Vous aimerez peut-être aussi
- Human EcologyDocument3 pagesHuman Ecologysandyrevs100% (1)
- Latest Java Interview Question and AnswersDocument8 pagesLatest Java Interview Question and AnswerssandyrevsPas encore d'évaluation
- Resistivity PDFDocument5 pagesResistivity PDFsandyrevsPas encore d'évaluation
- Lect 12 2313 Phase Diagram Crystallization PDFDocument15 pagesLect 12 2313 Phase Diagram Crystallization PDFsandyrevsPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Durometro - Time - th130 PDFDocument2 pagesDurometro - Time - th130 PDFjoseperezosoPas encore d'évaluation
- Drainage Materials and Construction System of Large Apan StructureDocument20 pagesDrainage Materials and Construction System of Large Apan StructureNeha SharmaPas encore d'évaluation
- Snobrite Kaolin 2Document1 pageSnobrite Kaolin 2Đặng Hoàng YếnPas encore d'évaluation
- Stainless Steel CatalogDocument114 pagesStainless Steel CatalogSiva KumarPas encore d'évaluation
- Ced-15 Builder'S Hardware Number of Standards - 52 Standard DescriptionDocument2 pagesCed-15 Builder'S Hardware Number of Standards - 52 Standard DescriptionSujay SantraPas encore d'évaluation
- TRM 150Document3 pagesTRM 150Jefferson fernandesPas encore d'évaluation
- List of The Names of The Brand / Manufacturer / Supplier of Building MaterialsDocument1 pageList of The Names of The Brand / Manufacturer / Supplier of Building MaterialsHscl PulivendulaPas encore d'évaluation
- Submitted To: Tewodros Ali Submitted Date:mar15/2021Document13 pagesSubmitted To: Tewodros Ali Submitted Date:mar15/2021LamiPas encore d'évaluation
- Material SpecificationDocument3 pagesMaterial SpecificationEsayase AsnakePas encore d'évaluation
- Pavementdesign PDFDocument95 pagesPavementdesign PDFอัชวิน เจริญสินPas encore d'évaluation
- Hubbell Model BWDocument7 pagesHubbell Model BWcarlosPas encore d'évaluation
- Main AchievementDocument42 pagesMain AchievementRobin IndiaPas encore d'évaluation
- Anchor Bolts, Steel, 36, 55, and 105-Ksi Yield Strength: Standard Specification ForDocument9 pagesAnchor Bolts, Steel, 36, 55, and 105-Ksi Yield Strength: Standard Specification ForAdán Cogley CantoPas encore d'évaluation
- HPLC Accessories: PEEK FittingsDocument9 pagesHPLC Accessories: PEEK FittingsJaycer AsbyssPas encore d'évaluation
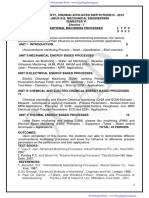
- Me6004 UcmpDocument93 pagesMe6004 UcmpRam100% (1)
- WFT101353 Weatherford Valves - CatalogoDocument13 pagesWFT101353 Weatherford Valves - Catalogoandres peraltaPas encore d'évaluation
- Topqm Infoservice New Cqi 9 4.edition 2020 v001 enDocument6 pagesTopqm Infoservice New Cqi 9 4.edition 2020 v001 enDFLQMS50% (2)
- Thomas and Betts (Cabletrays)Document256 pagesThomas and Betts (Cabletrays)wtforkPas encore d'évaluation
- Metal Power 2023Document12 pagesMetal Power 2023Saravana VelPas encore d'évaluation
- J 403-Aisi 1060Document1 pageJ 403-Aisi 1060Cho thuê chung cư Cầu GiấyPas encore d'évaluation
- LP-105 Installation Procedure For Lokring Carbon Steel, Stainless Steel (CRES), and Copper Nickel Pipe and Tube FittingsDocument64 pagesLP-105 Installation Procedure For Lokring Carbon Steel, Stainless Steel (CRES), and Copper Nickel Pipe and Tube Fittingsdbucks88Pas encore d'évaluation
- Media Lab BOQ BlankDocument215 pagesMedia Lab BOQ BlankSomesh ChandolaPas encore d'évaluation
- Installation of Solar PanelDocument11 pagesInstallation of Solar Panelshibinshabasek100% (1)
- Tyre Manufacturing ProcessDocument2 pagesTyre Manufacturing ProcessAhamed Shareef S A0% (1)
- Water Meter Installation DewaDocument4 pagesWater Meter Installation Dewamohammed jaseemPas encore d'évaluation
- Morse ArchcatalogDocument74 pagesMorse ArchcatalogDerf ZednanrefPas encore d'évaluation
- Mr. K.R.Thanki (BE Civil) Lecturer Civil Engineering Department Government Poly Technic, Junagadh, Gujarat-IndiaDocument42 pagesMr. K.R.Thanki (BE Civil) Lecturer Civil Engineering Department Government Poly Technic, Junagadh, Gujarat-IndiaserenePas encore d'évaluation
- AP Cretex SandStoneSmallBookletC 5Document36 pagesAP Cretex SandStoneSmallBookletC 5Rohit WanderlustPas encore d'évaluation
- Terracotta Façades: Rainscreen Cladding - Back-Ventilated - Heat-InsulatedDocument28 pagesTerracotta Façades: Rainscreen Cladding - Back-Ventilated - Heat-InsulatedAlejandro MoralesPas encore d'évaluation
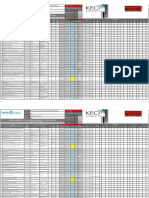
- Material Submittal LogDocument5 pagesMaterial Submittal LogxohaibaliPas encore d'évaluation