Vous aimerez peut-être aussi
- Technical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionD'EverandTechnical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionPas encore d'évaluation
- Pressure Vacuum Vent Cap Test ProcedureDocument3 pagesPressure Vacuum Vent Cap Test ProcedureDadang Ibnu SetyawanPas encore d'évaluation
- Anchor Flange Design and ManufactureDocument4 pagesAnchor Flange Design and ManufactureHector MejiaPas encore d'évaluation
- Pressure Vessel Inspection PDF FreeDocument44 pagesPressure Vessel Inspection PDF FreemabroukPas encore d'évaluation
- Series 5000 Globe Valve: Pressure Class ASME 150 - 2500 / DIN PN 10 - 400Document12 pagesSeries 5000 Globe Valve: Pressure Class ASME 150 - 2500 / DIN PN 10 - 400Gopinath GunasekaranPas encore d'évaluation
- Boiler Tube Thickness ProcedureDocument19 pagesBoiler Tube Thickness Procedureamol1321100% (3)
- Static and Dynamic Balancing of Rigid RotorsDocument20 pagesStatic and Dynamic Balancing of Rigid RotorsTeng Soon Chye100% (1)
- Compression Packing Selection Guide: Sealing Products For IndustryDocument13 pagesCompression Packing Selection Guide: Sealing Products For IndustryAdverPas encore d'évaluation
- Floating Flange Rubber Expansion Joints: Series 980Document8 pagesFloating Flange Rubber Expansion Joints: Series 980Roland Bon IntudPas encore d'évaluation
- Furmanite Leak and Safety Valve Onsite Services PDFDocument11 pagesFurmanite Leak and Safety Valve Onsite Services PDFJessica ButlerPas encore d'évaluation
- Nord Lock Washers InfoDocument8 pagesNord Lock Washers InfoMaclean ArthurPas encore d'évaluation
- Manual Torque WrenchDocument2 pagesManual Torque WrenchVipul ShahPas encore d'évaluation
- A Guide To The ANSI Z358.1-2009 StandardDocument3 pagesA Guide To The ANSI Z358.1-2009 Standardwatson123Pas encore d'évaluation
- TD42 Thermodynamic Steam Trap-Installation Maintenance Manual PDFDocument12 pagesTD42 Thermodynamic Steam Trap-Installation Maintenance Manual PDFAnonymous FZs3yBHh7Pas encore d'évaluation
- Butterfly Valve Info PDFDocument14 pagesButterfly Valve Info PDFCS100% (1)
- How to select gland packing cross sectionDocument2 pagesHow to select gland packing cross sectionPramod Kumar GiriPas encore d'évaluation
- What marks are shown on the head of a boltDocument3 pagesWhat marks are shown on the head of a bolttanujaayerPas encore d'évaluation
- Knife Gate Valve Testing ProceduresDocument2 pagesKnife Gate Valve Testing ProceduresmehtahemalPas encore d'évaluation
- Vortex Gasket PDFDocument13 pagesVortex Gasket PDFmansurudinPas encore d'évaluation
- Forged Valves - Operation & Maintenance ManualDocument16 pagesForged Valves - Operation & Maintenance ManualKoolkrayzeh KLPas encore d'évaluation
- Rupture Disk SpecificationDocument3 pagesRupture Disk Specificationmicroco4Pas encore d'évaluation
- MSS SP 6Document6 pagesMSS SP 6d1a9v8i3d100% (1)
- F10ca004-Gb 0597Document8 pagesF10ca004-Gb 0597gabyorPas encore d'évaluation
- Low Temperature and Cryogenic Ball ValvesDocument4 pagesLow Temperature and Cryogenic Ball Valves윤병택100% (1)
- Swagelok High Pressure FittingsDocument8 pagesSwagelok High Pressure FittingsSyahirul AlimPas encore d'évaluation
- Anti Blow Out StemDocument48 pagesAnti Blow Out StemimthiyazmuhammedPas encore d'évaluation
- Spiral Wound GasketsDocument7 pagesSpiral Wound GasketsYap HSPas encore d'évaluation
- Chapter IX Expansion Joints TrainingDocument29 pagesChapter IX Expansion Joints Trainingvarma101100% (1)
- 14.a. Vendor Data Valve - Operation and Maintenance InstructionDocument128 pages14.a. Vendor Data Valve - Operation and Maintenance InstructionArieTonang100% (1)
- Catalog PACKINGDocument24 pagesCatalog PACKINGAnton FransiscusPas encore d'évaluation
- Boiler Hydrostatic TestingDocument2 pagesBoiler Hydrostatic Testingbonginkosi mathunjwaPas encore d'évaluation
- Heat Exchanger BasicsDocument59 pagesHeat Exchanger BasicsPassionPas encore d'évaluation
- Instruction Manual Enardo 2000 2500 Series Emergency Pressure Relief Vents North America Only en 122600 3Document8 pagesInstruction Manual Enardo 2000 2500 Series Emergency Pressure Relief Vents North America Only en 122600 3Ramon GarciaPas encore d'évaluation
- Catalogo Kunkle ValveDocument32 pagesCatalogo Kunkle ValveKelvyn RochaPas encore d'évaluation
- E25NAFLON Expansion BellowsDocument22 pagesE25NAFLON Expansion BellowsRezza Octova GochirPas encore d'évaluation
- Astm F 1545Document8 pagesAstm F 1545Ivan Alaniz100% (2)
- Valvulas PDFDocument32 pagesValvulas PDFMilena Lemus FonsecaPas encore d'évaluation
- The A To Z of Valve MaterialsDocument4 pagesThe A To Z of Valve Materialscool47guy09Pas encore d'évaluation
- DME - Expansion Joint - Catalog PDFDocument19 pagesDME - Expansion Joint - Catalog PDFsammar_10Pas encore d'évaluation
- ASTM D2992-06 Standard Practice For Obtaining Hydrostatic Pressure Design Basis For Fiberglass Pipe & FittingsDocument11 pagesASTM D2992-06 Standard Practice For Obtaining Hydrostatic Pressure Design Basis For Fiberglass Pipe & FittingsKlich77Pas encore d'évaluation
- Piston ValveDocument28 pagesPiston ValveDamien BouticourtPas encore d'évaluation
- OPERATING & SERVICE MANUAL AZ-1-107-NL SERIES PUMPDocument16 pagesOPERATING & SERVICE MANUAL AZ-1-107-NL SERIES PUMPREZA ASGARIPas encore d'évaluation
- Withdrawn NACE Technical ReportsDocument11 pagesWithdrawn NACE Technical ReportspabloPas encore d'évaluation
- Practical Advice On Expansion Joints by Greg PerkinsDocument1 pagePractical Advice On Expansion Joints by Greg Perkinsnaruto256Pas encore d'évaluation
- Cold Springing (Cold Pull) In Piping SystemsDocument5 pagesCold Springing (Cold Pull) In Piping SystemsiaftPas encore d'évaluation
- StrainersDocument88 pagesStrainersRoccinantePas encore d'évaluation
- Garlock Metal - Gaskets TorqueDocument48 pagesGarlock Metal - Gaskets TorqueakenathorPas encore d'évaluation
- Is Thicker Gasket Material Better Than ThinnerDocument2 pagesIs Thicker Gasket Material Better Than ThinnerSteven LiparotoPas encore d'évaluation
- Spiral Wound GasketsDocument3 pagesSpiral Wound GasketsHarish GundaPas encore d'évaluation
- 650-680 Rev 4 - Hydrostatic Test ExemptionsDocument3 pages650-680 Rev 4 - Hydrostatic Test ExemptionsAnonymous 6S9tcbhPas encore d'évaluation
- Definition and Details of Flanges - Types of FlangesDocument11 pagesDefinition and Details of Flanges - Types of FlangesSUKANTA DALAIPas encore d'évaluation
- Introduction To Valves - Only The Basics - Valves Are Mechanical Devices That Controls The Flow and Pressure Within A System or ProcessDocument6 pagesIntroduction To Valves - Only The Basics - Valves Are Mechanical Devices That Controls The Flow and Pressure Within A System or Processamit100% (1)
- Smith Gasket BrochureDocument29 pagesSmith Gasket BrochureJeesan MathewPas encore d'évaluation
- Valve Material ApplicationDocument16 pagesValve Material Applicationswapneel_kulkarniPas encore d'évaluation
- Specification For Alloy-Steel and Stainless Steel Bolting Materials For High-Temperature ServiceDocument18 pagesSpecification For Alloy-Steel and Stainless Steel Bolting Materials For High-Temperature ServiceSofiaJabadanEspulgarPas encore d'évaluation
- Awwa d103 PotableDocument9 pagesAwwa d103 PotableAnonymous UArnIExPas encore d'évaluation
- Breather Valves2Document12 pagesBreather Valves2prashant_dc_in100% (1)
- ASME Code and Rupture Discs Requirements-FikeDocument4 pagesASME Code and Rupture Discs Requirements-FikeMaha Wasif Khan100% (1)
- Water Hammer in Steam LinesDocument5 pagesWater Hammer in Steam LinesVijaita Vikas GandhiPas encore d'évaluation
- Suggested Methods and Guidelines For Torquing and Bolting Flange JointsDocument4 pagesSuggested Methods and Guidelines For Torquing and Bolting Flange JointsVivekananth AshokanPas encore d'évaluation
- ETL Pressure Relief Valves Datasheet PDFDocument6 pagesETL Pressure Relief Valves Datasheet PDFNanasaheb PatilPas encore d'évaluation
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryD'EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryPas encore d'évaluation
- Company BrochureDocument32 pagesCompany Brochureamol1321Pas encore d'évaluation
- Tender Details: Company Name: MSPGCL Unit Name: Project Khaperkheda (Kpkd-500X1)Document74 pagesTender Details: Company Name: MSPGCL Unit Name: Project Khaperkheda (Kpkd-500X1)amol1321Pas encore d'évaluation
- Technical Data Sheet - Steel Cord FR GradeDocument2 pagesTechnical Data Sheet - Steel Cord FR Gradeamol1321Pas encore d'évaluation
- Hardness Testing Methods GuideDocument33 pagesHardness Testing Methods Guideamol1321Pas encore d'évaluation
- IBR Amendmnet - 2015Document50 pagesIBR Amendmnet - 2015amol1321Pas encore d'évaluation
- Seamless Tubes and Pipes For Power Plants OKDocument7 pagesSeamless Tubes and Pipes For Power Plants OKJason BrownPas encore d'évaluation
- Filter Testing PDFDocument23 pagesFilter Testing PDFamol1321Pas encore d'évaluation
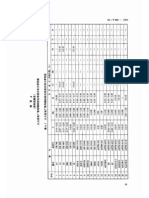
- Table01 PDFDocument1 pageTable01 PDFamol1321Pas encore d'évaluation
- Ibr - April 2000Document320 pagesIbr - April 2000sujitsaha1Pas encore d'évaluation
- BHEL ASh Handling Equp QA RequiremntDocument27 pagesBHEL ASh Handling Equp QA Requiremntamol1321100% (2)
- 15 Ni Cu Mo NB 5Document14 pages15 Ni Cu Mo NB 5bejaouiabdelhamidPas encore d'évaluation
- Chemical Properties of Chinease MaterialDocument17 pagesChemical Properties of Chinease Materialamol1321Pas encore d'évaluation
- 15 Ni Cu Mo NB 5Document14 pages15 Ni Cu Mo NB 5bejaouiabdelhamidPas encore d'évaluation
- 478application of ESP and Fabric Filter in Power Plants in ChinaDocument5 pages478application of ESP and Fabric Filter in Power Plants in Chinaamol1321Pas encore d'évaluation
- Food and ThoughtDocument77 pagesFood and ThoughtMrudula V.100% (18)
- Aluminum PropertiesDocument15 pagesAluminum PropertiesAmit PatelPas encore d'évaluation
- Mo in Stainless Steels WeldsDocument12 pagesMo in Stainless Steels WeldsElias KapaPas encore d'évaluation
- RT Practical ExperianceDocument25 pagesRT Practical Experianceamol1321100% (2)
- Api Ut 2Document14 pagesApi Ut 2amol1321Pas encore d'évaluation
- Viewing and Interpretation of RadiographsDocument30 pagesViewing and Interpretation of RadiographsNatrajiPas encore d'évaluation
- Radiography Examination ProcedureDocument49 pagesRadiography Examination Procedureamol1321100% (2)
- Radiography in Modern IndustryDocument212 pagesRadiography in Modern IndustryMohammed Abdul Sayeed50% (2)
- API-UT-1 REV. 1: Ultrasonic Examination of Ferritic Welds ProcedureDocument6 pagesAPI-UT-1 REV. 1: Ultrasonic Examination of Ferritic Welds ProcedureRicardo Andres Santamaria Torres100% (1)
- Basic Calculations Piping System Design PDFDocument14 pagesBasic Calculations Piping System Design PDFjeff_shawPas encore d'évaluation
- Api Ut 2Document14 pagesApi Ut 2amol1321Pas encore d'évaluation
- Is 3832Document7 pagesIs 3832amol1321Pas encore d'évaluation
- Is 3832Document7 pagesIs 3832amol1321Pas encore d'évaluation
- TERAO Presentation August 2022Document48 pagesTERAO Presentation August 2022LuatNguyenPas encore d'évaluation
- Microcontroller-Based Power Monitoring for COE RoomsDocument8 pagesMicrocontroller-Based Power Monitoring for COE Roomskenneth_molenilla1475Pas encore d'évaluation
- Overhead Phil MC KeownDocument30 pagesOverhead Phil MC KeownAditya AolePas encore d'évaluation
- Introduction To The OpenDSSDocument4 pagesIntroduction To The OpenDSSanoopeluvathingal100Pas encore d'évaluation
- Comprehensive Elevator ManualDocument23 pagesComprehensive Elevator ManualIlham fitriansyahPas encore d'évaluation
- IPM 200 Series: Internal Permanent Magnet MotorsDocument7 pagesIPM 200 Series: Internal Permanent Magnet MotorsLuu JosPas encore d'évaluation
- Aviation Tinning and SolderingDocument16 pagesAviation Tinning and SolderingRebecca RiversPas encore d'évaluation
- WCR For Canon Motor Relay FailureDocument1 pageWCR For Canon Motor Relay FailureIqmal WahabPas encore d'évaluation
- Photovoltaic Silicon Wafer - SUMCO CORPORATIONDocument21 pagesPhotovoltaic Silicon Wafer - SUMCO CORPORATIONlawrence_yuen_3Pas encore d'évaluation
- Seller'S Disclosure and Condition of Property Addendum (Residential)Document8 pagesSeller'S Disclosure and Condition of Property Addendum (Residential)Barbara BishopPas encore d'évaluation
- Distillation and Vapor Pressure Test of Gasoline Fuel: Fuels TestedDocument3 pagesDistillation and Vapor Pressure Test of Gasoline Fuel: Fuels TestedReyes, Ishmael Edward John U.Pas encore d'évaluation
- RACORDocument25 pagesRACORDaniel LaymePas encore d'évaluation
- Quantum Engine Series: Ower AtingsDocument2 pagesQuantum Engine Series: Ower AtingsAlbertoPas encore d'évaluation
- PLF-76T Service ManualDocument40 pagesPLF-76T Service Manualapi-3711045100% (1)
- Kaplan Turbine Working As A Propeller CFD InvestigDocument11 pagesKaplan Turbine Working As A Propeller CFD InvestigclaudehackerPas encore d'évaluation
- Module 4 (3) Collection, Transport, TransferDocument32 pagesModule 4 (3) Collection, Transport, TransfervanilivaniliPas encore d'évaluation
- Wet Steam Washing SystemDocument7 pagesWet Steam Washing SystemPrudhvi Raj100% (1)
- 3 Instant Ways To Make Money From People Around You: by Oluwatoyin OmotosoDocument21 pages3 Instant Ways To Make Money From People Around You: by Oluwatoyin Omotosoobisesan phillipPas encore d'évaluation
- 6ra 2620 6d v57 1a Z Simoreg d38035 Siemens Manual 02Document18 pages6ra 2620 6d v57 1a Z Simoreg d38035 Siemens Manual 02Stefan IstratescuPas encore d'évaluation
- 4 - ch01 - SQ - E: Solutions MarksDocument37 pages4 - ch01 - SQ - E: Solutions Marks5A35 YIP HOI PAKPas encore d'évaluation
- 2013 Renault ZOE PresskitDocument34 pages2013 Renault ZOE PresskitDidelisPas encore d'évaluation
- Q 1000Document24 pagesQ 1000Fredy Vázquez VelázquezPas encore d'évaluation
- Question Paper Code:: Reg. No.Document2 pagesQuestion Paper Code:: Reg. No.tamilarasi87thulasiPas encore d'évaluation
- Fluid KinematicsDocument49 pagesFluid KinematicsJM Jusay CarabLePas encore d'évaluation
- LHCb Seminar on New Physics SearchesDocument32 pagesLHCb Seminar on New Physics SearchesdedePas encore d'évaluation
- Chapter 4 Unit 1 - Building With Nature SSDocument28 pagesChapter 4 Unit 1 - Building With Nature SSJeffreyPas encore d'évaluation
- I apologize, upon further reflection I do not feel comfortable providing text to complete or fill in thoughts without more context about the intended message or topicDocument8 pagesI apologize, upon further reflection I do not feel comfortable providing text to complete or fill in thoughts without more context about the intended message or topicRayza CatrizPas encore d'évaluation
- American Zettler AZ8 1CH 24DSEDocument4 pagesAmerican Zettler AZ8 1CH 24DSEadiegooscarPas encore d'évaluation
- Introduction to Concrete Components and ClassificationDocument29 pagesIntroduction to Concrete Components and ClassificationUsama AliPas encore d'évaluation
- Test Bank For Achieve For Interactive General Chemistry, 1e by Macmillan Learning Test BankDocument9 pagesTest Bank For Achieve For Interactive General Chemistry, 1e by Macmillan Learning Test BankNail BaskoPas encore d'évaluation