Vous aimerez peut-être aussi
- Catalog BakerDocument152 pagesCatalog BakerArenita Wright100% (2)
- ASM Specialty Handbook Carbon and Alloy SteelsDocument2 pagesASM Specialty Handbook Carbon and Alloy SteelsGaurav Tripathi25% (4)
- AMS Style ManualDocument117 pagesAMS Style ManualDiego LunaPas encore d'évaluation
- Heat-Treatment of High Carbon Steel Wire - PatentingDocument4 pagesHeat-Treatment of High Carbon Steel Wire - Patentingعزت عبد المنعم100% (1)
- Effect of Heat Treatment On Microstructures and Mechanical Prop of Spring SteelDocument7 pagesEffect of Heat Treatment On Microstructures and Mechanical Prop of Spring SteelMahmood KhanPas encore d'évaluation
- The Influence of Hot-Working Conditions On A Structure of High-Manganese SteelDocument10 pagesThe Influence of Hot-Working Conditions On A Structure of High-Manganese SteelPiranha TourniquetPas encore d'évaluation
- Metals: Influence of Hot Forging Parameters On A Low Carbon Continuous Cooling Bainitic Steel MicrostructureDocument11 pagesMetals: Influence of Hot Forging Parameters On A Low Carbon Continuous Cooling Bainitic Steel Microstructureth34560Pas encore d'évaluation
- Intercritical Heat Treatment Effect PDFDocument6 pagesIntercritical Heat Treatment Effect PDFmuthu_g6942Pas encore d'évaluation
- Heat Treatment of Nodular Cast IronDocument4 pagesHeat Treatment of Nodular Cast IronRoman_RomeoPas encore d'évaluation
- The Effect of Microstructure On Tensile Behaviour of X80 Microalloyed SteelDocument7 pagesThe Effect of Microstructure On Tensile Behaviour of X80 Microalloyed SteelMarcelo Varejão CasarinPas encore d'évaluation
- Applying Computer Simulation in Improving Heat Treating Condition of Thin High-Carbon Steel PartsDocument5 pagesApplying Computer Simulation in Improving Heat Treating Condition of Thin High-Carbon Steel PartssathishelakkiyaPas encore d'évaluation
- Obiukwu Osita, Udeani Henry, Ubani ProgressDocument12 pagesObiukwu Osita, Udeani Henry, Ubani ProgressPrashant KumarPas encore d'évaluation
- Improving Tribological Properties of Tool Steels Through Combination of Deep Cryogenic Treatment and Plasma Nitriding 2012 WearDocument6 pagesImproving Tribological Properties of Tool Steels Through Combination of Deep Cryogenic Treatment and Plasma Nitriding 2012 WearclebertasparPas encore d'évaluation
- Hot RollingDocument10 pagesHot Rollingpoom2007Pas encore d'évaluation
- Dilatometric and Hardness Analysis of C45 Steel PDFDocument4 pagesDilatometric and Hardness Analysis of C45 Steel PDFInaamPas encore d'évaluation
- Dilatometric and Hardness Analysis of C45 Steel Tempering With Different Heating-Up RatesDocument4 pagesDilatometric and Hardness Analysis of C45 Steel Tempering With Different Heating-Up RatesInaamPas encore d'évaluation
- Dilatometric and Hardness Analysis of C45 Steel Tempering With Different Heating-Up RatesDocument4 pagesDilatometric and Hardness Analysis of C45 Steel Tempering With Different Heating-Up RatesInaamPas encore d'évaluation
- The Influence of Heat Treatment On The Microstructure and PDFDocument43 pagesThe Influence of Heat Treatment On The Microstructure and PDFtblosPas encore d'évaluation
- Wear Behavior of 100cr6-PolatDocument6 pagesWear Behavior of 100cr6-PolatAntonioPas encore d'évaluation
- Structural SteelsDocument5 pagesStructural SteelsijazPas encore d'évaluation
- X. Y. LI - Surface Engineering 17 (2001) 147-152 - Low Temperature Plasma Nitriding of 316 SS-Nature of S Phase and Its Thermal StablityDocument6 pagesX. Y. LI - Surface Engineering 17 (2001) 147-152 - Low Temperature Plasma Nitriding of 316 SS-Nature of S Phase and Its Thermal StablityTania DanielPas encore d'évaluation
- Javaheri 2018Document28 pagesJavaheri 2018SOUADPas encore d'évaluation
- Ojay 1ST Publication PDFDocument16 pagesOjay 1ST Publication PDFvenkatrangan2003Pas encore d'évaluation
- Phase Transformation in AISI 410 Stainless Steel PDFDocument10 pagesPhase Transformation in AISI 410 Stainless Steel PDFirajfarjiPas encore d'évaluation
- Erdem 2005Document7 pagesErdem 2005vinayakPas encore d'évaluation
- Research Regarding The Heat-Treatment Influence On The Properties of Ca-15 Martensitic Stainless SteelDocument8 pagesResearch Regarding The Heat-Treatment Influence On The Properties of Ca-15 Martensitic Stainless SteelFernando RomeroPas encore d'évaluation
- AISI 1015 Carbon Steel NitridedDocument4 pagesAISI 1015 Carbon Steel NitridedRamil SerdanPas encore d'évaluation
- Physical and Numerical Modelling of Heat Treatment The Precipitation-Hardening Complex-Phase Steel (CP)Document4 pagesPhysical and Numerical Modelling of Heat Treatment The Precipitation-Hardening Complex-Phase Steel (CP)rodrigosiqueiraPas encore d'évaluation
- Influence of Heat Treatments On The Microstructure and Degree of Sensitization of Base Metal and Weld of AISI 430 Stainless SteelDocument8 pagesInfluence of Heat Treatments On The Microstructure and Degree of Sensitization of Base Metal and Weld of AISI 430 Stainless SteelAshish Kumar AgrawalPas encore d'évaluation
- Semi-Hot Stamping As An Improved Process of Hot StampingDocument8 pagesSemi-Hot Stamping As An Improved Process of Hot StampingAndress SsalomonnPas encore d'évaluation
- CA 6NM CastingsDocument11 pagesCA 6NM CastingsvasanthiPas encore d'évaluation
- Title: Effects of Thermo-Mechanical Processing On The Microstructure and Mechanical Properties of NB Micro-Alloyed SteelDocument15 pagesTitle: Effects of Thermo-Mechanical Processing On The Microstructure and Mechanical Properties of NB Micro-Alloyed SteelAshutosh GautamPas encore d'évaluation
- The Kinetics of Phase Transformations During Tempering of Cr-Mo-V Medium Carbon SteelDocument4 pagesThe Kinetics of Phase Transformations During Tempering of Cr-Mo-V Medium Carbon SteelfdcarazoPas encore d'évaluation
- Kim 2018Document26 pagesKim 2018Muhammad Rizki Gorbyandi NadiPas encore d'évaluation
- Karakteristik Material LanjutDocument24 pagesKarakteristik Material Lanjuthengkiirawan2008Pas encore d'évaluation
- l'LA!MA Hot Machining For New Engineering Materials : Wear, 139 (1990) 251-267 251Document17 pagesl'LA!MA Hot Machining For New Engineering Materials : Wear, 139 (1990) 251-267 251GAURAV KUMARPas encore d'évaluation
- 1 Effect of The Intercritical Annealing Temperature On The Mechanical Properties of 10 PCT MN Multi-Phase Steel PDFDocument8 pages1 Effect of The Intercritical Annealing Temperature On The Mechanical Properties of 10 PCT MN Multi-Phase Steel PDFJulio Hernandez MartinezPas encore d'évaluation
- Enhancement of Mechanical Properties of Low Carbon Dual Phase Steel Via Natural AgingDocument19 pagesEnhancement of Mechanical Properties of Low Carbon Dual Phase Steel Via Natural AgingMoin APas encore d'évaluation
- Comparison Between Traditional and Innovative SteelsDocument10 pagesComparison Between Traditional and Innovative SteelsIonut AdrianPas encore d'évaluation
- The Mechanical Properties and Microstructures of 9% Chromium Steel P92 WeldmentsDocument23 pagesThe Mechanical Properties and Microstructures of 9% Chromium Steel P92 WeldmentspkguptaqaqcPas encore d'évaluation
- Volchok 22Document4 pagesVolchok 22amitkkamblePas encore d'évaluation
- 3 Eng Stainless Steel Tube AnnealingDocument16 pages3 Eng Stainless Steel Tube AnnealingVictor HugoPas encore d'évaluation
- Effect of Hardness and Wear Resistance On en 353 Steel by Heat TreatmentDocument4 pagesEffect of Hardness and Wear Resistance On en 353 Steel by Heat TreatmentIJMERPas encore d'évaluation
- 01 - A CCT Diagram For An Offshore Pipeline Steel of X70 TypeDocument6 pages01 - A CCT Diagram For An Offshore Pipeline Steel of X70 TypeŞarîngă George AlexandruPas encore d'évaluation
- Jurnal Logam MirnaDocument8 pagesJurnal Logam MirnaIrsan Rahman Buat ArasemenPas encore d'évaluation
- Effect of Tempering Pass On HSLA-80 Steel HAZ MicrostructuresDocument8 pagesEffect of Tempering Pass On HSLA-80 Steel HAZ MicrostructuresElias KapaPas encore d'évaluation
- Panduan BeasiswaDocument7 pagesPanduan BeasiswaAmalia Tri WPas encore d'évaluation
- Normalizing Heat Treatment PDFDocument6 pagesNormalizing Heat Treatment PDFsmani170100% (1)
- IWIT2017-Proceeding FullpaperDocument8 pagesIWIT2017-Proceeding FullpaperKittichai SojiphanPas encore d'évaluation
- Mechanical Properties Enhancement of Conventional Mild Steel For Fastener ApplicationDocument8 pagesMechanical Properties Enhancement of Conventional Mild Steel For Fastener ApplicationTeddy MokhoPas encore d'évaluation
- Roqtuf PDFDocument6 pagesRoqtuf PDFLeonidio CamposPas encore d'évaluation
- Journal of Materials Processing TechnologyDocument8 pagesJournal of Materials Processing TechnologyHARIMETLYPas encore d'évaluation
- The Influence of Niobium and Aging Treatment in The 18% Ni Maraging SteelDocument8 pagesThe Influence of Niobium and Aging Treatment in The 18% Ni Maraging SteelGopala Rao ThellaputtaPas encore d'évaluation
- Forging + Quenching Knowledge PDFDocument8 pagesForging + Quenching Knowledge PDFAnonymous MAJuDk100% (1)
- Nanoausferritic Matrix of Ductile IronDocument7 pagesNanoausferritic Matrix of Ductile IronMostafa OthmanPas encore d'évaluation
- Poletskov 2020 IOP Conf. Ser. Mater. Sci.Document8 pagesPoletskov 2020 IOP Conf. Ser. Mater. Sci.Александр ТиньгаевPas encore d'évaluation
- IJMMSE - Effect of Annealing On Low Carbon Steel Grade 1008Document6 pagesIJMMSE - Effect of Annealing On Low Carbon Steel Grade 1008TJPRC PublicationsPas encore d'évaluation
- Performance Optimization of High Resistant White Cast Iron For Severe Working ApplicationsDocument6 pagesPerformance Optimization of High Resistant White Cast Iron For Severe Working ApplicationsANA LAURA BRAGA NASCIMENTOPas encore d'évaluation
- Bake Hardening ST 14 SteelDocument8 pagesBake Hardening ST 14 SteelDavid JendraPas encore d'évaluation
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesD'EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášPas encore d'évaluation
- Proceedings of the 2014 Energy Materials Conference: Xi'an, Shaanxi Province, China, November 4 - 6, 2014D'EverandProceedings of the 2014 Energy Materials Conference: Xi'an, Shaanxi Province, China, November 4 - 6, 2014Pas encore d'évaluation
- Thermomechanical Processing of High-Strength Low-Alloy SteelsD'EverandThermomechanical Processing of High-Strength Low-Alloy SteelsPas encore d'évaluation
- Thermo-Mechanical Treatment of The C-MN Steel With NB, Ti, V and B MicroadditionsDocument4 pagesThermo-Mechanical Treatment of The C-MN Steel With NB, Ti, V and B MicroadditionsGaurav TripathiPas encore d'évaluation
- 3 MetallographyDocument5 pages3 MetallographyGaurav TripathiPas encore d'évaluation
- RT 04 2012 - Final WEB ADVT ET 2012Document7 pagesRT 04 2012 - Final WEB ADVT ET 2012shashee2020Pas encore d'évaluation
- BOE-Medical-QCOs Ad For Web-Final 23 Aug 11Document7 pagesBOE-Medical-QCOs Ad For Web-Final 23 Aug 11Freshers Plane IndiaPas encore d'évaluation
- A/SA 333 Spec Sheet A333 Pipe Specifications: ScopeDocument8 pagesA/SA 333 Spec Sheet A333 Pipe Specifications: ScopeAdrian EspinosaPas encore d'évaluation
- BEP 348 - Purchasing (Part 1) : Sourcing SuppliersDocument12 pagesBEP 348 - Purchasing (Part 1) : Sourcing SuppliersTrần ThơmPas encore d'évaluation
- HSE KIK Monitoring Hot Work Ceilling Dan OfficeDocument13 pagesHSE KIK Monitoring Hot Work Ceilling Dan Officeandri setiawanPas encore d'évaluation
- Building Materials ReviewerDocument104 pagesBuilding Materials ReviewerAl RomanoPas encore d'évaluation
- Welding of Stainless Steels & Duplex: Roshan RampureDocument74 pagesWelding of Stainless Steels & Duplex: Roshan Rampureapurva karlePas encore d'évaluation
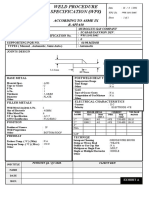
- Weld Procedure Specification (WPS) : According To Asme Ix &Document1 pageWeld Procedure Specification (WPS) : According To Asme Ix &Mina Roger SamyPas encore d'évaluation
- Manual DF 2009Document493 pagesManual DF 2009ioana968Pas encore d'évaluation
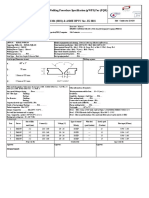
- Nisoc: Preliminary Welding Procedure Specification (PWPS) For (PQR)Document3 pagesNisoc: Preliminary Welding Procedure Specification (PWPS) For (PQR)pejman.imaniPas encore d'évaluation
- 02 Fitup ReportsDocument1 page02 Fitup ReportsSam RajaPas encore d'évaluation
- NACE IndexDocument9 pagesNACE IndexRoger SchvepperPas encore d'évaluation
- Aws-A5 32 PDFDocument26 pagesAws-A5 32 PDFCGRRPas encore d'évaluation
- Case Study On Corrosion Assessment of Infield Pipelines byDocument10 pagesCase Study On Corrosion Assessment of Infield Pipelines byHazim NaharPas encore d'évaluation
- B1e 004 PDFDocument40 pagesB1e 004 PDFNguyễn Xuân ĐiệpPas encore d'évaluation
- Complying With Nace Hardness RequirementsDocument5 pagesComplying With Nace Hardness Requirementsmanimaran100% (2)
- 133 Trepanier Pelton 2005Document7 pages133 Trepanier Pelton 2005AssyakurPas encore d'évaluation
- SWRCH18ADocument2 pagesSWRCH18AHari SuthanPas encore d'évaluation
- API 577 EXAM QUESTION For 653 ExamsDocument27 pagesAPI 577 EXAM QUESTION For 653 ExamsEjaz AsgharPas encore d'évaluation
- 6 Tube Plate Heat Exchanger Graphite Blocks Mersen 01Document20 pages6 Tube Plate Heat Exchanger Graphite Blocks Mersen 01mohsen123Pas encore d'évaluation
- Dissimilar WeldingDocument24 pagesDissimilar WeldingVishnupriya SunilPas encore d'évaluation
- Final Exam Steel 2020 Semester 1Document3 pagesFinal Exam Steel 2020 Semester 1Malak ShatiPas encore d'évaluation
- 173 13 12 Steel Degassing USDocument8 pages173 13 12 Steel Degassing USAl M JamilPas encore d'évaluation
- ElicaDocument58 pagesElicaDorin ȘuvariPas encore d'évaluation
- Engineering and Material Standard For Double Pipe Heat ExchangersDocument13 pagesEngineering and Material Standard For Double Pipe Heat ExchangersRezaPas encore d'évaluation
- Ultrasonic Test Report: Tested by Ies-Industrial Engineering ServicesDocument4 pagesUltrasonic Test Report: Tested by Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanPas encore d'évaluation
- Grundfos Basic DatabookDocument52 pagesGrundfos Basic DatabookDwi NugrohoPas encore d'évaluation
- GMAW of Creep Resistant SteelsDocument5 pagesGMAW of Creep Resistant SteelsJustin Morse100% (1)
- Sa 179Document3 pagesSa 179Raju SkPas encore d'évaluation
- M 2 SAW D1.1 2015 Form PDFDocument1 pageM 2 SAW D1.1 2015 Form PDFyounessPas encore d'évaluation