Vous aimerez peut-être aussi
- A Review On The Use of Moringa Oleifera Extract For Water Purification ApplicationDocument3 pagesA Review On The Use of Moringa Oleifera Extract For Water Purification ApplicationInternational Journal of Innovative Science and Research TechnologyPas encore d'évaluation
- Domestic Waste Water Treatment ProcessDocument11 pagesDomestic Waste Water Treatment ProcessThian Jun YiPas encore d'évaluation
- Final Requirement - Group6 - Salazar-Salipande-Senining-Waje-Valenzuela-ZaraDocument41 pagesFinal Requirement - Group6 - Salazar-Salipande-Senining-Waje-Valenzuela-ZaraMarz ValenzuelaPas encore d'évaluation
- Operate and Report On A Water Treatment PlantDocument3 pagesOperate and Report On A Water Treatment PlantMziyanda Boet-Bhayi ShumîPas encore d'évaluation
- 1.1 GeneralDocument18 pages1.1 GeneralPravinAlbdusMathewPas encore d'évaluation
- Wastewater Treatment SystemsDocument111 pagesWastewater Treatment SystemsArwind Kr DubeyPas encore d'évaluation
- WaterWaste Treatment Lecture 1Document39 pagesWaterWaste Treatment Lecture 1umar100% (2)
- Water Quality Monitoring SystemDocument2 pagesWater Quality Monitoring Systemvts10573cndps.comPas encore d'évaluation
- 2.principle and Design of Waste MinimizationDocument27 pages2.principle and Design of Waste MinimizationFx NiubiePas encore d'évaluation
- Industrial Waste Management Quiz 1Document4 pagesIndustrial Waste Management Quiz 1Seph PasagPas encore d'évaluation
- Waste Water TreatmentDocument3 pagesWaste Water TreatmentSana Saleem100% (1)
- Engineering Design ProposalDocument5 pagesEngineering Design Proposalandre_peters_19Pas encore d'évaluation
- Functions of Financial Management HardDocument3 pagesFunctions of Financial Management Hardduck786100% (1)
- Groundwater Study in The PhilippinesDocument18 pagesGroundwater Study in The PhilippinesJaysonPas encore d'évaluation
- Fiji Water and Wastewater Project - Annex J - Initial Environmental Examination - Wastewater SubprojectFiji Water and Wastewater Project - Annex J - Initial Environmental Examination - Wastewater SubprojectDocument62 pagesFiji Water and Wastewater Project - Annex J - Initial Environmental Examination - Wastewater SubprojectFiji Water and Wastewater Project - Annex J - Initial Environmental Examination - Wastewater SubprojectSeni NabouPas encore d'évaluation
- Environmental Engineering (EN) - 20.03.18 PDFDocument240 pagesEnvironmental Engineering (EN) - 20.03.18 PDFRaj VermaPas encore d'évaluation
- Xiangshui Chemical Factory's ExplosionDocument21 pagesXiangshui Chemical Factory's ExplosionnajihahPas encore d'évaluation
- ChE - Project Design RubricDocument5 pagesChE - Project Design RubricMadel IsidroPas encore d'évaluation
- KJPS1J-1J0-SK-0602 - 1 - PS1-J P&ID Main PumpsDocument1 pageKJPS1J-1J0-SK-0602 - 1 - PS1-J P&ID Main PumpsMuhammad rizwanPas encore d'évaluation
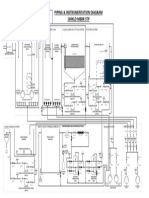
- P&id - 100kld MBBR STPDocument1 pageP&id - 100kld MBBR STPRabindra SinghPas encore d'évaluation
- Government Gazette Staatskoerant: Republic of South Africa Republiek Van Suid AfrikaDocument16 pagesGovernment Gazette Staatskoerant: Republic of South Africa Republiek Van Suid AfrikaDocumentsZAPas encore d'évaluation
- OJTReportDocument28 pagesOJTReportFranz Loui RosarioPas encore d'évaluation
- 1R16 - Project StudyDocument27 pages1R16 - Project StudyRenzo Cadag MacasilPas encore d'évaluation
- Report PraktikalDocument52 pagesReport PraktikalIqbal Yeah100% (1)
- 1012.membrane Separations in Biotechnology, Second Edition, (Biotechnology and Bioprocessing) by William K. WangDocument412 pages1012.membrane Separations in Biotechnology, Second Edition, (Biotechnology and Bioprocessing) by William K. WangBioxim100% (1)
- Sewage Treatment PlantDocument4 pagesSewage Treatment Plantsherwin827Pas encore d'évaluation
- DesalinationDocument12 pagesDesalinationkdpgrahi100% (9)
- OSHA Long Term Care Worker Protection ProgramDocument50 pagesOSHA Long Term Care Worker Protection ProgramKaiser Angelo G. LadoresPas encore d'évaluation
- Secondary TreatmentDocument14 pagesSecondary TreatmentNasirPas encore d'évaluation
- About Sewage Treatment PlantDocument47 pagesAbout Sewage Treatment PlantShumank SrivastavaPas encore d'évaluation
- On Site Sewage Treatment (Alternative Waste Systems)Document6 pagesOn Site Sewage Treatment (Alternative Waste Systems)JhyneJazarenoAtutuboPas encore d'évaluation
- Biogas Plant Site Selection Criteria-UpdateDocument6 pagesBiogas Plant Site Selection Criteria-UpdateAbduletif HeboPas encore d'évaluation
- PMC Project Case 05 - SAN ROQUE POWER FACILITY CASE STUDYDocument6 pagesPMC Project Case 05 - SAN ROQUE POWER FACILITY CASE STUDYKevin John PaglinawanPas encore d'évaluation
- Storm Water Management.Document130 pagesStorm Water Management.Faraz100% (1)
- Ultraviolet Disinfection Guidance Manual 2006Document436 pagesUltraviolet Disinfection Guidance Manual 2006Cyborg BpsPas encore d'évaluation
- Hand Over Notes - Ahmad Faiz JaafarDocument4 pagesHand Over Notes - Ahmad Faiz JaafarfaizPas encore d'évaluation
- Water Treatment PlantDocument13 pagesWater Treatment PlantWater Next SolutionsPas encore d'évaluation
- Expansion of Water Treatment PlantDocument20 pagesExpansion of Water Treatment PlantRohail AfzalPas encore d'évaluation
- Waste Water TreatmentDocument28 pagesWaste Water TreatmentWai See100% (3)
- Chapter 6-Dynamics-Kinematics-KineticsDocument36 pagesChapter 6-Dynamics-Kinematics-Kineticsعمر صرانPas encore d'évaluation
- Process Flow Chart of Water Treatment PlantDocument2 pagesProcess Flow Chart of Water Treatment PlantNazmul Haque Shaikat100% (1)
- Curriculum Vitae Colman Sebastian MassaweDocument11 pagesCurriculum Vitae Colman Sebastian MassaweGodfrey BaitanPas encore d'évaluation
- Wastewater TreatmentDocument49 pagesWastewater TreatmentAshwani Kumar Pati TripathiPas encore d'évaluation
- Water Refilling Station PDF FreeDocument12 pagesWater Refilling Station PDF FreeJack MonterPas encore d'évaluation
- Sewage FacilitiesDocument31 pagesSewage FacilitiesNataliaKPas encore d'évaluation
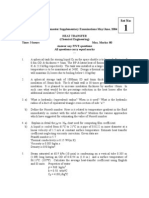
- Heat Transfer May2004 NR 310803Document8 pagesHeat Transfer May2004 NR 310803Nizam Institute of Engineering and Technology LibraryPas encore d'évaluation
- 1-Agricultural Waste Peels As Versatile Biomass For Water Purification - ADocument28 pages1-Agricultural Waste Peels As Versatile Biomass For Water Purification - ARodybeth Cruz67% (3)
- Environmental Impact Assessment Process in ZambiaEIA-Process ZambiaDocument24 pagesEnvironmental Impact Assessment Process in ZambiaEIA-Process ZambiaAzariah Likezo TemboPas encore d'évaluation
- Trinity Point Scoping Report FinalDocument44 pagesTrinity Point Scoping Report FinalIan KirkwoodPas encore d'évaluation
- Chapter 8 Institutional Plan For EMP ImplementationDocument6 pagesChapter 8 Institutional Plan For EMP Implementationangelo plumosPas encore d'évaluation
- Fire Hydrant SystemDocument22 pagesFire Hydrant SystemDebajyoti BarmanPas encore d'évaluation
- Waste Water Collection Methods SystemDocument9 pagesWaste Water Collection Methods SystemDavePas encore d'évaluation
- Mini Project ReportDocument5 pagesMini Project ReportSaj BhaiPas encore d'évaluation
- Waste Water Treatment ProcessDocument4 pagesWaste Water Treatment ProcessDengAwutPas encore d'évaluation
- Wastewater Characterization: Agroindustrial Technology Department University of BrawijayaDocument39 pagesWastewater Characterization: Agroindustrial Technology Department University of Brawijayadevilturn70100% (1)
- Cost-Effective Design of The Alkaline ElectrolyserDocument8 pagesCost-Effective Design of The Alkaline ElectrolyserPipe CastellanosPas encore d'évaluation
- Case StudyDocument13 pagesCase StudypapapPas encore d'évaluation
- Condensate Recovery in HVAC System - Mudassar Idris RautDocument32 pagesCondensate Recovery in HVAC System - Mudassar Idris RautMudassar Idris RautPas encore d'évaluation
- REPORT SOLAR DesalinatorDocument41 pagesREPORT SOLAR DesalinatorAmolShahPas encore d'évaluation
- BTP Report On Control and Monitoring of Reverse Osmosis PlantDocument22 pagesBTP Report On Control and Monitoring of Reverse Osmosis PlantRaviteja ChintaPas encore d'évaluation
- Numerical Method of SolutionDocument11 pagesNumerical Method of SolutionOmkar Kumar JhaPas encore d'évaluation
- Lubrication Chain Hi Temp Grease and Hi Temp Chain OilDocument4 pagesLubrication Chain Hi Temp Grease and Hi Temp Chain OilOmkar Kumar JhaPas encore d'évaluation
- Heat TransferDocument6 pagesHeat TransferOmkar Kumar JhaPas encore d'évaluation
- Rivetted Joints: Rivet PartsDocument16 pagesRivetted Joints: Rivet PartsOmkar Kumar JhaPas encore d'évaluation
- Welded JointsDocument30 pagesWelded JointsOmkar Kumar JhaPas encore d'évaluation
- Heat TransferDocument7 pagesHeat TransferOmkar Kumar JhaPas encore d'évaluation
- Notch SensitivityDocument8 pagesNotch SensitivityOmkar Kumar Jha100% (1)
- BearingDocument8 pagesBearingOmkar Kumar JhaPas encore d'évaluation
- Things To Be Done Today: - Types of Loads - Cyclic StressesDocument17 pagesThings To Be Done Today: - Types of Loads - Cyclic StressesOmkar Kumar JhaPas encore d'évaluation
- Mechanical Component ToleranceDocument2 pagesMechanical Component ToleranceOmkar Kumar JhaPas encore d'évaluation
- Loop Mesh AnalysisDocument29 pagesLoop Mesh AnalysisOmkar Kumar JhaPas encore d'évaluation
- Endurance LimitDocument13 pagesEndurance LimitOmkar Kumar Jha0% (1)
- How Much Land Does A Man NeedDocument2 pagesHow Much Land Does A Man NeedOmkar Kumar JhaPas encore d'évaluation
- Electronic Structure of Atom: Prepared By: Harminder SinghDocument18 pagesElectronic Structure of Atom: Prepared By: Harminder SinghOmkar Kumar JhaPas encore d'évaluation
- Electron Displacement EffectDocument12 pagesElectron Displacement EffectOmkar Kumar JhaPas encore d'évaluation
- Free Radicals &carbocationsDocument13 pagesFree Radicals &carbocationsOmkar Kumar JhaPas encore d'évaluation
- Alkane OnwardsDocument61 pagesAlkane OnwardsOmkar Kumar JhaPas encore d'évaluation
- Report Stainless SteelDocument6 pagesReport Stainless SteelAhmed ShokryPas encore d'évaluation
- MyPDF PDFDocument2 pagesMyPDF PDFjeielblPas encore d'évaluation
- Modern Pharmaceutics: Presented by M Pharm Pharmaceutics Department, Nargund College of PharmacyDocument57 pagesModern Pharmaceutics: Presented by M Pharm Pharmaceutics Department, Nargund College of PharmacyBERNI ABEL CONDORI FLORESPas encore d'évaluation
- CH 7 7eDocument42 pagesCH 7 7eVy TranPas encore d'évaluation
- Slag Cement in Concrete and Mortar: ACI 233R-03Document18 pagesSlag Cement in Concrete and Mortar: ACI 233R-03INARQ1979Pas encore d'évaluation
- SICOMIN CatalogDocument42 pagesSICOMIN CatalogcsakkellPas encore d'évaluation
- KSP 6Document8 pagesKSP 6MICHAEL LAWRENCEPas encore d'évaluation
- NC Block NaamsDocument46 pagesNC Block NaamseldibujantePas encore d'évaluation
- All IBD ArticlesDocument110 pagesAll IBD ArticlesJavier Salas100% (5)
- Specification For Low-Alloy Steel Electrodes and Rods For Gas Shielded Arc WeldingDocument48 pagesSpecification For Low-Alloy Steel Electrodes and Rods For Gas Shielded Arc WeldingAnonymous SLI4aG100% (1)
- 2881-2883 Diclofenac Sodium Delayed-Release TabletsDocument3 pages2881-2883 Diclofenac Sodium Delayed-Release Tabletsoktaviana catur nurlailaPas encore d'évaluation
- Section A: CLASS X (2020-21) Science (Code 086) Sample Paper-1Document8 pagesSection A: CLASS X (2020-21) Science (Code 086) Sample Paper-1Anime FeelsPas encore d'évaluation
- Y-Site Injection Drug Compatibility Chart For GENERAL Wards: Key To SymbolsDocument1 pageY-Site Injection Drug Compatibility Chart For GENERAL Wards: Key To Symbolsdiah100% (1)
- Stability CocaineDocument17 pagesStability CocaineAmalikMalikPas encore d'évaluation
- CH 4 FuelsDocument7 pagesCH 4 FuelsRonnith NandyPas encore d'évaluation
- Bahan-Bahan Restorasi: DRG Erma Sofiani, Sp. KGDocument33 pagesBahan-Bahan Restorasi: DRG Erma Sofiani, Sp. KGMahanani SubagioPas encore d'évaluation
- Applying Principles of Conservation of Mass To Chemical ReactionDocument28 pagesApplying Principles of Conservation of Mass To Chemical ReactionNovie Jane Hontiveros100% (1)
- Current Technology Nexus Resin GroupDocument6 pagesCurrent Technology Nexus Resin GroupAbhijitPas encore d'évaluation
- Assignment 1 Mka1103 Advanced Pavement MaterialDocument5 pagesAssignment 1 Mka1103 Advanced Pavement MaterialNurul RizalPas encore d'évaluation
- 821180-Palmvita SHT WF (1116) MRD 1x15Kg Carton-C331Document4 pages821180-Palmvita SHT WF (1116) MRD 1x15Kg Carton-C331QA RCPIPas encore d'évaluation
- Wk4b Isomer of Coordination CompoundsDocument9 pagesWk4b Isomer of Coordination CompoundsMuhammad KholidinPas encore d'évaluation
- Advantages and DisadvantagesDocument4 pagesAdvantages and DisadvantagesvenothPas encore d'évaluation
- 5 Ways To Reduce COD in WastewaterDocument2 pages5 Ways To Reduce COD in WastewaterSo MriPas encore d'évaluation
- Chemistry 2 Year Ch-08 & 10 Marks.50 Timing: 1:30 HourDocument2 pagesChemistry 2 Year Ch-08 & 10 Marks.50 Timing: 1:30 HourMusaddiq AzizPas encore d'évaluation
- Gastroretentive Drug Delivery System Stomach SpeciDocument7 pagesGastroretentive Drug Delivery System Stomach SpeciDeslina Setria MitaPas encore d'évaluation
- Defects of Ductile Iron PipeDocument8 pagesDefects of Ductile Iron PipeUma Koduri100% (1)
- SKF Filament Wound BushingsDocument8 pagesSKF Filament Wound BushingsWes VendrigPas encore d'évaluation
- Poly SugaGlycinateDocument2 pagesPoly SugaGlycinatemndmattPas encore d'évaluation
- 1 s2.0 S1674987123000919 MainDocument21 pages1 s2.0 S1674987123000919 MainMatteo MainoPas encore d'évaluation