Vous aimerez peut-être aussi
- Soldadura antimonio-magnesioDocument1 pageSoldadura antimonio-magnesioGuillermo MartinezPas encore d'évaluation
- AntimonioDocument2 pagesAntimonioSantiago AcostaPas encore d'évaluation
- Soldabilidad Del EstañoDocument10 pagesSoldabilidad Del EstañoDey SiPas encore d'évaluation
- La Soldadura de EspárragosDocument5 pagesLa Soldadura de EspárragosMaria Estrella del MarPas encore d'évaluation
- Soldadura Con Electrodo de Hierro Fundido y AluminioDocument6 pagesSoldadura Con Electrodo de Hierro Fundido y AluminioEdwin RocaPas encore d'évaluation
- Informe Soldadura PDFDocument14 pagesInforme Soldadura PDFCrystal Scott71% (7)
- Semana 4 Del Curso de SoldaduraDocument24 pagesSemana 4 Del Curso de Soldadurarodrigo contrerasPas encore d'évaluation
- Soldadura Blanda 19Document8 pagesSoldadura Blanda 19Xnfdx SdgyPas encore d'évaluation
- Los EmpalmesDocument10 pagesLos EmpalmesEstebanPas encore d'évaluation
- Soldadura 01Document27 pagesSoldadura 01Juan Robinson Figueroa RíosPas encore d'évaluation
- Soldadura Vertical y en Techo: Técnicas y AplicacionesDocument18 pagesSoldadura Vertical y en Techo: Técnicas y AplicacionesCristofer Pino RiveraPas encore d'évaluation
- FT Soldadura Aluminotermica Es PDFDocument4 pagesFT Soldadura Aluminotermica Es PDFAndres Pedro Tafur RamirezPas encore d'évaluation
- Soldadura BlandaDocument35 pagesSoldadura BlandaRossmery Dioses GambiniPas encore d'évaluation
- Foro Temático - SoldaduraDocument6 pagesForo Temático - SoldaduraLucio Starlim CAPas encore d'évaluation
- SOLDADURADocument40 pagesSOLDADURAjoenolahe100% (1)
- Soldador Electrico (Cautín)Document15 pagesSoldador Electrico (Cautín)Paola IzaguirrePas encore d'évaluation
- Fundente para Soldar EstañoDocument3 pagesFundente para Soldar EstañonadiarhPas encore d'évaluation
- Cómo Soldar Aluminio Adecuadamente - Grupo Nicolás Correa CaldereríaDocument10 pagesCómo Soldar Aluminio Adecuadamente - Grupo Nicolás Correa CaldereríaJESUS EDUARDO HERNANDEZ ZAMORAPas encore d'évaluation
- Preguntas de SoldaduraDocument5 pagesPreguntas de SoldaduratoluchiPas encore d'évaluation
- Como Soldar AntimonioDocument1 pageComo Soldar AntimonioErnesto FloresPas encore d'évaluation
- Soldadura BlandaDocument9 pagesSoldadura BlandaAngelXtPas encore d'évaluation
- Soldadura InformeDocument14 pagesSoldadura InformeJesus EmanuelPas encore d'évaluation
- Cómo Soldar Aluminio Con TIGDocument9 pagesCómo Soldar Aluminio Con TIGJOHN CARLOS ARRIOLA ALVAREZ100% (2)
- Relleno de Varias CapasDocument57 pagesRelleno de Varias CapasHolaSoyJhanferSotomayor100% (1)
- Certanium 33FDocument2 pagesCertanium 33FGustavo Arturo Peñaloza ArrayaPas encore d'évaluation
- Tipos de SoldaduraDocument33 pagesTipos de SoldaduraYisnervys Rojas SeniiorPas encore d'évaluation
- Soldadura AluminioDocument14 pagesSoldadura AluminiolumaavPas encore d'évaluation
- SoladuraMonoblockDocument13 pagesSoladuraMonoblockBelinda Vicente MamaniPas encore d'évaluation
- Soldadura: definición, tipos y procedimientosDocument5 pagesSoldadura: definición, tipos y procedimientosAle Peña GalarzaPas encore d'évaluation
- Soldadura Blanda PDFDocument31 pagesSoldadura Blanda PDFCarlos Vásquez UruetaPas encore d'évaluation
- UntitledDocument7 pagesUntitledrossemberghPas encore d'évaluation
- Soldadura duplex GMAW 5mmDocument16 pagesSoldadura duplex GMAW 5mmPablo SebastianPas encore d'évaluation
- SOLDADURADocument40 pagesSOLDADURAjoenolahePas encore d'évaluation
- Calibración de instrumentos de medida y soldaduraDocument27 pagesCalibración de instrumentos de medida y soldadurapochomemoPas encore d'évaluation
- Propiedades Del AluminioDocument10 pagesPropiedades Del AluminioBryan PerezPas encore d'évaluation
- Angulos para SoldarDocument87 pagesAngulos para SoldarAlex Mendoza Miranda75% (4)
- Procedimiento para Soldar en AluminioDocument3 pagesProcedimiento para Soldar en AluminioRosangel LeonPas encore d'évaluation
- Proceso de Soldadura de OxicombustibleDocument8 pagesProceso de Soldadura de OxicombustibleJacob CamarenaPas encore d'évaluation
- Reporte de Soldaduras Darwin MineroDocument9 pagesReporte de Soldaduras Darwin MineroDarkwin Moxoo Minero GarciaPas encore d'évaluation
- Guía 3 Grado 11Document8 pagesGuía 3 Grado 11jenny jineth romero romeroPas encore d'évaluation
- FT Soldadura Aluminotermica Es 0Document4 pagesFT Soldadura Aluminotermica Es 0Deisi Gutierrez GalazPas encore d'évaluation
- Soldadura HeterogeneaDocument26 pagesSoldadura HeterogeneaFranko Pacheco PerezPas encore d'évaluation
- Soldadura Con EstañoDocument14 pagesSoldadura Con EstañoEduardoEnriqueCastellanosPas encore d'évaluation
- Soldadura 2020Document3 pagesSoldadura 2020Ana Laura LopezPas encore d'évaluation
- Procedimientos para soldar hierro fundidoDocument15 pagesProcedimientos para soldar hierro fundidoJhon JunesPas encore d'évaluation
- Soldadura BlandaDocument9 pagesSoldadura BlandaLuchito ScdPas encore d'évaluation
- 7 - Pasos para Soldar AluminioDocument6 pages7 - Pasos para Soldar AluminioDavidPas encore d'évaluation
- MetodosDocument13 pagesMetodosjosegrePas encore d'évaluation
- Soldadura Con CautinDocument9 pagesSoldadura Con CautinEduardo Mateo NavarretePas encore d'évaluation
- Como Soldar Paso A PasoDocument3 pagesComo Soldar Paso A PasoSaúl Isaí Valderrama AzpeitiaPas encore d'évaluation
- Soldadura BlandaDocument6 pagesSoldadura BlandaLobixto Vasquez CanalesPas encore d'évaluation
- Soldabilidad HslaDocument11 pagesSoldabilidad HslaDavid Rivera TapiaPas encore d'évaluation
- Guía para Soldar AluminioDocument4 pagesGuía para Soldar AluminioFabian CubillosPas encore d'évaluation
- Soldadura en Aluminio Con SopleteDocument3 pagesSoldadura en Aluminio Con SopleterobinsonPas encore d'évaluation
- IT - MA - 06 (Instructivo de Trabajo Trabajo en Soldadura, Oxicorte y CaldereriaDocument10 pagesIT - MA - 06 (Instructivo de Trabajo Trabajo en Soldadura, Oxicorte y CaldereriaDark_kakkoPas encore d'évaluation
- Recubrimientos Protectores EXSA 1Document40 pagesRecubrimientos Protectores EXSA 1Pablitto Romaryo Cabana M100% (1)
- Soldadura BlandaDocument10 pagesSoldadura BlandaKiukStaksPas encore d'évaluation
- La Soldadura Del CobreDocument5 pagesLa Soldadura Del CobreRichar Quino LuquePas encore d'évaluation
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosD'EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosPas encore d'évaluation
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309D'EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Évaluation : 5 sur 5 étoiles5/5 (1)
- Despiezado 1Document1 pageDespiezado 1Roberto Chang PalmaPas encore d'évaluation
- Despiezado PDFDocument1 pageDespiezado PDFRoberto Chang PalmaPas encore d'évaluation
- Despie Za DoDocument1 pageDespie Za DoRoberto Chang PalmaPas encore d'évaluation
- Ensamblaje 1 CotasDocument1 pageEnsamblaje 1 CotasRoberto Chang PalmaPas encore d'évaluation
- Despie Za DoDocument1 pageDespie Za DoRoberto Chang PalmaPas encore d'évaluation
- AnilloDocument1 pageAnilloRoberto Chang PalmaPas encore d'évaluation
- Despie Za DoDocument1 pageDespie Za DoRoberto Chang PalmaPas encore d'évaluation
- A2 PDFDocument1 pageA2 PDFRoberto Chang PalmaPas encore d'évaluation
- Base de Conector de EscaleraDocument1 pageBase de Conector de EscaleraRoberto Chang PalmaPas encore d'évaluation
- Ubicacion de La Baranda ReplegableDocument1 pageUbicacion de La Baranda ReplegableRoberto Chang PalmaPas encore d'évaluation
- Ensamblaje 1Document1 pageEnsamblaje 1Roberto Chang PalmaPas encore d'évaluation
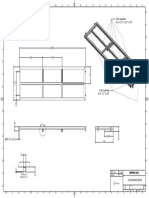
- Nota: Todas Las Unidades de Medida Se Encuentran en Milimetros, Exepto Lo Se Alizado Con Otra Descripci NDocument1 pageNota: Todas Las Unidades de Medida Se Encuentran en Milimetros, Exepto Lo Se Alizado Con Otra Descripci NRoberto Chang PalmaPas encore d'évaluation
- Ubicacion de Baranda FrontalDocument1 pageUbicacion de Baranda FrontalRoberto Chang PalmaPas encore d'évaluation
- Ensamblaje Guardas CotasDocument1 pageEnsamblaje Guardas CotasRoberto Chang PalmaPas encore d'évaluation
- Ensamblaje 1Document1 pageEnsamblaje 1Roberto Chang PalmaPas encore d'évaluation
- En Sam Bla Je Explosion A DoDocument1 pageEn Sam Bla Je Explosion A DoRoberto Chang PalmaPas encore d'évaluation
- A5 Plataforma Extremo A5Document1 pageA5 Plataforma Extremo A5Roberto Chang PalmaPas encore d'évaluation
- Despie Za Do TOLVADocument1 pageDespie Za Do TOLVARoberto Chang PalmaPas encore d'évaluation
- Ensamblaje 1 CotasDocument1 pageEnsamblaje 1 CotasRoberto Chang PalmaPas encore d'évaluation
- Ensamblaje1 1 PDFDocument1 pageEnsamblaje1 1 PDFRoberto Chang PalmaPas encore d'évaluation
- Tiempo Horizontal PDFDocument1 pageTiempo Horizontal PDFRoberto Chang PalmaPas encore d'évaluation
- Sustento de Calificación de SoldadoresDocument5 pagesSustento de Calificación de SoldadoresRoberto Chang PalmaPas encore d'évaluation
- Sustento de Calificación de SoldadoresDocument5 pagesSustento de Calificación de SoldadoresRoberto Chang PalmaPas encore d'évaluation
- Planos de La BocamazaDocument5 pagesPlanos de La BocamazaRoberto Chang PalmaPas encore d'évaluation
- Vencimiento de CalificaciónDocument2 pagesVencimiento de CalificaciónRoberto Chang PalmaPas encore d'évaluation
- A8 Tripode A8Document1 pageA8 Tripode A8Roberto Chang PalmaPas encore d'évaluation
- Inmena Sac: Detalle B Escala 1 / 5 BDocument1 pageInmena Sac: Detalle B Escala 1 / 5 BRoberto Chang PalmaPas encore d'évaluation
- Ensamblaje 1Document1 pageEnsamblaje 1Roberto Chang PalmaPas encore d'évaluation
- Ensamblaje 1 CotasDocument1 pageEnsamblaje 1 CotasRoberto Chang PalmaPas encore d'évaluation
- A4 Plataforma Medio A4Document1 pageA4 Plataforma Medio A4Roberto Chang PalmaPas encore d'évaluation
- Manual+Lucas++DPC DPCNDocument109 pagesManual+Lucas++DPC DPCNSantiago Sánchez100% (65)
- Manual Tasaciones Urbanas PDFDocument193 pagesManual Tasaciones Urbanas PDFamardones100% (4)
- Unidad 3.-Introducción A La Teoría de Control PDFDocument44 pagesUnidad 3.-Introducción A La Teoría de Control PDFMario Gonzalez100% (1)
- Libro de Quimica 1 Segundo Parcial PDFDocument33 pagesLibro de Quimica 1 Segundo Parcial PDFivonne garciaPas encore d'évaluation
- Iii Examen Aparatos de Mando ProteccionDocument40 pagesIii Examen Aparatos de Mando Proteccionjose guillermoPas encore d'évaluation
- Fosa Septica Instalación 1Document1 pageFosa Septica Instalación 1julissaPas encore d'évaluation
- Libro Ciudad VivaDocument325 pagesLibro Ciudad VivaPOPLabMx100% (1)
- S15 - Tarea - Borrador de Esquema de Redacción - Introducción y Conclusión - JordanDocument2 pagesS15 - Tarea - Borrador de Esquema de Redacción - Introducción y Conclusión - JordanNicolas MendozaPas encore d'évaluation
- Proceso de atención integral en centros de rehabilitaciónDocument2 pagesProceso de atención integral en centros de rehabilitaciónjaime fernando diaz gonzalezPas encore d'évaluation
- El Afrancesamiento de La Cultura en El PorfiriatoDocument2 pagesEl Afrancesamiento de La Cultura en El PorfiriatoCaro SddhaPas encore d'évaluation
- Ecuaciones diferenciales de segundo ordenDocument14 pagesEcuaciones diferenciales de segundo ordenRafael Jr Bolaño GutierrezPas encore d'évaluation
- Yacimiento Del CarbonDocument4 pagesYacimiento Del CarbonLalo CotaPas encore d'évaluation
- Comunicaciones Por SateliteDocument21 pagesComunicaciones Por SateliteEr PichonPas encore d'évaluation
- Siembras y Cultivos BacterianosDocument7 pagesSiembras y Cultivos BacterianosDanny ArmandoPas encore d'évaluation
- Delfin RosadoDocument3 pagesDelfin RosadoKimberly Hinojosa ORIFLAMEPas encore d'évaluation
- Precio de Alquiler de Equipos TopograficosDocument3 pagesPrecio de Alquiler de Equipos TopograficosBlady Sullcahuaman FloresPas encore d'évaluation
- Tarea 6Document5 pagesTarea 6Riky JimenezPas encore d'évaluation
- Test Ejer Hasta Mitad Curso NonoDocument56 pagesTest Ejer Hasta Mitad Curso NonoPirate companYPas encore d'évaluation
- Actividad 2 - Ejercicios Mecánica de Fluidos, Temperatura y CalorDocument6 pagesActividad 2 - Ejercicios Mecánica de Fluidos, Temperatura y CalorJEISSON QUINTEROPas encore d'évaluation
- Características y reacción del PVCDocument14 pagesCaracterísticas y reacción del PVCAna HerediaPas encore d'évaluation
- Tradiciones Usos y CostumbresDocument76 pagesTradiciones Usos y CostumbresManuel Alejandro Ariza Zuluaga100% (4)
- El Amparo AdDocument23 pagesEl Amparo AdDar DurangoPas encore d'évaluation
- PEA NSID 201910 Seguridad Industrial y Prevención de Riesgos.Document4 pagesPEA NSID 201910 Seguridad Industrial y Prevención de Riesgos.Diana CarolinaPas encore d'évaluation
- Abdomen Agudo QuirurgicoDocument125 pagesAbdomen Agudo Quirurgicorepre64Pas encore d'évaluation
- Farmacopeas InformacónDocument5 pagesFarmacopeas InformacónjenniPas encore d'évaluation
- Trabajo Final Sobre El ControlDocument39 pagesTrabajo Final Sobre El ControlDarlenySueroPas encore d'évaluation
- Proceso - 2022.02.27Document84 pagesProceso - 2022.02.27Epi SidaPas encore d'évaluation
- Dr.Sebi: El hombre que cura el SIDA, Cáncer, DiabetesDocument57 pagesDr.Sebi: El hombre que cura el SIDA, Cáncer, DiabetesSEUNDO ANIBAL CIEZA BUSTAMANTE91% (11)
- Materiales Derivados de Las RocasDocument1 pageMateriales Derivados de Las RocasMaria HernandezPas encore d'évaluation
- Terapia de Aceptación y Compromiso: una tercera generación de terapias conductualesDocument5 pagesTerapia de Aceptación y Compromiso: una tercera generación de terapias conductualesValeElizabethPas encore d'évaluation