Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Vapor Compression Test RigDocument3 pagesVapor Compression Test RigTARUN DHUNNA0% (1)
- 2010 Engineering Mechanics PDFDocument4 pages2010 Engineering Mechanics PDFTARUN DHUNNAPas encore d'évaluation
- Vi Friler SuspensionDocument2 pagesVi Friler SuspensionTARUN DHUNNAPas encore d'évaluation
- All Terrain Vehicle Project SynopsisDocument14 pagesAll Terrain Vehicle Project SynopsisTARUN DHUNNA100% (5)
- Rockwel Hardness Testing MachineDocument6 pagesRockwel Hardness Testing MachineTARUN DHUNNAPas encore d'évaluation
- Calculate Effective No of Atom, Packing Factor EtcDocument7 pagesCalculate Effective No of Atom, Packing Factor EtcTARUN DHUNNAPas encore d'évaluation
- Design and Fabrication of Fatigue Testing Machine: A Project Report OnDocument3 pagesDesign and Fabrication of Fatigue Testing Machine: A Project Report OnTARUN DHUNNAPas encore d'évaluation
- Design and Fabrication of Fatigue Testing Machine: A Project Report OnDocument3 pagesDesign and Fabrication of Fatigue Testing Machine: A Project Report OnTARUN DHUNNAPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (120)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- 2007 2008TechnologyDivisionAwardsDocument8 pages2007 2008TechnologyDivisionAwardsGirish NaravanePas encore d'évaluation
- BS en 10052-94Document35 pagesBS en 10052-94HosseinPas encore d'évaluation
- Journal of Materials Processing Tech.: SciencedirectDocument15 pagesJournal of Materials Processing Tech.: SciencedirectsyaukatyPas encore d'évaluation
- Asmet Technical Introduction To Metallurgical Process Control Using ATAS Advanced Thermal Analysis System Eng v1 20062011Document2 pagesAsmet Technical Introduction To Metallurgical Process Control Using ATAS Advanced Thermal Analysis System Eng v1 20062011fondershellPas encore d'évaluation
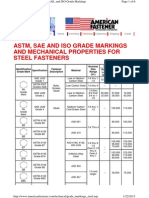
- Astm, Sae and Iso Grade Markings and Mechanical Properties For Steel FastenersDocument6 pagesAstm, Sae and Iso Grade Markings and Mechanical Properties For Steel FastenershoannhuPas encore d'évaluation
- Cuzr0,15: Uns:C15100 En:Cw120CDocument17 pagesCuzr0,15: Uns:C15100 En:Cw120CNut AssanaiPas encore d'évaluation
- API 571 Study Guide-Practice Questions For API 570 Exam - Caustic Stress Corrosion Cracking - Caustic Embrittlement (4.5.3)Document5 pagesAPI 571 Study Guide-Practice Questions For API 570 Exam - Caustic Stress Corrosion Cracking - Caustic Embrittlement (4.5.3)NIMAPas encore d'évaluation
- Steel Plate Manufacturing ProcessDocument1 pageSteel Plate Manufacturing ProcessMetline IndustriesPas encore d'évaluation
- Bruniranje (Black Oxide)Document2 pagesBruniranje (Black Oxide)bruniranje kranjPas encore d'évaluation
- Ausmelt SmeltingDocument6 pagesAusmelt SmeltingMarcelo SerranoPas encore d'évaluation
- Heat Treatment of Ferrous MetalsDocument8 pagesHeat Treatment of Ferrous Metalsarchangeluriel06Pas encore d'évaluation
- Saep 355Document20 pagesSaep 355Anonymous 4IpmN7OnPas encore d'évaluation
- Heat Treatment ProcessesDocument4 pagesHeat Treatment ProcessesMuhammad Zohaib Ali100% (1)
- Metalurgi Ekstraksi: Kuliah 1 (7/9/2012)Document70 pagesMetalurgi Ekstraksi: Kuliah 1 (7/9/2012)Lalu SuhaimiPas encore d'évaluation
- ICEF2010-35139: New Approaches On Material Design For High-Performance 2-Stroke Engine BearingsDocument6 pagesICEF2010-35139: New Approaches On Material Design For High-Performance 2-Stroke Engine BearingsFLangPas encore d'évaluation
- Austenitic Stainless SteelDocument3 pagesAustenitic Stainless SteelGeorge MarkasPas encore d'évaluation
- 12th CHEMISTRY PROJECT - RUSTING OF IRONDocument33 pages12th CHEMISTRY PROJECT - RUSTING OF IRONpkberliaPas encore d'évaluation
- 8.fe - Fe3C Phase Diagram PDFDocument27 pages8.fe - Fe3C Phase Diagram PDF13311A0341 S SHIVA SAI KIRANPas encore d'évaluation
- Material TestingDocument2 pagesMaterial Testingfahadfadi48Pas encore d'évaluation
- 10 Common Types of CorrosionDocument5 pages10 Common Types of CorrosionrharphellePas encore d'évaluation
- Adobe Scan Apr 27, 2023 PDFDocument14 pagesAdobe Scan Apr 27, 2023 PDFMOHD OWAIS ANSARIPas encore d'évaluation
- Stainless Steel SelectionDocument1 pageStainless Steel SelectionabanzabalPas encore d'évaluation
- Jovanovic, Borislav - Earliest Copper MiningDocument13 pagesJovanovic, Borislav - Earliest Copper MiningNicolae Ion CatalinPas encore d'évaluation
- Ahss V5.0Document18 pagesAhss V5.0spocajtPas encore d'évaluation
- Astm B601Document5 pagesAstm B601David RivadeneiraPas encore d'évaluation
- Elts Phases v10Document4 pagesElts Phases v10Javad MousavyPas encore d'évaluation
- Research Paper On IronDocument7 pagesResearch Paper On Ironafmctmvem100% (1)
- What Is GeoMetallurgy v2Document4 pagesWhat Is GeoMetallurgy v2vernando pratamaPas encore d'évaluation
- Corrosion of Materials and Its Prevention: Dr. Abdul ShakoorDocument40 pagesCorrosion of Materials and Its Prevention: Dr. Abdul ShakoorAbdulPas encore d'évaluation
- Yogyata VikasDocument11 pagesYogyata Vikasvivek1312Pas encore d'évaluation