Vous aimerez peut-être aussi
- Electrophoretic DepositionDocument7 pagesElectrophoretic Depositionpuneetchawla9Pas encore d'évaluation
- 07-Hull Cell R-10-14Document22 pages07-Hull Cell R-10-14Alejandro AvalosPas encore d'évaluation
- Busway Material Submittal: Prepared By: Eng NadeemDocument1 pageBusway Material Submittal: Prepared By: Eng NadeemnadimuddinPas encore d'évaluation
- Hull Cell ReviewDocument4 pagesHull Cell ReviewR.SubramanianPas encore d'évaluation
- Hull Cell Review PDFDocument4 pagesHull Cell Review PDFR.SubramanianPas encore d'évaluation
- Testing Methods For Plating BathsDocument3 pagesTesting Methods For Plating BathsR.Subramanian100% (1)
- Electro CoatingDocument2 pagesElectro CoatingViswanathan SrkPas encore d'évaluation
- Coating and Deposition Processes - Chapter 29Document41 pagesCoating and Deposition Processes - Chapter 29xharpreetxPas encore d'évaluation
- Hard Chrome Plating PlantsDocument5 pagesHard Chrome Plating Plants19bt01019Pas encore d'évaluation
- Meeting legislation and exceeding performance with trivalent passivation systemsDocument2 pagesMeeting legislation and exceeding performance with trivalent passivation systemskarthegrePas encore d'évaluation
- Brass Plating GuideDocument4 pagesBrass Plating GuideHomayoon GeramifarPas encore d'évaluation
- Electrodeposition Andreas Tolz PPGDocument14 pagesElectrodeposition Andreas Tolz PPGAndi MusdalifahPas encore d'évaluation
- Trivalent Chromium Passivation - 27!04!11Document7 pagesTrivalent Chromium Passivation - 27!04!11smallik3Pas encore d'évaluation
- Chromium Plating Bath ControlsDocument93 pagesChromium Plating Bath ControlsARVINDA KUMARPas encore d'évaluation
- Poly Phenylene Oxide (PPO) : Corporate Training and PlanningDocument27 pagesPoly Phenylene Oxide (PPO) : Corporate Training and PlanningAkash YadavPas encore d'évaluation
- Electroplating Manual2009 PDFDocument156 pagesElectroplating Manual2009 PDFDulbedulPas encore d'évaluation
- Hard Chrome 105 Plating ProcesDocument3 pagesHard Chrome 105 Plating ProcesKishora BhatPas encore d'évaluation
- E D CoatingsDocument14 pagesE D CoatingsNisha SinghPas encore d'évaluation
- Decorative Chromium PlatingDocument8 pagesDecorative Chromium Platingcauthon82Pas encore d'évaluation
- Du-Zinc 019Document7 pagesDu-Zinc 019KaRenthLuNaPas encore d'évaluation
- Tin PlatingDocument6 pagesTin PlatingJosh DaclesPas encore d'évaluation
- Zinc PlatingDocument4 pagesZinc Platingrohitpatil330% (1)
- Reducing Aluminium Anodizing Costs with Solar HeatingDocument14 pagesReducing Aluminium Anodizing Costs with Solar Heatingaditya_welekarPas encore d'évaluation
- 6 Grinding & Other Abrasive ProcessesDocument82 pages6 Grinding & Other Abrasive Processessakali ali100% (1)
- TALAT Lecture 5205: Plating On AluminiumDocument19 pagesTALAT Lecture 5205: Plating On AluminiumCORE Materials100% (1)
- 04-200-R1 Silicon Iron AnodesDocument2 pages04-200-R1 Silicon Iron Anodessams1101Pas encore d'évaluation
- TALAT Lecture 2102.02: An Upper Casing For An Automobile Steering Column, Special Study: Impact ExtrusionDocument15 pagesTALAT Lecture 2102.02: An Upper Casing For An Automobile Steering Column, Special Study: Impact ExtrusionCORE Materials100% (1)
- Electrodeposition of Coatings, Part V: Surface Defects: Oatings LinicDocument1 pageElectrodeposition of Coatings, Part V: Surface Defects: Oatings LinicMaddyPas encore d'évaluation
- Electroplating Processes and CoatingsDocument5 pagesElectroplating Processes and CoatingsSinar Cemaramas AbadiPas encore d'évaluation
- Bright Chrome HR 75Document12 pagesBright Chrome HR 75Ringga sonifaPas encore d'évaluation
- TALAT Lecture 5105: Surface Treatment of AluminiumDocument15 pagesTALAT Lecture 5105: Surface Treatment of AluminiumCORE MaterialsPas encore d'évaluation
- Anodize ProcessDocument42 pagesAnodize ProcessJigar GalaPas encore d'évaluation
- Lecture 16Document38 pagesLecture 16ThenarasumohanveluPas encore d'évaluation
- Chromium PlatingDocument66 pagesChromium PlatingManikandan SudharsanPas encore d'évaluation
- ANODIZING (Autosaved)Document17 pagesANODIZING (Autosaved)Sonu JajamPas encore d'évaluation
- Metal Finishing 2011Document708 pagesMetal Finishing 2011Sacit Asil100% (3)
- PCB Surface FinishDocument7 pagesPCB Surface FinishEulises QuinteroPas encore d'évaluation
- Tds Colsid ApdDocument6 pagesTds Colsid ApdMario PerezPas encore d'évaluation
- TALAT Lecture 1204: Precipitation HardeningDocument47 pagesTALAT Lecture 1204: Precipitation HardeningCORE MaterialsPas encore d'évaluation
- TALAT Lecture 1100.01: Introduction: Aluminium, A Light MetalDocument10 pagesTALAT Lecture 1100.01: Introduction: Aluminium, A Light MetalCORE MaterialsPas encore d'évaluation
- CED Coating Defect That Affect Your CarsDocument1 pageCED Coating Defect That Affect Your CarsOliver Reazon Ruelo100% (1)
- Electro-Cleaning Technical BriefDocument8 pagesElectro-Cleaning Technical BriefSutopoPas encore d'évaluation
- Semilux 100 Ds v05Document28 pagesSemilux 100 Ds v05Tran Manh VuPas encore d'évaluation
- DM Adapt Laser Sys Prod Tech Data PDFDocument28 pagesDM Adapt Laser Sys Prod Tech Data PDFInaamPas encore d'évaluation
- Preparation of Zinc Alloy Die Castings For ElectroplatingDocument4 pagesPreparation of Zinc Alloy Die Castings For ElectroplatingFrancisco BocanegraPas encore d'évaluation
- Tin Additive ElectroplatingDocument7 pagesTin Additive ElectroplatingIvan Ignacio Montecino Bacigalupo100% (1)
- Buffoli Booklet - USA PhoscoatingDocument138 pagesBuffoli Booklet - USA PhoscoatingMark GarrettPas encore d'évaluation
- The Hull Cell Guide to Better ElectroplatingDocument25 pagesThe Hull Cell Guide to Better ElectroplatingCarlos Alberto Soto Ramirez100% (2)
- Bsti Standard CatalogDocument288 pagesBsti Standard CatalogAziz Bin Josim0% (1)
- Melting Furnaces & Their WorkingDocument28 pagesMelting Furnaces & Their WorkingRUDRESHPas encore d'évaluation
- Specification For Surge Protection Device As Per is-IEC 62305 - Part4Document3 pagesSpecification For Surge Protection Device As Per is-IEC 62305 - Part4Sandeep SinghPas encore d'évaluation
- Iron Carbon Diagram of Steel PDFDocument6 pagesIron Carbon Diagram of Steel PDFshihabscb1971100% (1)
- 1.corrosion TheoryDocument77 pages1.corrosion Theoryamitvaze316100% (1)
- Hot Dip GalvanisingDocument15 pagesHot Dip Galvanisingzelda1022Pas encore d'évaluation
- Electroplating Anodizing Metal PDFDocument53 pagesElectroplating Anodizing Metal PDFCrystian Kobee EmpeynadoPas encore d'évaluation
- Hingley - PHD ThesisDocument233 pagesHingley - PHD ThesisCicero Gomes de SouzaPas encore d'évaluation
- Manual 8XX Titrando ENDocument38 pagesManual 8XX Titrando ENLê Duy ThăngPas encore d'évaluation
- Electroplating: Electroplating Is A General Name For Processes That Create A MetalDocument9 pagesElectroplating: Electroplating Is A General Name For Processes That Create A MetalLollllPas encore d'évaluation
- F - Introduction To Cathodic Protection - 2018Document75 pagesF - Introduction To Cathodic Protection - 2018Shakeel AhmedPas encore d'évaluation
- 07 - Chapter 1Document46 pages07 - Chapter 1jakinPas encore d'évaluation
- SWOT Analysis of AmulDocument7 pagesSWOT Analysis of AmulRENGANATHAN PPas encore d'évaluation
- The Caliphate FilesDocument7 pagesThe Caliphate FilesRENGANATHAN PPas encore d'évaluation
- The Mahabharata of 2019Document7 pagesThe Mahabharata of 2019RENGANATHAN PPas encore d'évaluation
- Chanakya's Management Lessons From Ancient India - Sanskriti - Indian CultureDocument4 pagesChanakya's Management Lessons From Ancient India - Sanskriti - Indian CultureRENGANATHAN PPas encore d'évaluation
- Physics - I PDFDocument179 pagesPhysics - I PDFRENGANATHAN PPas encore d'évaluation
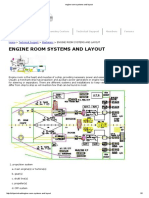
- Engine Room Systems and Layout PDFDocument3 pagesEngine Room Systems and Layout PDFRENGANATHAN P33% (3)
- 23 AuxiliaryMarineMachinery 000 PDFDocument55 pages23 AuxiliaryMarineMachinery 000 PDFLionel Richi100% (1)
- Marine Internal Combustion Diesel Egine I-SbrDocument232 pagesMarine Internal Combustion Diesel Egine I-SbrRENGANATHAN P100% (1)
- Engine Room Arrangement PDFDocument1 pageEngine Room Arrangement PDFRENGANATHAN PPas encore d'évaluation
- 6b Engine Rooms and Machinery Space Intertanko K Koo PDFDocument4 pages6b Engine Rooms and Machinery Space Intertanko K Koo PDFRENGANATHAN PPas encore d'évaluation
- Machinery EquipmentDocument2 pagesMachinery EquipmentFrano BokoPas encore d'évaluation
- Fire-Fighting Guidance Notes - E-Feb15Document161 pagesFire-Fighting Guidance Notes - E-Feb15Moe LattPas encore d'évaluation
- Voice and Accent Training MaterialDocument30 pagesVoice and Accent Training MaterialAnwar GaffPas encore d'évaluation
- ARM Microprocessor PracticeDocument1 pageARM Microprocessor PracticeRENGANATHAN PPas encore d'évaluation
- Academic Brochure 2016-17 PDFDocument52 pagesAcademic Brochure 2016-17 PDFRENGANATHAN P0% (1)
- Basel III For Global Banks: Third Time's The Charm?Document9 pagesBasel III For Global Banks: Third Time's The Charm?RENGANATHAN PPas encore d'évaluation
- Cet June 2016 Results Ug 8jun16 PDFDocument436 pagesCet June 2016 Results Ug 8jun16 PDFRENGANATHAN PPas encore d'évaluation
- What Hindus Must Do Series 3 Whmd-IiiDocument5 pagesWhat Hindus Must Do Series 3 Whmd-IiiNaliniPas encore d'évaluation
- Intact Stability Code msc-267-85 08Document94 pagesIntact Stability Code msc-267-85 08sugram100% (1)
- What Hindus Must DoDocument9 pagesWhat Hindus Must DoNaliniPas encore d'évaluation
- Kerala Government Holidays 2014Document5 pagesKerala Government Holidays 2014RENGANATHAN PPas encore d'évaluation
- What Hindus Must Do Series 2 WHMD IIDocument22 pagesWhat Hindus Must Do Series 2 WHMD IIRENGANATHAN PPas encore d'évaluation
- Optimum Nutrition For Vigour and Vitality: Your Food Shall Be Your Medicine. - HippocratesDocument22 pagesOptimum Nutrition For Vigour and Vitality: Your Food Shall Be Your Medicine. - HippocratesRENGANATHAN PPas encore d'évaluation
- Draft Regulations On Tech and Prof EduDocument28 pagesDraft Regulations On Tech and Prof EduRENGANATHAN PPas encore d'évaluation
- Lesson 1 - Master MindDocument0 pageLesson 1 - Master MindRENGANATHAN P100% (1)
- Basel III-ADocument12 pagesBasel III-ARENGANATHAN PPas encore d'évaluation
- Chip Formation and Tool LifeDocument37 pagesChip Formation and Tool LifeSquakx BescilPas encore d'évaluation
- BASEL2Document7 pagesBASEL2RENGANATHAN PPas encore d'évaluation
- White Paper Shipbuilding - EnglDocument19 pagesWhite Paper Shipbuilding - EnglRENGANATHAN PPas encore d'évaluation
- Basel I Is The Round of Deliberations by Central Bankers From Around TheDocument2 pagesBasel I Is The Round of Deliberations by Central Bankers From Around TheRENGANATHAN PPas encore d'évaluation
- Service Bulletin Trucks: Wiring Diagram User ManualDocument17 pagesService Bulletin Trucks: Wiring Diagram User ManualMoises ChoquePas encore d'évaluation
- TI - 20191218 - SG5000UD & SG5000UD-20 Series P-Q Diagram - V20 - ENDocument4 pagesTI - 20191218 - SG5000UD & SG5000UD-20 Series P-Q Diagram - V20 - ENSAEL SOLARPas encore d'évaluation
- TCL ProductCatalogueDocument24 pagesTCL ProductCatalogueSarah Shibu ThomasPas encore d'évaluation
- 3906 Qep Dec11Document88 pages3906 Qep Dec11ronfrendPas encore d'évaluation
- Especificaciones MAGNUM MMG55Document5 pagesEspecificaciones MAGNUM MMG55DAVNIALPas encore d'évaluation
- Mitsubishi Electric PLFY-P VBM-E Service Manual EngDocument44 pagesMitsubishi Electric PLFY-P VBM-E Service Manual Engengenharia proclimaPas encore d'évaluation
- Fabrication and Performance Analysis of Tesla TurbineDocument13 pagesFabrication and Performance Analysis of Tesla TurbineAmal ShajiPas encore d'évaluation
- Electrical Drive Advantages of Electrical DriveDocument4 pagesElectrical Drive Advantages of Electrical DriveSylesh SreehariPas encore d'évaluation
- Electrolysis of Aqeous SolutionDocument6 pagesElectrolysis of Aqeous Solutionanon_383714618Pas encore d'évaluation
- EN 25 - 2016 - TT-BCT - 339051 THÔNG TƯ 252016TT-BCT NGÀY 30112016 QUY ĐỊNH HỆ THỐNG ĐIỆN TRUYỀN TẢI DO BỘ TRƯỞNG BỘ CÔNG THƯƠNG BAN HÀNHDocument48 pagesEN 25 - 2016 - TT-BCT - 339051 THÔNG TƯ 252016TT-BCT NGÀY 30112016 QUY ĐỊNH HỆ THỐNG ĐIỆN TRUYỀN TẢI DO BỘ TRƯỞNG BỘ CÔNG THƯƠNG BAN HÀNHngomanhlinh2009Pas encore d'évaluation
- Aero Indoor and Weathertight Outdoor Air Handlers: Product DataDocument172 pagesAero Indoor and Weathertight Outdoor Air Handlers: Product DataANGEL MURILLOPas encore d'évaluation
- Risk and Asset Management of Transmission System in A Reformed Power SectorDocument6 pagesRisk and Asset Management of Transmission System in A Reformed Power SectorumairPas encore d'évaluation
- LPE Insulated and Armored Cable GuideDocument5 pagesLPE Insulated and Armored Cable GuideRaja ManiPas encore d'évaluation
- Zehnder - CSY - ComfoValve Luna - TES - SI - enDocument2 pagesZehnder - CSY - ComfoValve Luna - TES - SI - enDanielCPas encore d'évaluation
- 200A, 25 KV Class Loadbreak Bushing InsertDocument3 pages200A, 25 KV Class Loadbreak Bushing InsertPedroPas encore d'évaluation
- Failures of Cylinder Head Valves On G3500C and G3500E Generator Set Engines (1100, 1105, 1121)Document5 pagesFailures of Cylinder Head Valves On G3500C and G3500E Generator Set Engines (1100, 1105, 1121)Ahmed Nahrawy100% (1)
- Gissa Navira SevieDocument31 pagesGissa Navira SevieGissa SeviePas encore d'évaluation
- Labyrinth CompressorDocument5 pagesLabyrinth CompressorsandeshPas encore d'évaluation
- Kmem 2216 - Al2Document1 pageKmem 2216 - Al2Daniel WongPas encore d'évaluation
- ISO 8217 2017 Fuel Standard For Marine Distillate FuelsDocument2 pagesISO 8217 2017 Fuel Standard For Marine Distillate FuelsKithu john georgePas encore d'évaluation
- Indoor Air Quality in HospitalsDocument8 pagesIndoor Air Quality in HospitalsSamiYousifPas encore d'évaluation
- Data SheetDocument5 pagesData SheetLucas QuarchioniPas encore d'évaluation
- Cross Hole TestDocument13 pagesCross Hole TestLOVKESH SHIVANI 18210047Pas encore d'évaluation
- Energy Band Theory in SolidsDocument3 pagesEnergy Band Theory in Solidsashok pradhanPas encore d'évaluation
- Electrical, Electronic and Logic ComponentsDocument29 pagesElectrical, Electronic and Logic ComponentsJomer JuanPas encore d'évaluation
- HOLOPHANE Lighting Fundamentals HL 862Document24 pagesHOLOPHANE Lighting Fundamentals HL 862georgel1980Pas encore d'évaluation
- POWER Power June 2022 IntlDocument49 pagesPOWER Power June 2022 IntlNelson NavaPas encore d'évaluation
- PPN Transport FeeDocument6 pagesPPN Transport Feeabdul azizPas encore d'évaluation
- 6 FM CircuitsDocument33 pages6 FM CircuitsHitech Devices100% (1)