Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Organisational Structure of NetflixDocument2 pagesOrganisational Structure of NetflixAnkita Das57% (7)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Bar Q Salaries Part 2Document5 pagesBar Q Salaries Part 2Brigette DomingoPas encore d'évaluation
- Barnett V Chelsea and Kensington Hospital Management CommitteeDocument3 pagesBarnett V Chelsea and Kensington Hospital Management CommitteeArpit Soni0% (1)
- Transport StrikeDocument9 pagesTransport StrikeYsrael Von ArcillaPas encore d'évaluation
- Water Quality Management For Production of Freshwater Ornamental SHDocument14 pagesWater Quality Management For Production of Freshwater Ornamental SHVarun KPas encore d'évaluation
- 9a Grundfos 50Hz Catalogue-1322Document48 pages9a Grundfos 50Hz Catalogue-1322ZainalPas encore d'évaluation
- Low Cost CompaniesDocument9 pagesLow Cost CompaniesIvan RodriguezPas encore d'évaluation
- COMPLAINT - THE STAN J. CATERBONE 42 U.S.C. 14141 "POLICE MISCONDUCT PROVISION" COMPLAINT TO U.S. DEPARTMENT OF JUSTICE August 24, 2017Document435 pagesCOMPLAINT - THE STAN J. CATERBONE 42 U.S.C. 14141 "POLICE MISCONDUCT PROVISION" COMPLAINT TO U.S. DEPARTMENT OF JUSTICE August 24, 2017Stan J. CaterbonePas encore d'évaluation
- JQuery Interview Questions and AnswersDocument5 pagesJQuery Interview Questions and AnswersShailesh M SassPas encore d'évaluation
- Eletrical InstallationDocument14 pagesEletrical InstallationRenato C. LorillaPas encore d'évaluation
- Ad CVDocument2 pagesAd CVzahid latifPas encore d'évaluation
- (SPN) On J1939 Data LinkDocument107 pages(SPN) On J1939 Data LinkAM76Pas encore d'évaluation
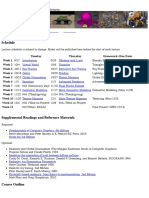
- CS 148 - Introduction To Computer Graphics and ImagingDocument3 pagesCS 148 - Introduction To Computer Graphics and ImagingMurtaza TajPas encore d'évaluation
- Invoice 1281595768Document3 pagesInvoice 1281595768vikas9849Pas encore d'évaluation
- Navi Mumbai C.A. ListDocument48 pagesNavi Mumbai C.A. ListManish Shetty67% (9)
- Research On Surface Roughness by Laser CDocument5 pagesResearch On Surface Roughness by Laser CfatmirhusejniPas encore d'évaluation
- 2B. Glicerina - USP-NF-FCC Glycerin Nutritional Statement USP GlycerinDocument1 page2B. Glicerina - USP-NF-FCC Glycerin Nutritional Statement USP Glycerinchristian muñozPas encore d'évaluation
- Circular Motion ProblemsDocument4 pagesCircular Motion ProblemsGheline LexciePas encore d'évaluation
- Soal TKM B. Inggris Kls XII Des. 2013Document8 pagesSoal TKM B. Inggris Kls XII Des. 2013Sinta SilviaPas encore d'évaluation
- Teaching Smart People How To LearnDocument18 pagesTeaching Smart People How To LearnAbhishek KandeyPas encore d'évaluation
- Baling Press: Model: LB150S Article No: L17003 Power SupplyDocument2 pagesBaling Press: Model: LB150S Article No: L17003 Power SupplyNavaneeth PurushothamanPas encore d'évaluation
- Muhammad Safuan Othman (CD 4862)Document24 pagesMuhammad Safuan Othman (CD 4862)Andy100% (1)
- Cattle Feed Close Tenders in BikanerDocument9 pagesCattle Feed Close Tenders in BikanerCodm DutyPas encore d'évaluation
- Section 12-22, Art. 3, 1987 Philippine ConstitutionDocument3 pagesSection 12-22, Art. 3, 1987 Philippine ConstitutionKaren LabogPas encore d'évaluation
- Project Proposal - Articulation SessionsDocument8 pagesProject Proposal - Articulation SessionsJhay-are PogoyPas encore d'évaluation
- PLLV Client Consent FormDocument4 pagesPLLV Client Consent Formapi-237715517Pas encore d'évaluation
- ETA-1 Service PDFDocument44 pagesETA-1 Service PDFgansolPas encore d'évaluation
- GRE Computer Science SyllabusDocument2 pagesGRE Computer Science SyllabusSameer Ahmed سمیر احمدPas encore d'évaluation
- Universal Marine: Welcome To Our One Stop Marine ServicesDocument8 pagesUniversal Marine: Welcome To Our One Stop Marine Serviceshoangtruongson1111Pas encore d'évaluation
- Telemeter-Electronic Brochure Flexible Heaters WebDocument12 pagesTelemeter-Electronic Brochure Flexible Heaters WebXavierPas encore d'évaluation