Vous aimerez peut-être aussi
- Collaboration Live User Manual - 453562037721a - en - US PDFDocument32 pagesCollaboration Live User Manual - 453562037721a - en - US PDFIvan CvasniucPas encore d'évaluation
- Basic Electrical Design of A PLC Panel (Wiring Diagrams) - EEPDocument6 pagesBasic Electrical Design of A PLC Panel (Wiring Diagrams) - EEPRobert GalarzaPas encore d'évaluation
- Promoting Sustainability Through Green Chemistry: Mary M. KirchhoffDocument7 pagesPromoting Sustainability Through Green Chemistry: Mary M. KirchhoffHernán DomínguezPas encore d'évaluation
- Recycling of Textile Waste Is The Best Way To Protect EnvironmentDocument7 pagesRecycling of Textile Waste Is The Best Way To Protect Environmentemigdio mataPas encore d'évaluation
- Industrial BiotechnologyDocument6 pagesIndustrial BiotechnologyJorge Alberto CardosoPas encore d'évaluation
- Cleaner Sustainable Production in Textil PDFDocument26 pagesCleaner Sustainable Production in Textil PDFtesfayergsPas encore d'évaluation
- Recycling of Plastics - A Materials Balance Optimisation Model PDFDocument14 pagesRecycling of Plastics - A Materials Balance Optimisation Model PDFLeoChokPas encore d'évaluation
- Plastic Waste Management: Is Circular Economy Really The Best Solution?Document3 pagesPlastic Waste Management: Is Circular Economy Really The Best Solution?MEnrique ForocaPas encore d'évaluation
- Business Proposal For Environmentally Friendly DiapersDocument9 pagesBusiness Proposal For Environmentally Friendly Diapersrorytan927322Pas encore d'évaluation
- Greening Bangladesh's Textile IndustryDocument11 pagesGreening Bangladesh's Textile IndustryGizele RaoPas encore d'évaluation
- Green Chemistry PrinciplesDocument16 pagesGreen Chemistry PrinciplesSUBHASISH DASHPas encore d'évaluation
- 10) Waste Recycling and ReuseDocument29 pages10) Waste Recycling and ReuseAnonymous pqSZK6Pas encore d'évaluation
- Green Chemistry PDF 2 Introduction 2012Document28 pagesGreen Chemistry PDF 2 Introduction 2012Ilie GeorgianaPas encore d'évaluation
- Chemical IndustryDocument9 pagesChemical Industryapi-320290632Pas encore d'évaluation
- Environmental Disasters and the Growth of RegulationsDocument44 pagesEnvironmental Disasters and the Growth of RegulationsAmann AwadPas encore d'évaluation
- The Complete Guide to Industrial EcologyDocument35 pagesThe Complete Guide to Industrial EcologyKim NichiPas encore d'évaluation
- Green chemistry principles in organic synthesis experimentsDocument12 pagesGreen chemistry principles in organic synthesis experimentsSaurav GuptaPas encore d'évaluation
- Recycling of Textile Materials - Bojana VoncinaDocument37 pagesRecycling of Textile Materials - Bojana VoncinaRobertoPas encore d'évaluation
- Reviewing Textile Wastewater Produced by Industries: Characteristics, Environmental Impacts, and Treatment StrategiesDocument21 pagesReviewing Textile Wastewater Produced by Industries: Characteristics, Environmental Impacts, and Treatment StrategiesSoro FrancisPas encore d'évaluation
- Green ChemistryDocument37 pagesGreen ChemistryDepun MohapatraPas encore d'évaluation
- Control of Exhaust With CatconDocument16 pagesControl of Exhaust With CatconitsmeadityaPas encore d'évaluation
- 4-Case StudyDocument8 pages4-Case StudymanojrnpPas encore d'évaluation
- Design For Reuse Integrating Upcycling IDocument13 pagesDesign For Reuse Integrating Upcycling IKARLA PAVELA AGUILAR DIAZPas encore d'évaluation
- Importance of Environmental Science in Textile IndustryDocument4 pagesImportance of Environmental Science in Textile IndustryWaqar Baloch100% (1)
- Fdocuments - in - A Use Based Approach To Decision and Policy Making Blue Planet II Coverage ofDocument93 pagesFdocuments - in - A Use Based Approach To Decision and Policy Making Blue Planet II Coverage ofYash JoglekarPas encore d'évaluation
- Lecture Notes - 15 PagesDocument15 pagesLecture Notes - 15 PagesÄhmèd ÃzàrPas encore d'évaluation
- The Gasification of Residual Plastics Derived From Municipal Recycling FacilitiesDocument11 pagesThe Gasification of Residual Plastics Derived From Municipal Recycling FacilitiesYeong Leong LimPas encore d'évaluation
- C CC CC C CCC C C CC CC CDocument4 pagesC CC CC C CCC C C CC CC CVinay Kumar DhimanPas encore d'évaluation
- RecyclingDocument14 pagesRecyclingAbhay S ZambarePas encore d'évaluation
- Polymers 11 00696Document19 pagesPolymers 11 00696LaLa HaPas encore d'évaluation
- Waste ManagementDocument13 pagesWaste ManagementMs RawatPas encore d'évaluation
- Optimizing bioethanol supply chainDocument5 pagesOptimizing bioethanol supply chainrizkaPas encore d'évaluation
- Environmental Management: Ecological Innovations in OrganizationsDocument23 pagesEnvironmental Management: Ecological Innovations in OrganizationsvimalPas encore d'évaluation
- DSEU PUSA CAMPUS Environmental Studies ProjectDocument17 pagesDSEU PUSA CAMPUS Environmental Studies ProjectSanjeev KumarPas encore d'évaluation
- Jurnal Green ChemistDocument4 pagesJurnal Green ChemistLaila Nurul QodryPas encore d'évaluation
- Toxic Textiles: Why Organic is BetterDocument3 pagesToxic Textiles: Why Organic is Betterpranav_btext475Pas encore d'évaluation
- Wastewater treatment methods for small businessesDocument2 pagesWastewater treatment methods for small businessesGian Jelo SallePas encore d'évaluation
- Unitex Artikel CO2 Dyeing PDFDocument7 pagesUnitex Artikel CO2 Dyeing PDFChaitanya M MundhePas encore d'évaluation
- DystarDocument3 pagesDystarAwais ImranPas encore d'évaluation
- World's Largest Science, Technology & Medicine Open Access Book PublisherDocument27 pagesWorld's Largest Science, Technology & Medicine Open Access Book Publisherdefender paintsPas encore d'évaluation
- CLEANER PRODUCTION IN THE TEXTILE INDUSTRYDocument16 pagesCLEANER PRODUCTION IN THE TEXTILE INDUSTRYNattaya PunrattanasinPas encore d'évaluation
- Artigo Cenibra Lodo Biológico 02 - 2021Document10 pagesArtigo Cenibra Lodo Biológico 02 - 2021Marcelo SilvaPas encore d'évaluation
- Green ChemistryDocument8 pagesGreen Chemistryyeni100% (1)
- Environmental Examination of Waste Plastic Recycling Industry 2014Document13 pagesEnvironmental Examination of Waste Plastic Recycling Industry 2014Anonymous U5tA6h100% (1)
- AssignDocument10 pagesAssignAsjad UllahPas encore d'évaluation
- New DOC DocumentDocument32 pagesNew DOC DocumentbahreabdellaPas encore d'évaluation
- B. Tech. Seminar Report: Recycling of PlasticsDocument31 pagesB. Tech. Seminar Report: Recycling of PlasticsAkhil KumarPas encore d'évaluation
- Applied SciencesDocument13 pagesApplied SciencesShirley ramosPas encore d'évaluation
- Comparative Life Cycle Assessment of Cotton and Other Natural Fibers For Textile ApplicationsDocument9 pagesComparative Life Cycle Assessment of Cotton and Other Natural Fibers For Textile ApplicationsMarc AbellaPas encore d'évaluation
- The Lumber ProductsDocument105 pagesThe Lumber ProductsDemo DrogbaPas encore d'évaluation
- Bioplastic Wastes: The Best Final Disposition For Energy SavingDocument8 pagesBioplastic Wastes: The Best Final Disposition For Energy SavingShanaiah Charice GanasPas encore d'évaluation
- Human Perceptions of Recycled Textiles and Circular Fashion: A Systematic Literature ReviewDocument28 pagesHuman Perceptions of Recycled Textiles and Circular Fashion: A Systematic Literature ReviewREJA PUTRA SIRINGORINGOPas encore d'évaluation
- Haode Evaluating The Life-Cycle Environmental ImpaDocument10 pagesHaode Evaluating The Life-Cycle Environmental ImpaAngga Eka WijayaPas encore d'évaluation
- Chapter OneDocument46 pagesChapter OneibukunadedayoPas encore d'évaluation
- Soild Waste Management Q and ADocument19 pagesSoild Waste Management Q and AHamed FaragPas encore d'évaluation
- Why Sustainability is Important for the Fashion IndustryDocument23 pagesWhy Sustainability is Important for the Fashion IndustryVishal kumarPas encore d'évaluation
- ResiduosDocument6 pagesResiduosAngelica ValarezoPas encore d'évaluation
- Green Chemistry for Dyes Removal from Waste Water: Research Trends and ApplicationsD'EverandGreen Chemistry for Dyes Removal from Waste Water: Research Trends and ApplicationsPas encore d'évaluation
- PTAS-11 Stump - All About Learning CurvesDocument43 pagesPTAS-11 Stump - All About Learning CurvesinSowaePas encore d'évaluation
- People vs. Ulip, G.R. No. L-3455Document1 pagePeople vs. Ulip, G.R. No. L-3455Grace GomezPas encore d'évaluation
- Department of Ece Vjec 1Document29 pagesDepartment of Ece Vjec 1Surangma ParasharPas encore d'évaluation
- 21st Century LiteraciesDocument27 pages21st Century LiteraciesYuki SeishiroPas encore d'évaluation
- Beams On Elastic Foundations TheoryDocument15 pagesBeams On Elastic Foundations TheoryCharl de Reuck100% (1)
- Understanding CTS Log MessagesDocument63 pagesUnderstanding CTS Log MessagesStudentPas encore d'évaluation
- Individual Differences: Mental Ability, Personality and DemographicsDocument22 pagesIndividual Differences: Mental Ability, Personality and DemographicsAlera Kim100% (2)
- 28 Government Service Insurance System (GSIS) vs. Velasco, 834 SCRA 409, G.R. No. 196564 August 7, 2017Document26 pages28 Government Service Insurance System (GSIS) vs. Velasco, 834 SCRA 409, G.R. No. 196564 August 7, 2017ekangPas encore d'évaluation
- Software EngineeringDocument3 pagesSoftware EngineeringImtiyaz BashaPas encore d'évaluation
- Resume Ajeet KumarDocument2 pagesResume Ajeet KumarEr Suraj KumarPas encore d'évaluation
- Milwaukee 4203 838a PB CatalogaciónDocument2 pagesMilwaukee 4203 838a PB CatalogaciónJuan carlosPas encore d'évaluation
- Sample Property Management AgreementDocument13 pagesSample Property Management AgreementSarah TPas encore d'évaluation
- L-1 Linear Algebra Howard Anton Lectures Slides For StudentDocument19 pagesL-1 Linear Algebra Howard Anton Lectures Slides For StudentHasnain AbbasiPas encore d'évaluation
- HI - 93703 Manual TurbidimetroDocument13 pagesHI - 93703 Manual Turbidimetrojesica31Pas encore d'évaluation
- Project The Ant Ranch Ponzi Scheme JDDocument7 pagesProject The Ant Ranch Ponzi Scheme JDmorraz360Pas encore d'évaluation
- Department Order No 05-92Document3 pagesDepartment Order No 05-92NinaPas encore d'évaluation
- Question Paper Code: 31364Document3 pagesQuestion Paper Code: 31364vinovictory8571Pas encore d'évaluation
- Gerhard Budin PublicationsDocument11 pagesGerhard Budin Publicationshnbc010Pas encore d'évaluation
- Database Chapter 11 MCQs and True/FalseDocument2 pagesDatabase Chapter 11 MCQs and True/FalseGauravPas encore d'évaluation
- Top 35 Brokerage Firms in PakistanDocument11 pagesTop 35 Brokerage Firms in PakistannasiralisauPas encore d'évaluation
- Haul Cables and Care For InfrastructureDocument11 pagesHaul Cables and Care For InfrastructureSathiyaseelan VelayuthamPas encore d'évaluation
- Supply Chain ManagementDocument30 pagesSupply Chain ManagementSanchit SinghalPas encore d'évaluation
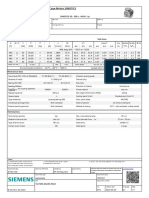
- 1LE1503-2AA43-4AA4 Datasheet enDocument1 page1LE1503-2AA43-4AA4 Datasheet enAndrei LupuPas encore d'évaluation
- Fundamental of Investment Unit 5Document8 pagesFundamental of Investment Unit 5commers bengali ajPas encore d'évaluation
- Ayushman BharatDocument20 pagesAyushman BharatPRAGATI RAIPas encore d'évaluation
- Dwnload Full International Monetary Financial Economics 1st Edition Daniels Solutions Manual PDFDocument36 pagesDwnload Full International Monetary Financial Economics 1st Edition Daniels Solutions Manual PDFelegiastepauleturc7u100% (16)
- Circular 09/2014 (ISM) : SubjectDocument7 pagesCircular 09/2014 (ISM) : SubjectDenise AhrendPas encore d'évaluation
- iec-60896-112002-8582Document3 pagesiec-60896-112002-8582tamjid.kabir89Pas encore d'évaluation