Vous aimerez peut-être aussi
- The Incremental DevelopmentDocument217 pagesThe Incremental Developmentroohollah13Pas encore d'évaluation
- Servo Magazine Octorber2006Document92 pagesServo Magazine Octorber2006roohollah13100% (1)
- Anodizing Basics: Mechanical & Chemical Surface TreatmentsDocument4 pagesAnodizing Basics: Mechanical & Chemical Surface TreatmentsSporkx100% (1)
- VB Hardware EngDocument75 pagesVB Hardware EngLê Duy MinhPas encore d'évaluation
- BRMC400 AnoPurDocument8 pagesBRMC400 AnoPurroohollah13Pas encore d'évaluation
- Aluminum Anodizing: A Guide to the Electrochemical Process and its BenefitsDocument21 pagesAluminum Anodizing: A Guide to the Electrochemical Process and its Benefitsroohollah13Pas encore d'évaluation
- APU Aluminum 0411Document8 pagesAPU Aluminum 0411roohollah13Pas encore d'évaluation
- Teoria SurgeDocument13 pagesTeoria Surgeparthapaul2000Pas encore d'évaluation
- Core LossDocument7 pagesCore Lossroohollah13Pas encore d'évaluation
- Coil Testing in MFGDocument12 pagesCoil Testing in MFGroohollah13Pas encore d'évaluation
- Economical Chemical RecoveryDocument5 pagesEconomical Chemical Recoveryroohollah13Pas encore d'évaluation
- Fundamentals of Magnetics DesignDocument119 pagesFundamentals of Magnetics DesignvinayvpalekarPas encore d'évaluation
- Fundamentals Electrical NoiseDocument50 pagesFundamentals Electrical Noiseroohollah13Pas encore d'évaluation
- Viscosity of PolymersDocument12 pagesViscosity of PolymerssevanthPas encore d'évaluation
- Solving EMI with FerritesDocument40 pagesSolving EMI with Ferritesroohollah13Pas encore d'évaluation
- ElcometerDocument6 pagesElcometerroohollah13Pas encore d'évaluation
- Polyamid GF EffectDocument12 pagesPolyamid GF Effectroohollah13Pas encore d'évaluation
- PpsDocument1 pagePpsroohollah13Pas encore d'évaluation
- Technical Service Memorandum: Abrasion Resistant Steels and Surface Treatments For Extending Tool LifeDocument4 pagesTechnical Service Memorandum: Abrasion Resistant Steels and Surface Treatments For Extending Tool Liferoohollah13Pas encore d'évaluation
- Pps TypesDocument2 pagesPps Typesroohollah13Pas encore d'évaluation
- Coating Thickness TesterDocument2 pagesCoating Thickness Testerroohollah13Pas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Pub - Principles of Molecular NeurosurgeryDocument676 pagesPub - Principles of Molecular NeurosurgerymarrenixPas encore d'évaluation
- Philcare Doctors - Mindanao - 2013Document346 pagesPhilcare Doctors - Mindanao - 2013Irish BalabaPas encore d'évaluation
- Bahasa Inggris Kelas 3Document4 pagesBahasa Inggris Kelas 3Dhista PutriPas encore d'évaluation
- TOCSIN 750 - Datasheet NEWDocument7 pagesTOCSIN 750 - Datasheet NEWabcd8482Pas encore d'évaluation
- Jak1 Aur El DWG A 0 9033 (D)Document1 pageJak1 Aur El DWG A 0 9033 (D)Budi HahnPas encore d'évaluation
- The Heart's Chambers and ValvesDocument29 pagesThe Heart's Chambers and ValvesomarPas encore d'évaluation
- Fairy Tales and Psychological Life Patterns Transactional AnalysisDocument9 pagesFairy Tales and Psychological Life Patterns Transactional Analysissaas100% (1)
- Inquiry Project Process ChartDocument5 pagesInquiry Project Process Chartapi-260189193Pas encore d'évaluation
- TEACHING PROFESSION MIDTERM EXAMINATIONDocument7 pagesTEACHING PROFESSION MIDTERM EXAMINATIONRonibe B MalinginPas encore d'évaluation
- V Smilnak Supervisor Rec LetterDocument1 pageV Smilnak Supervisor Rec Letterapi-639559545Pas encore d'évaluation
- Chapter 20Document11 pagesChapter 20narasimhaPas encore d'évaluation
- Aqa Chem4 QP Jun12Document24 pagesAqa Chem4 QP Jun12Adnan ChowdhuryPas encore d'évaluation
- English 8Document8 pagesEnglish 8John Philip PatuñganPas encore d'évaluation
- Synergistic Antibacterial Activity of Amoxicillin and Bakhaw (Rhizophora Mucronata) Bark Crude Methanolic and Aqueous Extracts Against Staphylococcus Aureus andDocument22 pagesSynergistic Antibacterial Activity of Amoxicillin and Bakhaw (Rhizophora Mucronata) Bark Crude Methanolic and Aqueous Extracts Against Staphylococcus Aureus andGenessa Agustin BuenafePas encore d'évaluation
- NABARD Officers 2008Document36 pagesNABARD Officers 2008Indianhoshi HoshiPas encore d'évaluation
- Venn Diagrams and Conditional Probability LESSONDocument2 pagesVenn Diagrams and Conditional Probability LESSONDanial HumanyunPas encore d'évaluation
- Ghastly Ghosts by Gina D. B. ClemenDocument15 pagesGhastly Ghosts by Gina D. B. ClemenДавид ПустельникPas encore d'évaluation
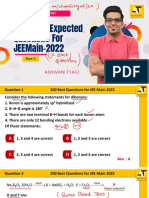
- 200 Best Questions (P-Block Elements)Document31 pages200 Best Questions (P-Block Elements)Tanishq KumarPas encore d'évaluation
- Six Major Schools of Thought in PsychologyDocument2 pagesSix Major Schools of Thought in PsychologyAnonymous 4qEPpyx100% (1)
- CVD - Deployment Guide For Cisco HyperFlex 2.5 For Virtual Server InfrastructureDocument234 pagesCVD - Deployment Guide For Cisco HyperFlex 2.5 For Virtual Server Infrastructurekinan_kazuki104100% (1)
- Rulebook- Trilegal's 3rd NALSAR-CCI Antitrust Moot Court Competition 2024Document19 pagesRulebook- Trilegal's 3rd NALSAR-CCI Antitrust Moot Court Competition 2024ks064655Pas encore d'évaluation
- Experimental Investigation of The Stress-Stretch Behavior of EPDM Rubber With Loading Rate EffectsDocument20 pagesExperimental Investigation of The Stress-Stretch Behavior of EPDM Rubber With Loading Rate EffectsPaulo Venicio Alves VieiraPas encore d'évaluation
- Sayantrik Engineers Profile & CapabilitiesDocument32 pagesSayantrik Engineers Profile & CapabilitiesAbhishek GuptaPas encore d'évaluation
- Humentum Finance Health Check 2022Document13 pagesHumentum Finance Health Check 2022Emmanuel LompoPas encore d'évaluation
- Thesis of ProcessDocument184 pagesThesis of Processrohan satwaraPas encore d'évaluation
- 713g16 - Parts & Schematics ManualDocument58 pages713g16 - Parts & Schematics ManualВячеслав РубцовPas encore d'évaluation
- MSE Reflection on Mental Status ExamDocument9 pagesMSE Reflection on Mental Status Examkuro hanabusaPas encore d'évaluation
- First Grade Verb Worksheet Blanks2Document1 pageFirst Grade Verb Worksheet Blanks2Corina LupsaPas encore d'évaluation
- Research Paper About Wattpad AddictionDocument8 pagesResearch Paper About Wattpad Addictionwhhibqwgf100% (1)
- Drop BoxDocument77 pagesDrop BoxBetty Elizabeth Moreno CarrascoPas encore d'évaluation