Vous aimerez peut-être aussi
- Papel Pintado Madera Clara InspDocument1 pagePapel Pintado Madera Clara InspAngie BelmontePas encore d'évaluation
- Tema 57 - Pags.2 - 16Document15 pagesTema 57 - Pags.2 - 16Angie BelmontePas encore d'évaluation
- TANQUE 1000 m3 20EGB10 BB004: NotesDocument1 pageTANQUE 1000 m3 20EGB10 BB004: NotesAngie BelmontePas encore d'évaluation
- A Atm: NotesDocument1 pageA Atm: NotesAngie BelmontePas encore d'évaluation
- 20EGB10 BB001 TANQUE 1000 m3: NotesDocument1 page20EGB10 BB001 TANQUE 1000 m3: NotesAngie BelmontePas encore d'évaluation
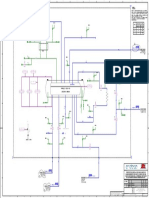
- P&ID preliminar de sistema de ventilación de tanquesDocument1 pageP&ID preliminar de sistema de ventilación de tanquesAngie BelmontePas encore d'évaluation
- ED1593091464 - 092 - 429 - I - M - 20040 - Ed - 01 Tanque 80 m3Document29 pagesED1593091464 - 092 - 429 - I - M - 20040 - Ed - 01 Tanque 80 m3Angie BelmontePas encore d'évaluation
- 1209 CI Colaboraciones en TermosolarDocument27 pages1209 CI Colaboraciones en TermosolarAngie BelmontePas encore d'évaluation
- Manual Az 8716Document3 pagesManual Az 8716Angie BelmontePas encore d'évaluation
- TZDocument8 pagesTZAngie BelmontePas encore d'évaluation
- Profilo Histórico 12075 R01Document46 pagesProfilo Histórico 12075 R01Angie BelmontePas encore d'évaluation
- Manual To IndustriaDocument182 pagesManual To IndustriaEugenio FerrerPas encore d'évaluation
- Adn Humano Origen No TerrestreDocument7 pagesAdn Humano Origen No TerrestreshotisPas encore d'évaluation
- Segunda Semana - Teoria Del Estado de La Sesion 3 y 4 2023-1Document36 pagesSegunda Semana - Teoria Del Estado de La Sesion 3 y 4 2023-1Rafael TorresPas encore d'évaluation
- Arroz Con PatoDocument3 pagesArroz Con PatoRafael Cabrera CuadrosPas encore d'évaluation
- Manual de Organizacion CESPT PDFDocument213 pagesManual de Organizacion CESPT PDFJesus DomPas encore d'évaluation
- Presentación 1Document5 pagesPresentación 1Abimael Mao Sanchez VerdePas encore d'évaluation
- Procedimiento de Instalacion de Banco de DuctosDocument5 pagesProcedimiento de Instalacion de Banco de DuctosKarla V. G. CastroPas encore d'évaluation
- TAREA-2 Historia de La Ingeniería CivilDocument13 pagesTAREA-2 Historia de La Ingeniería CivilMICHELLE ISABEL TORRES LOPEZPas encore d'évaluation
- APPSHEETDocument15 pagesAPPSHEETJose P.Pas encore d'évaluation
- Copia de Bioprocesos Informe N 1Document15 pagesCopia de Bioprocesos Informe N 1Bontá Barros NicolásPas encore d'évaluation
- Planificación Talento Humano 3eroDocument7 pagesPlanificación Talento Humano 3eroFranklin Willian Freire GalloPas encore d'évaluation
- COMPROMISOS - Fortalezas y debilidadesACOMPAÑAMIENTOY MONITOREODocument3 pagesCOMPROMISOS - Fortalezas y debilidadesACOMPAÑAMIENTOY MONITOREOAna Maria Canales MesonesPas encore d'évaluation
- Res. Sunafil 039-2016Document1 pageRes. Sunafil 039-2016Marlene SanchezPas encore d'évaluation
- Fase 1. Indentificacion Del Problema - Diana - CalvoDocument16 pagesFase 1. Indentificacion Del Problema - Diana - Calvodiana marcela calvo gonzalezPas encore d'évaluation
- Fabricación queso frescoDocument3 pagesFabricación queso frescoJennifer SerratoPas encore d'évaluation
- Combustible Alternativo en Base A Residuos Solidos para La Industria Cementera BolivianaDocument161 pagesCombustible Alternativo en Base A Residuos Solidos para La Industria Cementera BolivianaLUISFERNANDONINA100% (1)
- Resultados Clínicos de Estructuras Individuales Dioxido de Zirconio para Coronas ImplantariaDocument7 pagesResultados Clínicos de Estructuras Individuales Dioxido de Zirconio para Coronas ImplantariaCarloncho MandujanoPas encore d'évaluation
- Clavijo Jave Camilo ComplianceDocument228 pagesClavijo Jave Camilo Compliancearturodl2011100% (1)
- Separata #05 Fundentes Combustibles SiderurgicoDocument12 pagesSeparata #05 Fundentes Combustibles SiderurgicoJesus Noel Mendoza VenturaPas encore d'évaluation
- Examen Final Lengua Castellana Primer PeriodoDocument10 pagesExamen Final Lengua Castellana Primer Periododaniela vasquezPas encore d'évaluation
- Ventajas y desventajas de PowerPointDocument5 pagesVentajas y desventajas de PowerPointPaula Andrea QuinteroPas encore d'évaluation
- Entregable 2 Algebra LinealDocument7 pagesEntregable 2 Algebra LinealErik MillánPas encore d'évaluation
- Historia de la administraciónDocument13 pagesHistoria de la administraciónanimena100% (1)
- Anexo1 M2 S1Document1 pageAnexo1 M2 S1Rubén ZavalaPas encore d'évaluation
- Prueba Historia Del Una Gaviota y Del Gato Que Le Enseño A Volarn Con RespuestasDocument5 pagesPrueba Historia Del Una Gaviota y Del Gato Que Le Enseño A Volarn Con RespuestasClaudia EcheverriaPas encore d'évaluation
- Ui Unidad3 BarriosDocument6 pagesUi Unidad3 Barriosmargarita ibarra ramirezPas encore d'évaluation
- Catálogo Bacheo Puntual de IncidenciasDocument9 pagesCatálogo Bacheo Puntual de IncidenciasEloisa Centeno VillaPas encore d'évaluation
- Tarea 2. Unidad IIDocument6 pagesTarea 2. Unidad IIErika100% (1)
- Pratica N°6Document12 pagesPratica N°6Briggith NolascoPas encore d'évaluation
- Comunicación Ii - 2 GradoDocument11 pagesComunicación Ii - 2 GradoAriana Cusquisivan RengifoPas encore d'évaluation
- Contaminación Ambiental Ocasionado Por CESUR en El Disrito de CaracotoDocument2 pagesContaminación Ambiental Ocasionado Por CESUR en El Disrito de CaracotoEdward YucraPas encore d'évaluation