Vous aimerez peut-être aussi
- Working at Height Training ModuleDocument41 pagesWorking at Height Training ModuleYudha kurniawanPas encore d'évaluation
- JSA Formet New Structural Steel FabricationDocument7 pagesJSA Formet New Structural Steel Fabricationsakthi venkatPas encore d'évaluation
- JSA ScaffoldingDocument2 pagesJSA ScaffoldingHrishikesh UnnikrishnanPas encore d'évaluation
- Safe Work Method Statement WorksheetDocument3 pagesSafe Work Method Statement WorksheetSiti Salwani binti Ab RahimPas encore d'évaluation
- Heights Safe Working atDocument7 pagesHeights Safe Working atHendrias Ari SujarwoPas encore d'évaluation
- 9.7 Ladder Inspection ChecklistDocument1 page9.7 Ladder Inspection ChecklistArshad MahmoodPas encore d'évaluation
- PTA-JSA-003-Material Handling by Farhana F-15 CraneDocument6 pagesPTA-JSA-003-Material Handling by Farhana F-15 CraneSaiyad RiyazaliPas encore d'évaluation
- Crane Hoist Sling Safety ProgramDocument14 pagesCrane Hoist Sling Safety Programomar sadiqPas encore d'évaluation
- Job Safety Analysis: Hot Jobs (Welding Cutting & Grinding)Document3 pagesJob Safety Analysis: Hot Jobs (Welding Cutting & Grinding)Perwez21Pas encore d'évaluation
- Safe Work Method StatementDocument19 pagesSafe Work Method StatementParas100% (2)
- Concrete Preparation GeneralDocument14 pagesConcrete Preparation GeneralTahar Berrachedi100% (1)
- Job Safety Analysis - Clinker StorageDocument4 pagesJob Safety Analysis - Clinker StorageMohammed MinhajPas encore d'évaluation
- Method Statement For Worker WelfereDocument4 pagesMethod Statement For Worker WelfereMohamad Hidayat Zainul MasriPas encore d'évaluation
- SWP 5 Excavations Shoring and Trenches PDFDocument4 pagesSWP 5 Excavations Shoring and Trenches PDFThanesh ManogaranPas encore d'évaluation
- Subject: Work at Height: Unit: Maihar Cement WorksDocument3 pagesSubject: Work at Height: Unit: Maihar Cement Workskaka100% (1)
- JHA Blowing PressDocument5 pagesJHA Blowing PressLuqman OsmanPas encore d'évaluation
- Safe Work Method StatementDocument4 pagesSafe Work Method StatementShahed Facebook100% (1)
- Emergency Rescue Plan Cgc082c07Document17 pagesEmergency Rescue Plan Cgc082c07sawkariqbal75% (4)
- Safe Work Procedure-Set Up RigsDocument4 pagesSafe Work Procedure-Set Up RigsAsif KhanzadaPas encore d'évaluation
- Job Hazard Analysis: Rohan Builders (I) PVT LTDDocument4 pagesJob Hazard Analysis: Rohan Builders (I) PVT LTDsoubhagyaPas encore d'évaluation
- JSA Format Erection of Column 903-C-02,03Document5 pagesJSA Format Erection of Column 903-C-02,03sakthi venkat100% (1)
- Presentation Day 2 - HSE ChallengeDocument26 pagesPresentation Day 2 - HSE ChallengeIwan HerawanPas encore d'évaluation
- Skillbuild Risk Assessment: Competition Organising Partner: Citb /skillbuild Competition Skills: BricklayingDocument6 pagesSkillbuild Risk Assessment: Competition Organising Partner: Citb /skillbuild Competition Skills: BricklayinguknandiPas encore d'évaluation
- Casting ConcreteDocument9 pagesCasting ConcreteNontobeko MkhizePas encore d'évaluation
- Risk Assess T-23 - Hilti Cartridge Tool OperationDocument2 pagesRisk Assess T-23 - Hilti Cartridge Tool OperationMAB Ali100% (1)
- Project: Field Erection of 15000 Bbls Tank (Ik-2545) : Job Safety Analysis / Safe Work Method Statement-SWMSDocument2 pagesProject: Field Erection of 15000 Bbls Tank (Ik-2545) : Job Safety Analysis / Safe Work Method Statement-SWMSJohn100% (1)
- 07 - JSA Compaction and BackfillingDocument4 pages07 - JSA Compaction and Backfillingsatti100% (2)
- Ra & Jsa FormatDocument19 pagesRa & Jsa Formatspecpro50% (2)
- Tool Box Talk - MK - Emergency Response ProceduresDocument2 pagesTool Box Talk - MK - Emergency Response ProceduresPaul McGahanPas encore d'évaluation
- Rebar PDFDocument1 pageRebar PDFjoker batmanPas encore d'évaluation
- SOP Excavation and PermittingDocument4 pagesSOP Excavation and PermittingTengku & Wan ResourcesPas encore d'évaluation
- HSE ViolationDocument1 pageHSE ViolationVIKASPas encore d'évaluation
- SWMS Scaffold FixedDocument11 pagesSWMS Scaffold FixedEdha AliPas encore d'évaluation
- 8-22 Roller Shutter Door OHS TemplateDocument11 pages8-22 Roller Shutter Door OHS Templatemsc920138Pas encore d'évaluation
- 7 Hand Held Power ToolsDocument4 pages7 Hand Held Power ToolsGilmar MonteiroPas encore d'évaluation
- Ra02 - Container OffloadingDocument3 pagesRa02 - Container OffloadingSamPas encore d'évaluation
- RA Roof Work 0006 July 2017Document6 pagesRA Roof Work 0006 July 2017pugal maniPas encore d'évaluation
- Working at Height TrainingDocument47 pagesWorking at Height TrainingthinkpadPas encore d'évaluation
- Master Builders SA - Safe Work Method Statement - Timber Roof Truss Installation CraneDocument6 pagesMaster Builders SA - Safe Work Method Statement - Timber Roof Truss Installation CraneDaniel JulianPas encore d'évaluation
- Job Safety Analysis (Jsa) : Title of Activity / Work: Hot Work ActivityDocument2 pagesJob Safety Analysis (Jsa) : Title of Activity / Work: Hot Work ActivityJayendra PatelPas encore d'évaluation
- Job Safety Analysis Pre-Task Briefing: MASAR Project Makkah KSADocument2 pagesJob Safety Analysis Pre-Task Briefing: MASAR Project Makkah KSAmahammed saleem100% (2)
- Jsa For The Installation of I EamDocument5 pagesJsa For The Installation of I EamMohammed MinhajPas encore d'évaluation
- 1.2-HSE Responsibilities of Quippo StaffDocument7 pages1.2-HSE Responsibilities of Quippo Staffakv9005Pas encore d'évaluation
- Kaztec Fabrication Yard, Snake Island: Job Safety Analysis (JSA)Document3 pagesKaztec Fabrication Yard, Snake Island: Job Safety Analysis (JSA)Ogunwa EmmanuelPas encore d'évaluation
- Job Safety Analysis: S.No Activities Hazard Risk Control MeasuresDocument2 pagesJob Safety Analysis: S.No Activities Hazard Risk Control Measureskhaja asifuddinPas encore d'évaluation
- Site Safety InspectionDocument2 pagesSite Safety InspectionDarius DsouzaPas encore d'évaluation
- Risk Assessment - GeneralDocument10 pagesRisk Assessment - Generallasenggo100% (2)
- Job Safety Analysis Risk Assess Confined Spaces v2 250311 KPDocument9 pagesJob Safety Analysis Risk Assess Confined Spaces v2 250311 KPIkhwanul Hujiatna50% (2)
- Working at Heights Safe Work Method Statement (SWMS)Document3 pagesWorking at Heights Safe Work Method Statement (SWMS)Toga Nainggolan100% (1)
- Thohoyandou - NZG Renovation Project Baseline Risk Assessment G306 2018 PDFDocument17 pagesThohoyandou - NZG Renovation Project Baseline Risk Assessment G306 2018 PDFbubele pamlaPas encore d'évaluation
- JSA Working in Live AreasDocument1 pageJSA Working in Live Areasyc safetyPas encore d'évaluation
- JSA GC-5 Mobile ScaffoldingDocument6 pagesJSA GC-5 Mobile Scaffoldinggrande100% (2)
- JHA Maintenance Tech HVACDocument2 pagesJHA Maintenance Tech HVACMdavaPas encore d'évaluation
- JHA Jack Hydraulic PalletDocument1 pageJHA Jack Hydraulic PalletIndranil Mitra100% (1)
- Jsa Loading and Unloading of Pile PipesDocument4 pagesJsa Loading and Unloading of Pile PipesOsiobe Ewomazino100% (1)
- SOP SOP0022 Concrete Core DrillDocument3 pagesSOP SOP0022 Concrete Core Drillkristian08Pas encore d'évaluation
- Instructions For Use: Hse-Pro-006A Asbestos Management - Minor Works SwmsDocument21 pagesInstructions For Use: Hse-Pro-006A Asbestos Management - Minor Works SwmsWinstone AudiPas encore d'évaluation
- Risk Assessment of Installation of Chilled Water PipesDocument20 pagesRisk Assessment of Installation of Chilled Water PipesVlad KaroPas encore d'évaluation
- JSA Ladders Working at Heights 001Document2 pagesJSA Ladders Working at Heights 001Raman SawPas encore d'évaluation
- Uber Bill 31st March 9Document1 pageUber Bill 31st March 9Asif KhanzadaPas encore d'évaluation
- Safety Starts With Me: Duty of Care CardDocument1 pageSafety Starts With Me: Duty of Care CardAsif KhanzadaPas encore d'évaluation
- ACKER SPT Hammer Installation Tips SMDocument6 pagesACKER SPT Hammer Installation Tips SMAsif KhanzadaPas encore d'évaluation
- APPLYING CARBON HIERARCHY TO GEOTECHNICAL CONTRACTORS - Pre Publication - Final - DraftDocument15 pagesAPPLYING CARBON HIERARCHY TO GEOTECHNICAL CONTRACTORS - Pre Publication - Final - DraftAsif KhanzadaPas encore d'évaluation
- AGC-Manual Handling ProcedureDocument16 pagesAGC-Manual Handling ProcedureAsif KhanzadaPas encore d'évaluation
- Well Completion ReportDocument2 pagesWell Completion ReportAsif KhanzadaPas encore d'évaluation
- Drilling Summary Report-Jan 2020 - Jabal Sayid-Surface Diamond-Ct-14Document1 pageDrilling Summary Report-Jan 2020 - Jabal Sayid-Surface Diamond-Ct-14Asif KhanzadaPas encore d'évaluation
- Asif Khan: HSE-E-200 Golden Rules of HSEDocument1 pageAsif Khan: HSE-E-200 Golden Rules of HSEAsif KhanzadaPas encore d'évaluation
- Bonus System Drillers - MEMO..Document3 pagesBonus System Drillers - MEMO..Asif KhanzadaPas encore d'évaluation
- Rc-Monthly Cost SheetDocument2 pagesRc-Monthly Cost SheetAsif KhanzadaPas encore d'évaluation
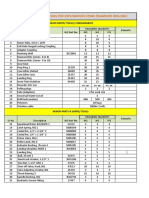
- Minimum Req Parts-Tools For Exploration StoreDocument3 pagesMinimum Req Parts-Tools For Exploration StoreAsif KhanzadaPas encore d'évaluation
- Monthly Drilling ReportDocument46 pagesMonthly Drilling ReportAsif KhanzadaPas encore d'évaluation
- Quotation From ChinaDocument1 pageQuotation From ChinaAsif KhanzadaPas encore d'évaluation
- Shajara e Taus KhelDocument1 pageShajara e Taus KhelAsif Khanzada0% (1)
- Acker Rig Specs PDFDocument2 pagesAcker Rig Specs PDFAsif KhanzadaPas encore d'évaluation
- Etimad Procedure & NumbersDocument1 pageEtimad Procedure & NumbersAsif KhanzadaPas encore d'évaluation
- Pq3 Drilling GuidelinesDocument1 pagePq3 Drilling GuidelinesAsif KhanzadaPas encore d'évaluation
- SPT, Procedure-Method Statement PDFDocument30 pagesSPT, Procedure-Method Statement PDFAsif Khanzada100% (1)
- Ez-Mud DPDocument1 pageEz-Mud DPAsif KhanzadaPas encore d'évaluation
- Method Statement For Cross Hole TestDocument7 pagesMethod Statement For Cross Hole TestAsif Khanzada100% (2)
- Hanjin Db-8d Rig SpecsDocument1 pageHanjin Db-8d Rig SpecsAsif KhanzadaPas encore d'évaluation
- Hazard Identification Plan (HIP) HaradhDocument29 pagesHazard Identification Plan (HIP) HaradhAsif Khanzada63% (8)
- Pak Study AssignmentDocument26 pagesPak Study AssignmentAsif Khanzada0% (1)
- Engineering Drawing. Assignment PDFDocument28 pagesEngineering Drawing. Assignment PDFAsif KhanzadaPas encore d'évaluation
- Horizontal Directional Drilling GuidelinesDocument16 pagesHorizontal Directional Drilling GuidelinesAsif KhanzadaPas encore d'évaluation
- Geo Tech - Revised-Weekly & Daily Report-FugroDocument2 pagesGeo Tech - Revised-Weekly & Daily Report-FugroAsif KhanzadaPas encore d'évaluation
- Method Statement - ERTDocument3 pagesMethod Statement - ERTAsif KhanzadaPas encore d'évaluation
- NSS Chemistry Part 2 The Microscopic World HKCEE Past Paper Question The Microscopic World I Ns - Multiple Choice QuestionsDocument32 pagesNSS Chemistry Part 2 The Microscopic World HKCEE Past Paper Question The Microscopic World I Ns - Multiple Choice QuestionsミーチェルPas encore d'évaluation
- APECCalculations QADocument275 pagesAPECCalculations QAshasha111 shasha1110% (1)
- Rits-13 Solution With Answer KeyDocument7 pagesRits-13 Solution With Answer KeyComputer GuyPas encore d'évaluation
- TN H01-Hand Book For Design of Steel StructuresDocument210 pagesTN H01-Hand Book For Design of Steel StructuresEdward van Martino88% (8)
- High Heat Rust Oleum SDSDocument6 pagesHigh Heat Rust Oleum SDSAshish BhanderiPas encore d'évaluation
- E-Waste Characteristic and Its Disposal: M. C. Vats, S. K. SinghDocument13 pagesE-Waste Characteristic and Its Disposal: M. C. Vats, S. K. Singhmadhavi likharPas encore d'évaluation
- Synthesis of New Kind of Macroporous Polyvinyl-Alcohol Formaldehyde Based Sponges and Its Water Superabsorption PerformanceDocument11 pagesSynthesis of New Kind of Macroporous Polyvinyl-Alcohol Formaldehyde Based Sponges and Its Water Superabsorption PerformanceJohan SukweenadhiPas encore d'évaluation
- A Review On Onion Skin, A Natural Dye SourceDocument14 pagesA Review On Onion Skin, A Natural Dye Sourcearvie ryanPas encore d'évaluation
- Digital Brochure PDFDocument9 pagesDigital Brochure PDFimranPas encore d'évaluation
- Periodic Classification of ElementsDocument101 pagesPeriodic Classification of Elementsmrpulkit20Pas encore d'évaluation
- ACD/Percepta: Overview of The ModulesDocument91 pagesACD/Percepta: Overview of The ModulesTinto J AlencherryPas encore d'évaluation
- CompoundsDocument36 pagesCompoundsphuongdiepPas encore d'évaluation
- PR-TR009-006 4 Table of ContentsDocument5 pagesPR-TR009-006 4 Table of Contentspushpak2312Pas encore d'évaluation
- Alexbook - Divadjac Joe Cell PDFDocument29 pagesAlexbook - Divadjac Joe Cell PDFstella8880% (1)
- KDK College of Engineering, Nagpur Mechanical Department Session 2020-21Document12 pagesKDK College of Engineering, Nagpur Mechanical Department Session 2020-21Chandani KannakePas encore d'évaluation
- STD PipingDocument51 pagesSTD PipingRodrigo Iván Latorre AlmirallPas encore d'évaluation
- BIOCHEMDocument3 pagesBIOCHEMLeighRence BaltazarPas encore d'évaluation
- Water Treatment Plant Spesification PDFDocument8 pagesWater Treatment Plant Spesification PDFrando85100% (1)
- Alccofine 1108SRDocument2 pagesAlccofine 1108SRLaxmana PrasadPas encore d'évaluation
- Microencapsulation by Spray Drying of Lannea Microcarpa Extract: Technological Characteristics and Antioxidant ActivityDocument10 pagesMicroencapsulation by Spray Drying of Lannea Microcarpa Extract: Technological Characteristics and Antioxidant ActivityJournal of Pharmacy & Pharmacognosy ResearchPas encore d'évaluation
- Solder Wiki Inc Solder Melting PointsDocument57 pagesSolder Wiki Inc Solder Melting PointsPJFPas encore d'évaluation
- Effects of Rearing Density On Growth Digestive ConDocument57 pagesEffects of Rearing Density On Growth Digestive ConAldris Anuar Geliz DiazPas encore d'évaluation
- Class Xii Chemistry Students Support MaterialDocument95 pagesClass Xii Chemistry Students Support MaterialDivyam GargPas encore d'évaluation
- PlasticsDocument56 pagesPlasticsSeow FhanPas encore d'évaluation
- PPG2066-306A - Varnish Epoxi Amina GoldDocument14 pagesPPG2066-306A - Varnish Epoxi Amina GoldAlex SabinoPas encore d'évaluation
- Pompa WarmanDocument2 pagesPompa WarmanRahmad Saleh SiregarPas encore d'évaluation
- MasoneilanDocument20 pagesMasoneilanJohn MarshalPas encore d'évaluation
- Selection of Pectin As Pharmaceutical Excepient On The Basis of Rheological BehaviorDocument3 pagesSelection of Pectin As Pharmaceutical Excepient On The Basis of Rheological BehaviorВладимир КондратенкоPas encore d'évaluation
- Maintenance Solutions For Hvac Systems: Belzona Protective Coatings and Engineering CompositesDocument12 pagesMaintenance Solutions For Hvac Systems: Belzona Protective Coatings and Engineering CompositesSUHEL NEVREKARPas encore d'évaluation
- Pourbaix DiagramDocument5 pagesPourbaix DiagramChayon MondalPas encore d'évaluation