Vous aimerez peut-être aussi
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Tom-I Question Bank UpdatedDocument174 pagesTom-I Question Bank Updatedkiran_wakchaurePas encore d'évaluation
- Introduction To Kinematics of MachinesDocument16 pagesIntroduction To Kinematics of MachinesHarsha PrasadPas encore d'évaluation
- IRJET Manuscript TemplateDocument3 pagesIRJET Manuscript Templatekiran_wakchaurePas encore d'évaluation
- Fuzzy Logic and It's ApplicationsDocument21 pagesFuzzy Logic and It's Applicationskiran_wakchaurePas encore d'évaluation
- CFD Course: Sanjivani College of Engineering, KoparagaonDocument2 pagesCFD Course: Sanjivani College of Engineering, Koparagaonkiran_wakchaurePas encore d'évaluation
- Mechanical Stepless DrivesDocument7 pagesMechanical Stepless Driveskiran_wakchaure50% (2)
- Fea Tips Tricks Post ProcessinDocument12 pagesFea Tips Tricks Post Processinkiran_wakchaurePas encore d'évaluation
- Simulation of Slider Crank Mechanism Using Adams ViesDocument5 pagesSimulation of Slider Crank Mechanism Using Adams Vieskiran_wakchaurePas encore d'évaluation
- U030 enDocument28 pagesU030 enkiran_wakchaurePas encore d'évaluation
- Frudensteins EquationDocument9 pagesFrudensteins Equationkiran_wakchaurePas encore d'évaluation
- Young's Modulus (Modulus of Elasticity) - E - Ultimate Tensile Strength - S Yield Strength - SDocument6 pagesYoung's Modulus (Modulus of Elasticity) - E - Ultimate Tensile Strength - S Yield Strength - Skiran_wakchaurePas encore d'évaluation
- Metal Casting Process - 3Document11 pagesMetal Casting Process - 3kiran_wakchaurePas encore d'évaluation
- 03 Te Tom-IiDocument3 pages03 Te Tom-Iikiran_wakchaurePas encore d'évaluation
- AMD Prepainted GalvalumeDocument4 pagesAMD Prepainted Galvalumekiran_wakchaurePas encore d'évaluation
- 2D & 3D TrussDocument43 pages2D & 3D Trusskiran_wakchaurePas encore d'évaluation
- Prepared By: Prof K N Wakchaure: A Frame Which Supports The Cam and Guides The FollowerDocument11 pagesPrepared By: Prof K N Wakchaure: A Frame Which Supports The Cam and Guides The Followerkiran_wakchaurePas encore d'évaluation
- Ansys Commands and AcronymsDocument3 pagesAnsys Commands and Acronymskiran_wakchaurePas encore d'évaluation
- 16 Jaggery From SugarcaneDocument8 pages16 Jaggery From Sugarcanekiran_wakchaurePas encore d'évaluation
- Government Schemes: Jaggery Powder Plant ManufacturerDocument6 pagesGovernment Schemes: Jaggery Powder Plant Manufacturerkiran_wakchaurePas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Electrode Potentials and Fuel Cells TestDocument7 pagesElectrode Potentials and Fuel Cells Testpaulcampbell37Pas encore d'évaluation
- Chem 1206 - Chapt 1Document5 pagesChem 1206 - Chapt 1Djaimee Joyce NimesPas encore d'évaluation
- Volume: 04 Issue: 04 - Jul-Aug 2023Document13 pagesVolume: 04 Issue: 04 - Jul-Aug 2023Central Asian StudiesPas encore d'évaluation
- E1-Material Log 6Document5 pagesE1-Material Log 6stefenjohnPas encore d'évaluation
- 01 Static ElectricityDocument31 pages01 Static ElectricitySkyZz CSGOPas encore d'évaluation
- Characterization of Acetone-Solution Casting Film of PMMADocument3 pagesCharacterization of Acetone-Solution Casting Film of PMMASyiera MujibPas encore d'évaluation
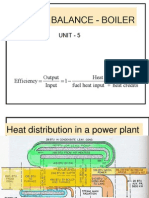
- Heat BalanceDocument18 pagesHeat Balancehafidhrahadiyan2Pas encore d'évaluation
- A380 Astm Pickling & PassivationDocument94 pagesA380 Astm Pickling & Passivationpurav_patel200792320% (1)
- Elastimold K650J3Document1 pageElastimold K650J3Eduardo FloresPas encore d'évaluation
- Sub Store File - 10-2010Document407 pagesSub Store File - 10-2010Rajat SharmaPas encore d'évaluation
- NEET 2023 Question Paper G1Document43 pagesNEET 2023 Question Paper G1nemoPas encore d'évaluation
- Screenshot 2023-12-02 at 7.14.09 PMDocument117 pagesScreenshot 2023-12-02 at 7.14.09 PMLy SokheuPas encore d'évaluation
- Adhimix Trial Mix DocumentationDocument92 pagesAdhimix Trial Mix Documentationyudha satriaPas encore d'évaluation
- ASTMD5338Document2 pagesASTMD5338rosita encaladaPas encore d'évaluation
- Journal Group #4Document13 pagesJournal Group #4Vincent A. Sunggayan-NiezPas encore d'évaluation
- Heat Transfer Equipment Design and Performance - Фенкойлы, Фанкойлы - Вентиляторные ДоводчикиDocument188 pagesHeat Transfer Equipment Design and Performance - Фенкойлы, Фанкойлы - Вентиляторные ДоводчикиINDRAJIT SAOPas encore d'évaluation
- DHP Product Information Sheet EXPAND O LIZER BSDocument2 pagesDHP Product Information Sheet EXPAND O LIZER BSyelena-sPas encore d'évaluation
- D5454 Standard Test Method For Water Vapor Content of Gaseous Fuels Using Electronic Moisture Analyzers 2011 PDFDocument3 pagesD5454 Standard Test Method For Water Vapor Content of Gaseous Fuels Using Electronic Moisture Analyzers 2011 PDFFisco IldraPas encore d'évaluation
- Preparation of Glyptal Resin: Chemical Engineering DepartmentDocument2 pagesPreparation of Glyptal Resin: Chemical Engineering DepartmentnithansaPas encore d'évaluation
- Seperation Techniques PDFDocument232 pagesSeperation Techniques PDFAmitranjan KarPas encore d'évaluation
- ENGIN - Heat Treatment For Stronger Aerospace GearsDocument15 pagesENGIN - Heat Treatment For Stronger Aerospace GearsGG_04100% (1)
- CHM 3201 - Lab #1 The Prep. of Copper 1 Chloride WRDocument12 pagesCHM 3201 - Lab #1 The Prep. of Copper 1 Chloride WRRaja GokhulPas encore d'évaluation
- Composite Vs Amalgam PowerpointDocument17 pagesComposite Vs Amalgam Powerpointapi-322463366100% (1)
- Billet DefectsDocument56 pagesBillet Defectsziad90% (10)
- POM Delrin 100Document5 pagesPOM Delrin 100countzeroaslPas encore d'évaluation
- The Impact of The Improper Waste DisposalDocument33 pagesThe Impact of The Improper Waste DisposalRi TalzPas encore d'évaluation
- MAT E 202 W18 Syllabus v2Document12 pagesMAT E 202 W18 Syllabus v2TahirPas encore d'évaluation
- Colored Urban Furniture IterchimicaDocument11 pagesColored Urban Furniture IterchimicaTarta Ciprian RaresPas encore d'évaluation
- Astm C1446Document4 pagesAstm C1446deivisbtsPas encore d'évaluation
- MSFC Proc 3687 Revd FinalDocument26 pagesMSFC Proc 3687 Revd FinalDuongthithuydungPas encore d'évaluation