Vous aimerez peut-être aussi
- 10023446Document5 pages10023446Harish GanapathyPas encore d'évaluation
- Intelligence System For Tamil Vattezhuttuoptical Character RcognitionDocument5 pagesIntelligence System For Tamil Vattezhuttuoptical Character RcognitionHarish GanapathyPas encore d'évaluation
- A Correlation Coefficient Based Model To Separate and Classify Noncursive (Grantha Script) SymbolsDocument10 pagesA Correlation Coefficient Based Model To Separate and Classify Noncursive (Grantha Script) SymbolsHarish GanapathyPas encore d'évaluation
- Ancient Text Character Recognition Using Deep Learning: Shikhachadha, Dr. Sonumittal and Dr. Vivek SinghalDocument8 pagesAncient Text Character Recognition Using Deep Learning: Shikhachadha, Dr. Sonumittal and Dr. Vivek SinghalHarish GanapathyPas encore d'évaluation
- 2011 HWDocument6 pages2011 HWHarish GanapathyPas encore d'évaluation
- A Reviewal On Entropy and Peculiar Operations in Image ProcessingDocument11 pagesA Reviewal On Entropy and Peculiar Operations in Image ProcessingHarish GanapathyPas encore d'évaluation
- Character Recognition of Offline Handwritten English Scripts: A ReviewDocument10 pagesCharacter Recognition of Offline Handwritten English Scripts: A ReviewHarish GanapathyPas encore d'évaluation
- This Document Has Been Prepared by Sunder Kidambi With The Blessings ofDocument2 pagesThis Document Has Been Prepared by Sunder Kidambi With The Blessings ofHarish GanapathyPas encore d'évaluation
- Aggregate Planning - Pure Strategy ApproachDocument24 pagesAggregate Planning - Pure Strategy ApproachHarish GanapathyPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Moment Area MethodDocument9 pagesMoment Area MethodHammad RiazPas encore d'évaluation
- Physical Chemistry: José Mauricio Rodas RodríguezDocument10 pagesPhysical Chemistry: José Mauricio Rodas RodríguezJuan Camilo MejíaPas encore d'évaluation
- DeformationDocument1 pageDeformationRoham Afghani KhorasganiPas encore d'évaluation
- A Research Project On "The Development and Characterization of Fire-Retarding Flax Fiber Reinforced Green Sandwich CompositesDocument16 pagesA Research Project On "The Development and Characterization of Fire-Retarding Flax Fiber Reinforced Green Sandwich CompositesMuneer Ahmad KhanPas encore d'évaluation
- Module 4 Notes Grade 8Document22 pagesModule 4 Notes Grade 8Jenny JuanitezPas encore d'évaluation
- Chirai Anjar Rigid Pavement Design As Per IRC 58 2011Document60 pagesChirai Anjar Rigid Pavement Design As Per IRC 58 2011chetan c patilPas encore d'évaluation
- Basalt Impact TestDocument11 pagesBasalt Impact TestMarisol Cortes OlanoPas encore d'évaluation
- Zahn Cup-Type Viscosimeter Operating InstructionsDocument2 pagesZahn Cup-Type Viscosimeter Operating InstructionsEran LopezPas encore d'évaluation
- Prestressed Concrete Analysis and Design Fundamentals 2nd Ed CAP 12Document44 pagesPrestressed Concrete Analysis and Design Fundamentals 2nd Ed CAP 12Carlos Alberto Pacheco SierraPas encore d'évaluation
- Insulating MaterialDocument83 pagesInsulating MaterialRutvik100% (1)
- A2 CapacitorsDocument33 pagesA2 CapacitorsRoselyn MatienzoPas encore d'évaluation
- Bonding Forces and EnergiesDocument3 pagesBonding Forces and EnergiesJaden BrownPas encore d'évaluation
- Properties of Pure SubstanceDocument21 pagesProperties of Pure SubstancemalarvizhiPas encore d'évaluation
- Q. Bank Pii/I, Ii T.Y.B.Sc. Sem VDocument2 pagesQ. Bank Pii/I, Ii T.Y.B.Sc. Sem VNeelam KapoorPas encore d'évaluation
- BICE-011 Drawing Sheet B. Tech. Civil Engineering (Btclevi) Term-End Examination December, 2013 Bice-011: Structural Analysis - IiDocument3 pagesBICE-011 Drawing Sheet B. Tech. Civil Engineering (Btclevi) Term-End Examination December, 2013 Bice-011: Structural Analysis - IiSri DPas encore d'évaluation
- STAR COACHING CLASS - Parshotam Jethani (98982 16776)Document3 pagesSTAR COACHING CLASS - Parshotam Jethani (98982 16776)Kalp JethaniPas encore d'évaluation
- Austenitic Standard GradesDocument6 pagesAustenitic Standard Gradesfierro44Pas encore d'évaluation
- 44CDocument9 pages44CTarunPas encore d'évaluation
- Quantum Mechanics II Solution Sheet 7Document4 pagesQuantum Mechanics II Solution Sheet 7Joyee BasuPas encore d'évaluation
- Chemicals Zetag DATA Inverse Emulsions Zetag 8846 FS - 0410Document2 pagesChemicals Zetag DATA Inverse Emulsions Zetag 8846 FS - 0410PromagEnviro.comPas encore d'évaluation
- Title: Latent Heat of FusionDocument4 pagesTitle: Latent Heat of FusionJanine Anne De VeraPas encore d'évaluation
- Design of FRP-Profiles and All-FRP-StructuresDocument67 pagesDesign of FRP-Profiles and All-FRP-StructuresjavierPas encore d'évaluation
- DSFfilmDocument4 pagesDSFfilmGagandeep BhatiaPas encore d'évaluation
- Worksheet 15Document5 pagesWorksheet 15Vijay Bhaskar33% (3)
- Stress Corrosion Cracking of Various Alloys - Part 1Document7 pagesStress Corrosion Cracking of Various Alloys - Part 1Christian MezaPas encore d'évaluation
- Datasheet Sandvik 3r12 enDocument7 pagesDatasheet Sandvik 3r12 enAgustin CesanPas encore d'évaluation
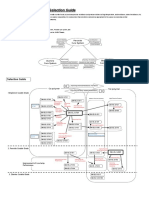
- Fluoroelastomer DAIEL Selection Guide: Peroxide Cure SystemDocument1 pageFluoroelastomer DAIEL Selection Guide: Peroxide Cure Systemkyeong cheol leePas encore d'évaluation
- 01 LANG Forgiarini Low Energy EmulsificationDocument8 pages01 LANG Forgiarini Low Energy EmulsificationDuvánE.DueñasLópezPas encore d'évaluation
- Material Science PrinciplesDocument5 pagesMaterial Science PrinciplesIsaiah LulePas encore d'évaluation
- Section II A SA-430 - SA-430MDocument7 pagesSection II A SA-430 - SA-430MSocrates MoralesPas encore d'évaluation