Vous aimerez peut-être aussi
- Industrial radiography A Complete Guide - 2019 EditionD'EverandIndustrial radiography A Complete Guide - 2019 EditionPas encore d'évaluation
- Documents - Tips - Cswip 322 Questions PDFDocument37 pagesDocuments - Tips - Cswip 322 Questions PDFJithuJohn83% (6)
- Sbtis Model Question Part 1Document48 pagesSbtis Model Question Part 1ganeshPas encore d'évaluation
- Exam Narative Cswip 3.2Document5 pagesExam Narative Cswip 3.2yuwantoniPas encore d'évaluation
- AWS Qualification Program: Dr. Eng. Hamed A. NagyDocument65 pagesAWS Qualification Program: Dr. Eng. Hamed A. Nagyislamaktham100% (3)
- CSWIP 3.2 LATEST WIS10-Mar-2011Document303 pagesCSWIP 3.2 LATEST WIS10-Mar-2011Mohamed Faris100% (8)
- Cswip 3.2 Senior Welding InspectionDocument1 pageCswip 3.2 Senior Welding Inspectionaajmsae*0% (1)
- Cswip Question and Answers: ResponsibilitiesDocument11 pagesCswip Question and Answers: Responsibilitiesfery0% (1)
- 3.2 TipsDocument6 pages3.2 Tipssamuel100% (2)
- 3.2.2 RI Sup. - Training Booklet 000521Document28 pages3.2.2 RI Sup. - Training Booklet 000521Mathew KurianPas encore d'évaluation
- 17 Multiple Choice Questions: No Answer GivenDocument5 pages17 Multiple Choice Questions: No Answer GivenAkram AlhaddadPas encore d'évaluation
- WISS CSWIP Technology Multiple Choice Exam 1 Version A 18 August 2014Document10 pagesWISS CSWIP Technology Multiple Choice Exam 1 Version A 18 August 2014rinhycraPas encore d'évaluation
- Cswip 3 - 2Document2 pagesCswip 3 - 2Nguyen Quang Hung100% (1)
- Cswip 3.2 Exam TipsDocument9 pagesCswip 3.2 Exam TipsmageshkumarPas encore d'évaluation
- 400 Q PDFDocument91 pages400 Q PDFAhmed FoudaPas encore d'évaluation
- Questions CswipDocument63 pagesQuestions CswipMohamed ElsayedPas encore d'évaluation
- Welding Inspection Questions WisDocument5 pagesWelding Inspection Questions WisBhavani PrasadPas encore d'évaluation
- Top 15 Mechanical Testing - Cswip 3.1 Course Questions and AnswersDocument5 pagesTop 15 Mechanical Testing - Cswip 3.1 Course Questions and AnswersJlkKumar67% (3)
- Twi Cswip 3.1 Set-4b - 1Document5 pagesTwi Cswip 3.1 Set-4b - 1miteshPas encore d'évaluation
- Technology Multiple Choice 3Document10 pagesTechnology Multiple Choice 3Alex KullehPas encore d'évaluation
- Api 510 QB G-IDocument30 pagesApi 510 QB G-IRanaweera AriyamanjulaPas encore d'évaluation
- CSWIP 3.2 ExamDocument1 pageCSWIP 3.2 Examasif712Pas encore d'évaluation
- Welding Inspection, Steels Multi - Choice Question Paper (MFY-007)Document7 pagesWelding Inspection, Steels Multi - Choice Question Paper (MFY-007)Moses_JakkalaPas encore d'évaluation
- In General, The MIG/MAG Mode of Transfer Best Suited For Welding Thick Sheet Is Spray TransferDocument4 pagesIn General, The MIG/MAG Mode of Transfer Best Suited For Welding Thick Sheet Is Spray TransferLe TuanPas encore d'évaluation
- Welding Inspection: Multi-Choice Questions Paper 1 Please Return This Paper UnmarkedDocument16 pagesWelding Inspection: Multi-Choice Questions Paper 1 Please Return This Paper UnmarkedRobert MichaelrajPas encore d'évaluation
- Cswip Multi Choice Questions With AnswersDocument19 pagesCswip Multi Choice Questions With AnswersNeel Mukherjee0% (1)
- Cswip3.2 Introduction ONLYDocument3 pagesCswip3.2 Introduction ONLYSathishkumar. KPas encore d'évaluation
- Questions Cswip 3.11.1Document11 pagesQuestions Cswip 3.11.1Ralph Laurence Parungao100% (1)
- Api 578-Mock 1 - KeyDocument28 pagesApi 578-Mock 1 - KeysheikmoinPas encore d'évaluation
- CSWIP 3.2 Answer For Msr-Wi-1 To 4Document1 pageCSWIP 3.2 Answer For Msr-Wi-1 To 4Moses_JakkalaPas encore d'évaluation
- Summary Note For CSWIP 3.1Document9 pagesSummary Note For CSWIP 3.1Muhamad ShakyreenPas encore d'évaluation
- Practical Exam Instructions: Canadian Welding BureauDocument4 pagesPractical Exam Instructions: Canadian Welding BureauRajesh KunaPas encore d'évaluation
- Sample CSWIP Questions 1571543456Document42 pagesSample CSWIP Questions 1571543456Evandro Silva50% (2)
- Cswip 3.1 QU MSR WI 4 05Document8 pagesCswip 3.1 QU MSR WI 4 05Luan Nguyen100% (3)
- CSWIP Set QuestionDocument13 pagesCSWIP Set QuestionMuhammad Hannan100% (2)
- Multi - Choice Question Paper (MSR-WI-1)Document8 pagesMulti - Choice Question Paper (MSR-WI-1)Karit Hawichit100% (1)
- Safe Practices For Welding Inspectors: 8/16/2018 AWS-CWI Seminar 1Document30 pagesSafe Practices For Welding Inspectors: 8/16/2018 AWS-CWI Seminar 1Ahmed Shaban KotbPas encore d'évaluation
- Asme Sec 5 QuestionsDocument13 pagesAsme Sec 5 Questionsanasseeksscribd100% (1)
- CSWIPDocument3 pagesCSWIPBox Empty100% (2)
- API 570 Practice Questions PDFDocument147 pagesAPI 570 Practice Questions PDFjasminnee100% (1)
- Model - 5Document26 pagesModel - 5PrabuPas encore d'évaluation
- CSWIP WIS 5 General Quiz: TWI Training & Examination ServicesDocument63 pagesCSWIP WIS 5 General Quiz: TWI Training & Examination Serviceshaoues23Pas encore d'évaluation
- Questions On Section IxDocument22 pagesQuestions On Section IxNasir JavedPas encore d'évaluation
- Cswip 3.1 (Welding Inspector) Multiple Choice QuestionsDocument18 pagesCswip 3.1 (Welding Inspector) Multiple Choice QuestionsRajkumar APas encore d'évaluation
- API 570 Model Questions-1 PDFDocument4 pagesAPI 570 Model Questions-1 PDFabdulgafoor54Pas encore d'évaluation
- Multiple Choice Question Answering by Meshael SultanDocument89 pagesMultiple Choice Question Answering by Meshael SultanMeshs100% (1)
- API 570 Practise Exam QuestionsDocument7 pagesAPI 570 Practise Exam Questionsjasmineamma100% (1)
- Cswip 3.2 Theory Paper Q&A: 1. Signing Off A ProductDocument40 pagesCswip 3.2 Theory Paper Q&A: 1. Signing Off A ProductMohsen Keramati100% (1)
- 03 & 04 Duties of SWI and QualityDocument59 pages03 & 04 Duties of SWI and Qualitynagu100% (1)
- The CIH-R7.0Document67 pagesThe CIH-R7.0Erwin MalmsteinPas encore d'évaluation
- AUDITING Final Exam PaperDocument3 pagesAUDITING Final Exam PaperSajid IqbalPas encore d'évaluation
- The Coating Inspectors HandbookR5Document67 pagesThe Coating Inspectors HandbookR5Kumararaja Konikki100% (2)
- General Pre-Qualification QuestionnaiDocument7 pagesGeneral Pre-Qualification QuestionnaisutanuprojectsPas encore d'évaluation
- AISC Shop InspectionDocument19 pagesAISC Shop InspectionkblaxtonPas encore d'évaluation
- Painting Measures and StandartsDocument69 pagesPainting Measures and StandartsNostalgy1981Pas encore d'évaluation
- Specimen Answers To Nebosh IgcDocument32 pagesSpecimen Answers To Nebosh IgcArchie Gh AnkrahPas encore d'évaluation
- The Coating Inspectors HandbookR3.1Document64 pagesThe Coating Inspectors HandbookR3.1Akhter Khan100% (11)
- Coating Inspector HandbookDocument62 pagesCoating Inspector HandbookGerontaki Gerontaki100% (4)
- PMT On The Web InfoDocument14 pagesPMT On The Web InfoRizkhi AldillaPas encore d'évaluation
- Basic NotesDocument347 pagesBasic NoteslynchconPas encore d'évaluation
- Hydrotest Procedure As Per ASME B 31.1 (Power Piping)Document10 pagesHydrotest Procedure As Per ASME B 31.1 (Power Piping)jayaarnav100% (3)
- Mechanical FitterDocument9 pagesMechanical Fitterjayaarnav0% (1)
- Mustapha FfsDocument21 pagesMustapha FfsjayaarnavPas encore d'évaluation
- Titanium Welding Trips and TricksDocument19 pagesTitanium Welding Trips and Tricksjayaarnav100% (2)
- En 473 Level 2 Preparatory Program Schedule For Oct 2013Document1 pageEn 473 Level 2 Preparatory Program Schedule For Oct 2013jayaarnavPas encore d'évaluation
- Steamfitter Pipefitter Practice ExamDocument9 pagesSteamfitter Pipefitter Practice ExamAbo Hasan Abade67% (3)
- Work Instruction On Tube ExpansionDocument40 pagesWork Instruction On Tube Expansionjayaarnav100% (1)
- Open Book For API 653Document10 pagesOpen Book For API 653jayaarnavPas encore d'évaluation
- NORSOK Z-006 - PreservationDocument20 pagesNORSOK Z-006 - Preservationjoaocavti100% (4)
- Approximate RT Calculation For API 650 TankDocument2 pagesApproximate RT Calculation For API 650 Tankjayaarnav100% (6)
- Calculation of PipeReinforcement ASMEB31.1Document3 pagesCalculation of PipeReinforcement ASMEB31.1jayaarnav100% (1)
- Api 575Document37 pagesApi 575Sakthi Pk100% (3)
- API 570 Question PDFDocument181 pagesAPI 570 Question PDFRamziAhmedPas encore d'évaluation
- Cswip 3.2 Notes 1Document42 pagesCswip 3.2 Notes 1Sisira Chandrasoma100% (7)
- Inspection HandbookDocument126 pagesInspection Handbooksteffy18295% (21)
- CWI SCWI Renewal PKG v1Document2 pagesCWI SCWI Renewal PKG v1jayaarnavPas encore d'évaluation
- RTDocument8 pagesRTjayaarnav33% (3)
- RTDocument16 pagesRTjayaarnavPas encore d'évaluation
- Interesting PicturesDocument2 pagesInteresting PicturesjayaarnavPas encore d'évaluation
- CWI SCWI Renewal PKG v1Document2 pagesCWI SCWI Renewal PKG v1jayaarnavPas encore d'évaluation
- Artikel 7Document8 pagesArtikel 7Andri PratamaPas encore d'évaluation
- Legend: Add Subject Remove Subject: Student Number Name of StudentDocument32 pagesLegend: Add Subject Remove Subject: Student Number Name of StudentJake ChesterphilPas encore d'évaluation
- Difference Between Forging and CastingDocument2 pagesDifference Between Forging and CastingMOHAMMAD ALIPas encore d'évaluation
- CE ESE-2015 Obj 2Document26 pagesCE ESE-2015 Obj 2rameshPas encore d'évaluation
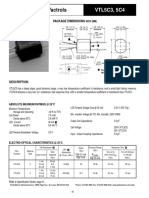
- Low Cost Axial Vactrols: VTL5C3, 5C4Document2 pagesLow Cost Axial Vactrols: VTL5C3, 5C4sillyPas encore d'évaluation
- Explicit Dynamics Chapter 6 Explicit MeshingDocument50 pagesExplicit Dynamics Chapter 6 Explicit MeshingAnonymous 0tqzNTWyy100% (4)
- MESCO News January 2016Document4 pagesMESCO News January 2016GoriZakirSalimPas encore d'évaluation
- Xdo XliffloaderDocument7 pagesXdo XliffloaderRenuka ChavanPas encore d'évaluation
- TemperaturaDocument2 pagesTemperaturakamalPas encore d'évaluation
- Chapter ThreeDocument29 pagesChapter ThreeAbel OmweriPas encore d'évaluation
- 5950 Part 1-1990Document120 pages5950 Part 1-1990José Miguel100% (1)
- Interactive CatalogDocument76 pagesInteractive CatalogahmedelhajPas encore d'évaluation
- ACI 308R-16 - Guide o External Curing - PreviewDocument6 pagesACI 308R-16 - Guide o External Curing - PreviewHaniAmin0% (4)
- How To Make AspirinDocument5 pagesHow To Make Aspirincb67Pas encore d'évaluation
- Repair ListDocument36 pagesRepair ListRizky SkrillexPas encore d'évaluation
- RT-161 A1 PDFDocument8 pagesRT-161 A1 PDFRaul Diaz100% (1)
- Installation Main Ten Ace Manual Grasso 10 PDFDocument60 pagesInstallation Main Ten Ace Manual Grasso 10 PDFAhmad HamedPas encore d'évaluation
- Project Management Dashboard TemplateDocument10 pagesProject Management Dashboard Templateindra prasetyaPas encore d'évaluation
- A Mini Unmanned Aerial Vehicle (Uav) : System Overview and Image AcquisitionDocument7 pagesA Mini Unmanned Aerial Vehicle (Uav) : System Overview and Image AcquisitionhougiePas encore d'évaluation
- Position - List - Tank 17 11 2023Document8 pagesPosition - List - Tank 17 11 2023simionalex1987Pas encore d'évaluation
- Air Compressor Anatomy 101Document20 pagesAir Compressor Anatomy 101Rahul ChandrawarPas encore d'évaluation
- Application of Theory of Constraints in Health SystemsDocument10 pagesApplication of Theory of Constraints in Health SystemszafarPas encore d'évaluation
- Safety PrecautionsDocument14 pagesSafety Precautionspavanramana100% (2)
- Sbi Clerk MainsDocument4 pagesSbi Clerk MainspurushothamPas encore d'évaluation
- General Sir John Kotelawala Defence University: Application For A Detailed Degree Certificate/TranscriptDocument3 pagesGeneral Sir John Kotelawala Defence University: Application For A Detailed Degree Certificate/TranscriptNatasha de SilvaPas encore d'évaluation
- Lanko 753 - TdsDocument1 pageLanko 753 - TdskalslingamPas encore d'évaluation
- Adaptive Antenna Systems: Widrow, E. GoodeDocument17 pagesAdaptive Antenna Systems: Widrow, E. GoodeKhal ZeratulPas encore d'évaluation
- Fund PoroDocument97 pagesFund PoroAgustín Ramos LópezPas encore d'évaluation
- HART Tech Short FormDocument9 pagesHART Tech Short FormJediael JuniorPas encore d'évaluation
- Introduction To Igor Programming PDFDocument33 pagesIntroduction To Igor Programming PDFpaulklyuyevPas encore d'évaluation