Vous aimerez peut-être aussi
- Electrical Engineering Pocket Handbook BaldorDocument0 pageElectrical Engineering Pocket Handbook Baldorrcabrera90Pas encore d'évaluation
- Electrical Quick GuideDocument39 pagesElectrical Quick GuideMelvin EsguerraPas encore d'évaluation
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceD'EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenancePas encore d'évaluation
- The Seven Seals of Revelation and The SevenDocument14 pagesThe Seven Seals of Revelation and The Sevenyulamula100% (2)
- 4-MBE900-04a Compresor EgrDocument36 pages4-MBE900-04a Compresor EgrGerson AquinoPas encore d'évaluation
- Sukhoi FlankersDocument37 pagesSukhoi FlankersLuis Mendoza100% (3)
- Quality of Good TeacherDocument5 pagesQuality of Good TeacherRandyPas encore d'évaluation
- Understanding Urbanization & Urban Community DevelopmentDocument44 pagesUnderstanding Urbanization & Urban Community DevelopmentS.Rengasamy89% (28)
- PUSNES Deck Machinery Installation ProcedureDocument18 pagesPUSNES Deck Machinery Installation ProcedurexatzaraPas encore d'évaluation
- TM 10-7360-226-13PDocument368 pagesTM 10-7360-226-13PAdvocate100% (1)
- Strategicmanagement Finalpaper 2ndtrisem 1819Document25 pagesStrategicmanagement Finalpaper 2ndtrisem 1819Alyanna Parafina Uy100% (1)
- Cbydp Draft SK BaracbacDocument13 pagesCbydp Draft SK BaracbacLikey PromisePas encore d'évaluation
- Telecomm SwitchingDocument49 pagesTelecomm SwitchingTalha KhalidPas encore d'évaluation
- Causes of The Renaissance: Silk RoadDocument6 pagesCauses of The Renaissance: Silk RoadCyryhl GutlayPas encore d'évaluation
- Rules & Guidelines of Elliott WaveDocument12 pagesRules & Guidelines of Elliott WaveNd Reyes100% (2)
- Pyrolysis ProjectDocument122 pagesPyrolysis ProjectSohel Bangi100% (1)
- Electric Motor Controls TutorialDocument24 pagesElectric Motor Controls Tutorialvijai daniel100% (4)
- Til 1214-3R3Document7 pagesTil 1214-3R3Hernan Giraut100% (2)
- 3100 Ultra Sonic Level Transmitter Install GuideDocument24 pages3100 Ultra Sonic Level Transmitter Install GuideHector Zenteno RodriguezPas encore d'évaluation
- MATH 8 QUARTER 3 WEEK 1 & 2 MODULEDocument10 pagesMATH 8 QUARTER 3 WEEK 1 & 2 MODULECandy CastroPas encore d'évaluation
- Harbor Breeze Ceiling Fan Manual Model BDB52WW5PDocument10 pagesHarbor Breeze Ceiling Fan Manual Model BDB52WW5PobfuscatefrogPas encore d'évaluation
- Trango Antenna User Manual ADXX XX SX 1 and 2 FT DiamDocument14 pagesTrango Antenna User Manual ADXX XX SX 1 and 2 FT DiamhussainPas encore d'évaluation
- Openstack Deployment Ops Guide PDFDocument197 pagesOpenstack Deployment Ops Guide PDFBinank PatelPas encore d'évaluation
- Chapter 3 Installation Instructions: Stand AssemblyDocument40 pagesChapter 3 Installation Instructions: Stand AssemblyRoberto Carlos Fernández IngaPas encore d'évaluation
- Cement Mixer Model Mx-80 Owner'S/Operator'S - Parts ManualDocument12 pagesCement Mixer Model Mx-80 Owner'S/Operator'S - Parts Manualrelh62Pas encore d'évaluation
- TRX-1100V-CONN Sep 2019 WebDocument11 pagesTRX-1100V-CONN Sep 2019 WebRey Allen FrancoPas encore d'évaluation
- Low Voltage BuswayDocument16 pagesLow Voltage BuswayVenugopalan ManaladikalamPas encore d'évaluation
- Installation Instructions for PRO-10 Cable TrayDocument3 pagesInstallation Instructions for PRO-10 Cable TrayHtun SoePas encore d'évaluation
- Instructions For The Digitrip RMS 310 3-Pole and 4-PoleDocument20 pagesInstructions For The Digitrip RMS 310 3-Pole and 4-Polepayolin77Pas encore d'évaluation
- Abs Wabco Manutec3Document12 pagesAbs Wabco Manutec3Bom_Jovi_681Pas encore d'évaluation
- 3.4.1 Mount The Transmitter: Circuit Side of Electronics HousingDocument1 page3.4.1 Mount The Transmitter: Circuit Side of Electronics HousingTanuTiganuPas encore d'évaluation
- TMB Guidelines LGMF00069DDocument2 pagesTMB Guidelines LGMF00069DLim KimtengPas encore d'évaluation
- Air Conditioner Blower Connector UpdateDocument8 pagesAir Conditioner Blower Connector UpdateKraven YagamyPas encore d'évaluation
- LPB040 Installation Guide (B - 2040139 - 1 - 5) - 1Document14 pagesLPB040 Installation Guide (B - 2040139 - 1 - 5) - 1Fabian CruzPas encore d'évaluation
- RHOSW (Short) / RHOLW (Long) Wall Mount: Installation GuideDocument4 pagesRHOSW (Short) / RHOLW (Long) Wall Mount: Installation GuideRita CaselliPas encore d'évaluation
- Valve Conversion To Model 210 Retro-FitDocument4 pagesValve Conversion To Model 210 Retro-FitblueagehaPas encore d'évaluation
- Manual Prodelin 4096-433Document15 pagesManual Prodelin 4096-433Claudio EspositoPas encore d'évaluation
- CCL Extrusion Guy65yard InstallationDocument14 pagesCCL Extrusion Guy65yard InstallationJuan Pablo Vélez DuquePas encore d'évaluation
- Cargo Hook With Hydraulic Release: Mcdonnell Douglas (Hughes) MD 369 Series and 500N HelicoptersDocument39 pagesCargo Hook With Hydraulic Release: Mcdonnell Douglas (Hughes) MD 369 Series and 500N HelicoptersjoejeffPas encore d'évaluation
- Model-Bb-550-Installation-Manual Grua 30 Ton LorainDocument19 pagesModel-Bb-550-Installation-Manual Grua 30 Ton LorainJohana DelgadoPas encore d'évaluation
- SG-0015-04 BMT Installation GuideDocument10 pagesSG-0015-04 BMT Installation Guideمحمد الاطرشPas encore d'évaluation
- BFT Phobos QuickguideDocument20 pagesBFT Phobos QuickguideJuda's LionPas encore d'évaluation
- Service Manual, Headset Replacement: Document NumberDocument10 pagesService Manual, Headset Replacement: Document NumberRyan CrabtreePas encore d'évaluation
- Installation Instructions PressurelessDocument2 pagesInstallation Instructions Pressurelesschristian vergaray gonzalesPas encore d'évaluation
- 3042 G Tag Axle R12 Brake Valve RetrofitDocument6 pages3042 G Tag Axle R12 Brake Valve RetrofitHamiltonPas encore d'évaluation
- Company, Inc.: Electrical Compliance AuditDocument23 pagesCompany, Inc.: Electrical Compliance AuditChristophel FloresPas encore d'évaluation
- Warning: Installation Instructions For Level MaintainersDocument4 pagesWarning: Installation Instructions For Level MaintainersDiego Fernando Pedroza UribePas encore d'évaluation
- AT 3000 Altitude Encoder Installation ManualDocument19 pagesAT 3000 Altitude Encoder Installation ManualDRAGONFLYDFPas encore d'évaluation
- Tri-band HF Beam Antenna ManualDocument11 pagesTri-band HF Beam Antenna ManualOscar NavaPas encore d'évaluation
- Orden de Ingenieria - Efectividad - 0363Document24 pagesOrden de Ingenieria - Efectividad - 0363Eduardo SalinasPas encore d'évaluation
- Use of en 14399-3 PC 8.8 With DTIs 051011Document4 pagesUse of en 14399-3 PC 8.8 With DTIs 051011yjk1847Pas encore d'évaluation
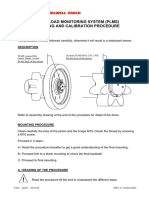
- Pinion Load MonitoringDocument5 pagesPinion Load MonitoringMuhammed YossefPas encore d'évaluation
- Vizion PMA Installation Guide PA-28 Appendix D 243 Rev CDocument38 pagesVizion PMA Installation Guide PA-28 Appendix D 243 Rev CAlex ProkonovPas encore d'évaluation
- Feeder Marking SetDocument3 pagesFeeder Marking Setwd3esaPas encore d'évaluation
- VDO Gauge InstallationDocument4 pagesVDO Gauge Installationurule2kPas encore d'évaluation
- Eaw KF750Document9 pagesEaw KF750stam5028Pas encore d'évaluation
- Firewall Cable Penetration Location: Van'S Aircraft, IncDocument1 pageFirewall Cable Penetration Location: Van'S Aircraft, IncMark Evan SalutinPas encore d'évaluation
- Connector Modular Plug Amp Tyco XXX 8p8c Rj45 Shielded c6 XXX XXX Emt AssemblyDocument9 pagesConnector Modular Plug Amp Tyco XXX 8p8c Rj45 Shielded c6 XXX XXX Emt AssemblyFrancisco Gonzalez AguilarPas encore d'évaluation
- 117101Document7 pages117101alejanndrofroebelPas encore d'évaluation
- Technical BulletinDocument40 pagesTechnical BulletinPatЯick EnЯique Sáez PéЯezPas encore d'évaluation
- TR-0750-LT Truss Bar: Eyebolt SuspensionDocument2 pagesTR-0750-LT Truss Bar: Eyebolt SuspensionEduin Quintero RamirezPas encore d'évaluation
- 980a3084 PDFDocument45 pages980a3084 PDFMichael DavenportPas encore d'évaluation
- Model A-30 Altitude Digitizer Operation Manual Installation ManualDocument6 pagesModel A-30 Altitude Digitizer Operation Manual Installation ManualGaby FlyPas encore d'évaluation
- Instrument InstallationDocument4 pagesInstrument InstallationadelmnrPas encore d'évaluation
- 3.8M C-Band Antenna Assembly ManualDocument36 pages3.8M C-Band Antenna Assembly ManualMemoPalacioPas encore d'évaluation
- Crane Systems: Greer Company Greer Company Greer Company Greer CompanyDocument14 pagesCrane Systems: Greer Company Greer Company Greer Company Greer Companyduongpndng100% (1)
- 3.8Mtr Prodelin InstructionsDocument36 pages3.8Mtr Prodelin InstructionsNedosPas encore d'évaluation
- Van'S Aircraft, Inc.: Figure 1: Routing Line Through Ribs Figure 3: Terminal Bracket InstallationDocument1 pageVan'S Aircraft, Inc.: Figure 1: Routing Line Through Ribs Figure 3: Terminal Bracket InstallationMark Evan SalutinPas encore d'évaluation
- AN-T80003 Trusted System Mechanical Build 01Document6 pagesAN-T80003 Trusted System Mechanical Build 01Houssam BahriPas encore d'évaluation
- AFC Sensor de Presion PDFDocument10 pagesAFC Sensor de Presion PDFCharlie BrownPas encore d'évaluation
- Category 6 Modular Plug SpecificationDocument9 pagesCategory 6 Modular Plug SpecificationarifPas encore d'évaluation
- STC Sa02816ch In50000k33 CD 1Document9 pagesSTC Sa02816ch In50000k33 CD 1mecarservices1Pas encore d'évaluation
- Radio Shack TRS-80 Expansion Interface: Operator's Manual Catalog Numbers: 26-1140, 26-1141, 26-1142D'EverandRadio Shack TRS-80 Expansion Interface: Operator's Manual Catalog Numbers: 26-1140, 26-1141, 26-1142Pas encore d'évaluation
- Motor Terminal Markings and ConnectionsDocument6 pagesMotor Terminal Markings and ConnectionsLuis MendozaPas encore d'évaluation
- Instruction Manual: 1-800-54-HOW-TODocument5 pagesInstruction Manual: 1-800-54-HOW-TOLuis MendozaPas encore d'évaluation
- DV300F EnglishDocument168 pagesDV300F EnglishLuis MendozaPas encore d'évaluation
- ProductivityDocument15 pagesProductivityLuis MendozaPas encore d'évaluation
- Ventilador LakewoodDocument2 pagesVentilador LakewoodLuis MendozaPas encore d'évaluation
- Electrical Disturbances in LVDocument31 pagesElectrical Disturbances in LVLuis MendozaPas encore d'évaluation
- Producing Extra Heavy Oil From The Orinoco Belt PDFDocument16 pagesProducing Extra Heavy Oil From The Orinoco Belt PDFLuis MendozaPas encore d'évaluation
- Starting Methods of 3-Phase Induction MotorsDocument30 pagesStarting Methods of 3-Phase Induction MotorsThilina Dhanushka GuluwitaPas encore d'évaluation
- Adjustable Speed Drives TutorialDocument13 pagesAdjustable Speed Drives Tutorialapi-3765150100% (2)
- Sutro Tower at Mount Sutro PDFDocument31 pagesSutro Tower at Mount Sutro PDFLuis MendozaPas encore d'évaluation
- Producing Extra Heavy Oil From The Orinoco Belt PDFDocument16 pagesProducing Extra Heavy Oil From The Orinoco Belt PDFLuis MendozaPas encore d'évaluation
- Industrial Electronic Timothy J MaloneyDocument586 pagesIndustrial Electronic Timothy J Maloneydfsdds29% (7)
- Easy Ergonomics for Desktop UsersDocument40 pagesEasy Ergonomics for Desktop UsersAlexandra AntipaPas encore d'évaluation
- What is HbA1C? Understanding this diabetes testDocument5 pagesWhat is HbA1C? Understanding this diabetes testLuis MendozaPas encore d'évaluation
- Tall BuildingDocument289 pagesTall BuildingLuis Mendoza67% (6)
- Wireless Standards ComparisonDocument1 pageWireless Standards Comparisonalex061989Pas encore d'évaluation
- Toggle SwitchDocument119 pagesToggle SwitchLuis MendozaPas encore d'évaluation
- Ventilador LakewoodDocument2 pagesVentilador LakewoodLuis MendozaPas encore d'évaluation
- LF10 Water Pressure Switch Controls Automatic PumpsDocument1 pageLF10 Water Pressure Switch Controls Automatic PumpsLuis MendozaPas encore d'évaluation
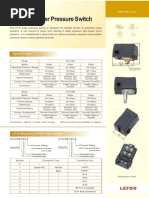
- LF16 Water Pressure Switch: LefooDocument1 pageLF16 Water Pressure Switch: LefooLuis MendozaPas encore d'évaluation
- Toggle SwitchDocument119 pagesToggle SwitchLuis MendozaPas encore d'évaluation
- Toggle SwitchDocument119 pagesToggle SwitchLuis MendozaPas encore d'évaluation
- Satellite C855 Detailed Product Specification: GenuineDocument4 pagesSatellite C855 Detailed Product Specification: GenuineLuis MendozaPas encore d'évaluation
- La Isla Multiespacio San DiegoDocument1 pageLa Isla Multiespacio San DiegoLuis MendozaPas encore d'évaluation
- System Bus in Computer Architecture: Goran Wnis Hama AliDocument34 pagesSystem Bus in Computer Architecture: Goran Wnis Hama AliGoran WnisPas encore d'évaluation
- Inbound 8511313797200267098Document10 pagesInbound 8511313797200267098phan42Pas encore d'évaluation
- 1.an Overview On Membrane Strategies For Rare Earths Extraction and Separation - 2017Document36 pages1.an Overview On Membrane Strategies For Rare Earths Extraction and Separation - 2017Vasile AlexandraPas encore d'évaluation
- UNIVERSIDAD NACIONAL DE COLOMBIA PALMIRA ENGLISH PROGRAMDocument1 pageUNIVERSIDAD NACIONAL DE COLOMBIA PALMIRA ENGLISH PROGRAMAlejandro PortoPas encore d'évaluation
- TG KPWKPDocument8 pagesTG KPWKPDanmar CamilotPas encore d'évaluation
- Description of Classroom Management PlanDocument10 pagesDescription of Classroom Management Planapi-575843180Pas encore d'évaluation
- X TensoqaDocument2 pagesX TensoqaLeo CabelosPas encore d'évaluation
- Aemses Sof Be LCP 2021 2022Document16 pagesAemses Sof Be LCP 2021 2022ROMEO SANTILLANPas encore d'évaluation
- Dental Management of Patients With HemophiliaDocument5 pagesDental Management of Patients With HemophiliaarjayPas encore d'évaluation
- Equivalent Record Form: Department of Education MIMAROPA RegionDocument1 pageEquivalent Record Form: Department of Education MIMAROPA RegionEnerita AllegoPas encore d'évaluation
- Master of Advanced Nursing Practice degreeDocument2 pagesMaster of Advanced Nursing Practice degreeAgusfian Trima PutraPas encore d'évaluation
- LSAP 423 Tech Data 25kVA-40KVA - 3PH 400VDocument1 pageLSAP 423 Tech Data 25kVA-40KVA - 3PH 400Vrooies13Pas encore d'évaluation
- KOREADocument124 pagesKOREAchilla himmudPas encore d'évaluation
- Corporate Subsidies On A Massive ScaleDocument2 pagesCorporate Subsidies On A Massive ScaleBurchell WilsonPas encore d'évaluation
- Lewis Carrol: Birth: DeathDocument21 pagesLewis Carrol: Birth: DeathmarialuvsjeffPas encore d'évaluation
- Communication & Collaboration: Lucy Borrego Leidy Hinojosa Scarlett DragustinovisDocument44 pagesCommunication & Collaboration: Lucy Borrego Leidy Hinojosa Scarlett DragustinovisTeacherlucy BorregoPas encore d'évaluation
- Gender and Other Cross Cutting Issues Mental HealthDocument6 pagesGender and Other Cross Cutting Issues Mental HealthJamira Inoc SoboPas encore d'évaluation
- Feyzin Oil Refinery DisasterDocument8 pagesFeyzin Oil Refinery DisasterDavid Alonso Cedano EchevarriaPas encore d'évaluation
- VIACRYL VSC 6250w/65MP: Technical DatasheetDocument2 pagesVIACRYL VSC 6250w/65MP: Technical DatasheetPratik MehtaPas encore d'évaluation