas encore d'évaluation
- Site Survey - ReportDocument22 pagesSite Survey - Reportmubashar_6186144Pas encore d'évaluation
- INERT-SIEX 200-300 IG-100: Design ManualDocument54 pagesINERT-SIEX 200-300 IG-100: Design ManualSaleh Mohamed0% (1)
- BBMP C&D Draft Notice 2014 (Updated)Document10 pagesBBMP C&D Draft Notice 2014 (Updated)PriankMathurPas encore d'évaluation
- Balance Diet and NutritionDocument9 pagesBalance Diet and NutritionEunicePas encore d'évaluation
- 002-679e-08.19 v1.6.x KLDocument523 pages002-679e-08.19 v1.6.x KLChanon OnramoonPas encore d'évaluation
- The Singapore Engineer - September 2018 IssueDocument27 pagesThe Singapore Engineer - September 2018 Issuekrpt0tytPas encore d'évaluation
- A Review On Battery Management System For Electric VehiclesDocument6 pagesA Review On Battery Management System For Electric Vehiclesomkar chitnisPas encore d'évaluation