Vous aimerez peut-être aussi
- Competitive Implications of Environmental Regulation in The Polyvinyl Chloride (PVC) IndustryDocument26 pagesCompetitive Implications of Environmental Regulation in The Polyvinyl Chloride (PVC) IndustryRicardo PontesPas encore d'évaluation
- Plastics Additives, Volume 1: An Industry GuideD'EverandPlastics Additives, Volume 1: An Industry GuideÉvaluation : 5 sur 5 étoiles5/5 (1)
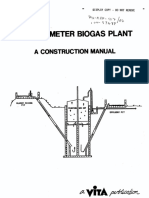
- 3-Cubic: Meter Biogas PlantDocument53 pages3-Cubic: Meter Biogas PlantRichard Andrianjaka LuckyPas encore d'évaluation
- International Workshop on Automotive EngineeringD'EverandInternational Workshop on Automotive EngineeringPas encore d'évaluation
- Reducing The Environmental Impact of Clothes CleaningDocument74 pagesReducing The Environmental Impact of Clothes CleaningTerencePas encore d'évaluation
- Energy and Climate: How to achieve a successful energy transitionD'EverandEnergy and Climate: How to achieve a successful energy transitionPas encore d'évaluation
- En Farnetguide17 PDFDocument54 pagesEn Farnetguide17 PDFElena IstratePas encore d'évaluation
- Introduction Natural Fibre (Autosaved) 12Document58 pagesIntroduction Natural Fibre (Autosaved) 12Adetayo Saheed AdeleyePas encore d'évaluation
- ME 316 NoteDocument32 pagesME 316 NoteIsaac OkarevuPas encore d'évaluation
- Food Plant@Addis Project Proposal No1Document29 pagesFood Plant@Addis Project Proposal No1sami kalidPas encore d'évaluation
- DIRD 4 BiomaterialsDocument32 pagesDIRD 4 Biomaterialspetrvaculik0Pas encore d'évaluation
- Guide To The Safe Handling of Fluoropolymer Resins v5 20190130-1Document83 pagesGuide To The Safe Handling of Fluoropolymer Resins v5 20190130-1Prashant TalnikarPas encore d'évaluation
- Agricultural Wastes As AggregateDocument8 pagesAgricultural Wastes As Aggregatebaldocr7Pas encore d'évaluation
- HSQ MINIMUM REQUIREMENTS Updated I PDFDocument210 pagesHSQ MINIMUM REQUIREMENTS Updated I PDFMd. Saidul IslamPas encore d'évaluation
- Pla-Vogler Ebook PDFDocument85 pagesPla-Vogler Ebook PDFRoger Mauricio Garcia JimenezPas encore d'évaluation
- How To Start A Plastics Recycling BusinessDocument22 pagesHow To Start A Plastics Recycling BusinessThemba MakondoPas encore d'évaluation
- Environmental Assessment For SteelDocument62 pagesEnvironmental Assessment For SteelAman Peter100% (1)
- Final Year Project Report University ofDocument86 pagesFinal Year Project Report University ofleone shikukuPas encore d'évaluation
- Installation Manual For Low-Cost Polyethylene Tube DigestersDocument28 pagesInstallation Manual For Low-Cost Polyethylene Tube DigestersNathalia LeitePas encore d'évaluation
- Fyp Proposal Thanuss Draft 1Document23 pagesFyp Proposal Thanuss Draft 1KT CRUNCHES STUDIOSPas encore d'évaluation
- Grounding, Bonding and Nvent Erico Cadweld: Solutions GuideDocument160 pagesGrounding, Bonding and Nvent Erico Cadweld: Solutions GuideWaldir GavelaPas encore d'évaluation
- rapportFTA20191120 Working Paper Rubber V3ruberthroughouttheworldDocument63 pagesrapportFTA20191120 Working Paper Rubber V3ruberthroughouttheworld下雨天Pas encore d'évaluation
- Guide: Towards Sustainable Plastic Construction and Demolition Waste Management in EuropeDocument72 pagesGuide: Towards Sustainable Plastic Construction and Demolition Waste Management in EuropePanashe Cleopas MatsaudzaPas encore d'évaluation
- Carbon Foot Print On Denim ManufacturingDocument19 pagesCarbon Foot Print On Denim ManufacturingCR 7Pas encore d'évaluation
- Reactive Polymers Fundamentals and Applications A Concise Guide To Industrial Polymers Third Edition Edition Fink All ChapterDocument68 pagesReactive Polymers Fundamentals and Applications A Concise Guide To Industrial Polymers Third Edition Edition Fink All Chapterdianna.wilkes215100% (13)
- Solar Energy Materials & Solar CellsDocument19 pagesSolar Energy Materials & Solar Cellsyaash3sharmaPas encore d'évaluation
- Carbon Footprint On Denim Manufacturing: June 2018Document19 pagesCarbon Footprint On Denim Manufacturing: June 2018hasan ragibPas encore d'évaluation
- Aquaculture RAS in The EUDocument50 pagesAquaculture RAS in The EUdonny_dss_unsri100% (2)
- Biomass BriquettingDocument48 pagesBiomass Briquettinggdanon100% (2)
- Whitford Engineering Design GuideDocument44 pagesWhitford Engineering Design GuideNisa_nishePas encore d'évaluation
- Fly AshDocument25 pagesFly AshBalaji SampathPas encore d'évaluation
- Miaxs Tome of FO3Edit Noir v1.1Document147 pagesMiaxs Tome of FO3Edit Noir v1.1Eric KingPas encore d'évaluation
- Plant Mod SSSDocument114 pagesPlant Mod SSSSiddartha DeanPas encore d'évaluation
- NIOSHDocument150 pagesNIOSHRalph CruzPas encore d'évaluation
- Introduction To Composites: Dutch Aeroplane Company VOF Introduction To Comp. Version 2Document48 pagesIntroduction To Composites: Dutch Aeroplane Company VOF Introduction To Comp. Version 2Andre BeaudPas encore d'évaluation
- Final Report Fydp II (Group 2)Document188 pagesFinal Report Fydp II (Group 2)Sudiksha aroraPas encore d'évaluation
- Experimental FinalDocument49 pagesExperimental Finalcheruiyotnixon26Pas encore d'évaluation
- Geotextile Technical GuideDocument50 pagesGeotextile Technical Guidemeridian360Pas encore d'évaluation
- Bakkalaureatsarbeit GIDEN Ilhami 0235017Document38 pagesBakkalaureatsarbeit GIDEN Ilhami 0235017Dean Prayogo EffendiPas encore d'évaluation
- CONSTRCTDocument43 pagesCONSTRCTSharfari MatPas encore d'évaluation
- The University of Trinidad and Tobago: Master of Science inDocument99 pagesThe University of Trinidad and Tobago: Master of Science inAlvin FormalesPas encore d'évaluation
- Nocmat 2023 - Book of AbstractsDocument118 pagesNocmat 2023 - Book of Abstractsfabricio.fontenellePas encore d'évaluation
- Thesis 2002 CuccaroDocument317 pagesThesis 2002 CuccaroTony ChanPas encore d'évaluation
- Leather Carbon Footprint - Review of The EU Standard EN 16887:2017Document31 pagesLeather Carbon Footprint - Review of The EU Standard EN 16887:2017Karel DhoorePas encore d'évaluation
- World Intellectual Property OrganizationDocument48 pagesWorld Intellectual Property OrganizationDaniel FordanPas encore d'évaluation
- ABSTRACTDocument34 pagesABSTRACTLộc Phạm vănPas encore d'évaluation
- Abebe Abrham Aguate Chip CM PDFDocument93 pagesAbebe Abrham Aguate Chip CM PDFtsega zeabPas encore d'évaluation
- Yimaj Idris Profile On Plastic FactoryDocument36 pagesYimaj Idris Profile On Plastic Factorysami kalidPas encore d'évaluation
- Assembler-Programmierung Für X86-ProzessorenDocument113 pagesAssembler-Programmierung Für X86-ProzessorenMark MiloPas encore d'évaluation
- Termite Full DocumentDocument53 pagesTermite Full DocumentRajeev NagpalPas encore d'évaluation
- Design and Implementation of A Bamboo BaDocument60 pagesDesign and Implementation of A Bamboo BaNam ĐỗPas encore d'évaluation
- N L U O, C: Ational AW Niversity DishaDocument19 pagesN L U O, C: Ational AW Niversity DishaAkhil NautiyalPas encore d'évaluation
- Article CelluloseDocument8 pagesArticle CellulosekrizelPas encore d'évaluation
- Kowledge Paper Plastic 2Document62 pagesKowledge Paper Plastic 2Nishant MishraPas encore d'évaluation
- Water Resources and Industry: Kayode Adesina Adegoke, Olugbenga Solomon BelloDocument17 pagesWater Resources and Industry: Kayode Adesina Adegoke, Olugbenga Solomon BelloeffcjPas encore d'évaluation
- Dye Sequestration Using Agricultural Wastes As AdsorbentsDocument17 pagesDye Sequestration Using Agricultural Wastes As AdsorbentsosuolalePas encore d'évaluation
- Construction Safety PDFDocument162 pagesConstruction Safety PDFMartin Santos100% (1)
- Triplebottom Hides and Skins Quality Requirements.2Document77 pagesTriplebottom Hides and Skins Quality Requirements.2John WaweruPas encore d'évaluation
- 8th Invention To Innovation SummitDocument49 pages8th Invention To Innovation SummitSyed ZamanPas encore d'évaluation
- Course Outline 2603Document2 pagesCourse Outline 2603Delwar HossainPas encore d'évaluation
- Overseas Marketing Corporation (PVT.) LTD.: Analytical Instrument ListDocument2 pagesOverseas Marketing Corporation (PVT.) LTD.: Analytical Instrument ListDelwar HossainPas encore d'évaluation
- Instructions For Obtaining Police CertificatesDocument1 pageInstructions For Obtaining Police CertificatesDelwar HossainPas encore d'évaluation
- 32 Ielts Essay Samples Band 9Document34 pages32 Ielts Essay Samples Band 9mh73% (26)
- Prescribed Leave Rules, 1959Document11 pagesPrescribed Leave Rules, 1959Abdullah AbdullahPas encore d'évaluation
- A Custom Bar Graph Chart That Will Impress Your Clients Microsoft PowerPoint (PPT) TutorialDocument2 pagesA Custom Bar Graph Chart That Will Impress Your Clients Microsoft PowerPoint (PPT) TutorialCRobertoAstoPas encore d'évaluation
- ATR Sampling Accessories For Agilent Cary 630 FTIR SpectrometersDocument4 pagesATR Sampling Accessories For Agilent Cary 630 FTIR SpectrometersDelwar HossainPas encore d'évaluation
- Survey Questionnaire For AlumniDocument4 pagesSurvey Questionnaire For AlumniDelwar HossainPas encore d'évaluation
- Conference On Emerging Trends in KnittingDocument1 pageConference On Emerging Trends in KnittingDelwar HossainPas encore d'évaluation
- Characteristics of Teacher 2Document1 pageCharacteristics of Teacher 2Delwar HossainPas encore d'évaluation
- Sew Trendy Fashions & Accessories PDFDocument66 pagesSew Trendy Fashions & Accessories PDFDelwar Hossain100% (2)
- Fashion Portfolio Packet PDFDocument6 pagesFashion Portfolio Packet PDFReham Magdy100% (1)
- Effective Peer ReviewDocument3 pagesEffective Peer ReviewDelwar HossainPas encore d'évaluation
- Denim Fading 2Document10 pagesDenim Fading 2Delwar HossainPas encore d'évaluation
- Turbidimetri Sulfat PDFDocument2 pagesTurbidimetri Sulfat PDFSasmi NopiyaniPas encore d'évaluation
- SEF201 Mod2Document30 pagesSEF201 Mod2tranghdPas encore d'évaluation
- Denim FadingDocument8 pagesDenim FadingDelwar HossainPas encore d'évaluation
- Denim Stitch Matrix 2Document4 pagesDenim Stitch Matrix 2atulpvermaPas encore d'évaluation
- U Z Tt5 Uster Statistics For TwistDocument20 pagesU Z Tt5 Uster Statistics For TwistDelwar HossainPas encore d'évaluation
- U Z TT5 Measurment and SignificanceDocument16 pagesU Z TT5 Measurment and SignificancecandharePas encore d'évaluation
- Rules and Regulation1Document2 pagesRules and Regulation1Delwar HossainPas encore d'évaluation
- 4 Point System Acceptable LevelDocument2 pages4 Point System Acceptable Levelsparkle_n100% (1)
- Air PermeabilityDocument2 pagesAir Permeabilityjyoti1234321Pas encore d'évaluation
- Taber AbraserDocument5 pagesTaber AbraserDelwar HossainPas encore d'évaluation
- Environmental Quality Standards ForDocument2 pagesEnvironmental Quality Standards ForDelwar HossainPas encore d'évaluation
- Trends Trade Fairs ForcastingDocument20 pagesTrends Trade Fairs ForcastingDelwar HossainPas encore d'évaluation
- Fashion ModelsDocument65 pagesFashion ModelsDelwar Hossain0% (1)
- Tex TuringDocument91 pagesTex TuringDelwar HossainPas encore d'évaluation
- How To Write A Review ArticleDocument16 pagesHow To Write A Review ArticleZama MakhathiniPas encore d'évaluation
- Synthetic Yarn & Monofilament Production, Shipments & StocksDocument5 pagesSynthetic Yarn & Monofilament Production, Shipments & StocksDelwar HossainPas encore d'évaluation
- Resin Training AlkydDocument41 pagesResin Training AlkydahmadPas encore d'évaluation
- Conservation and Research of Reverse Paintings On GlassDocument17 pagesConservation and Research of Reverse Paintings On GlassraniakrdPas encore d'évaluation
- Antiquity of Hindoo Medicine - Royle (1837)Document216 pagesAntiquity of Hindoo Medicine - Royle (1837)Cecco AngiolieriPas encore d'évaluation
- Trends in The Use of Perfumes and Incense in The Near East After The Muslim Conquests (Journal of The Royal Asiatic Society, Vol. 23, Issue 1) (2013)Document21 pagesTrends in The Use of Perfumes and Incense in The Near East After The Muslim Conquests (Journal of The Royal Asiatic Society, Vol. 23, Issue 1) (2013)BaburPas encore d'évaluation
- Selection Guide For Cold MountingDocument2 pagesSelection Guide For Cold MountingSee Toh GeraldPas encore d'évaluation
- Score Tutorial: Gpat 2011 Test SeriesDocument11 pagesScore Tutorial: Gpat 2011 Test SeriesRambo FeverPas encore d'évaluation
- Non-Wood Forest Products in 15 Countries of Tropical AsiaDocument202 pagesNon-Wood Forest Products in 15 Countries of Tropical AsiaSaravorn100% (1)
- "FRENCH POLISH" IN THE 19th CENTURYDocument27 pages"FRENCH POLISH" IN THE 19th CENTURYΓιάννης ΜαρουλάκηςPas encore d'évaluation
- Pharmacognosy (A Quick Review) NTS, PPSC & FPSC: Compiled and Typed byDocument9 pagesPharmacognosy (A Quick Review) NTS, PPSC & FPSC: Compiled and Typed byKeziah GillPas encore d'évaluation
- Feasibility StudyDocument37 pagesFeasibility StudyPraveen PuthuparambilPas encore d'évaluation
- Biotechnology Handbook by Niir Board, IsBN - 8178330709 - NPCSDocument83 pagesBiotechnology Handbook by Niir Board, IsBN - 8178330709 - NPCSNaveen KamatPas encore d'évaluation
- File 106Document1 pageFile 106Martin CarlesPas encore d'évaluation
- Pharmacognosy ReviewerDocument6 pagesPharmacognosy ReviewerZEBINA PIE GENORINGPas encore d'évaluation
- 气味:香水的自然历史Scent a Natural History of Fragrance (Elise Vernon Pearlstine Lara Call Gastinger) (Z-Library)Document309 pages气味:香水的自然历史Scent a Natural History of Fragrance (Elise Vernon Pearlstine Lara Call Gastinger) (Z-Library)大鹏100% (1)
- Project Report On Oleoresin Using Solvent Extraction MethodDocument8 pagesProject Report On Oleoresin Using Solvent Extraction MethodEIRI Board of Consultants and PublishersPas encore d'évaluation
- Wa0014.Document16 pagesWa0014.Fatinha HernandesPas encore d'évaluation
- BS 2015 Glossary of Paint and Related TermsDocument56 pagesBS 2015 Glossary of Paint and Related TermsMarcelo Rodriguez FujimotoPas encore d'évaluation
- Gafar 2022 IOP Conf. Ser. Earth Environ. Sci. 950 012035Document11 pagesGafar 2022 IOP Conf. Ser. Earth Environ. Sci. 950 012035rburhansyah4625Pas encore d'évaluation
- Amber Types of Amber, Copal and Resin PDFDocument9 pagesAmber Types of Amber, Copal and Resin PDFChong LiuPas encore d'évaluation
- Pereiare Klotzsch) Belonging To Family: LeguminosaeDocument3 pagesPereiare Klotzsch) Belonging To Family: LeguminosaeHarish KakraniPas encore d'évaluation
- Activity 7Document12 pagesActivity 7Wendell Blane MaranionPas encore d'évaluation
- Experiment For Base Plate Dental Wax (PTDC) 2014 - LITERATURE STUDY PDFDocument32 pagesExperiment For Base Plate Dental Wax (PTDC) 2014 - LITERATURE STUDY PDFdentalinosPas encore d'évaluation
- AAADocument21 pagesAAASarai LandaPas encore d'évaluation
- (A Case From Salyan District) (A Case From Salyan District) (A Case From Salyan District) (A Case From Salyan District) (A Case From Salyan District)Document8 pages(A Case From Salyan District) (A Case From Salyan District) (A Case From Salyan District) (A Case From Salyan District) (A Case From Salyan District)MRSRDJANIPas encore d'évaluation
- Extracts and TincturesDocument128 pagesExtracts and TincturesNop PiromPas encore d'évaluation
- Flame-Resistant, High-Temperature Phthalonitrile CompositesDocument1 pageFlame-Resistant, High-Temperature Phthalonitrile CompositesU.S. Naval Research LaboratoryPas encore d'évaluation
- Cellulose Nitrate Coatings On Furniture of The Company of Master CraftsmenDocument25 pagesCellulose Nitrate Coatings On Furniture of The Company of Master Craftsmenjoško bogdanovićPas encore d'évaluation
- Growing Aquilaria and Production of Agarwood in Hill Agro EcosystemsDocument12 pagesGrowing Aquilaria and Production of Agarwood in Hill Agro EcosystemsSilambarasu KaruppiahPas encore d'évaluation
- Process of Extracting Chili OleoresinDocument6 pagesProcess of Extracting Chili OleoresinDavid UribePas encore d'évaluation
- Practical Reservoir Engineering and CharacterizationD'EverandPractical Reservoir Engineering and CharacterizationÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Pocket Guide to Flanges, Fittings, and Piping DataD'EverandPocket Guide to Flanges, Fittings, and Piping DataÉvaluation : 3.5 sur 5 étoiles3.5/5 (22)
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesD'EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesPas encore d'évaluation
- Gas-Liquid And Liquid-Liquid SeparatorsD'EverandGas-Liquid And Liquid-Liquid SeparatorsÉvaluation : 3.5 sur 5 étoiles3.5/5 (3)
- Well Testing Project Management: Onshore and Offshore OperationsD'EverandWell Testing Project Management: Onshore and Offshore OperationsPas encore d'évaluation
- Machine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsD'EverandMachine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsÉvaluation : 4 sur 5 étoiles4/5 (4)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideD'EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideÉvaluation : 2 sur 5 étoiles2/5 (1)
- Fundamentals and Applications of Bionic Drilling FluidsD'EverandFundamentals and Applications of Bionic Drilling FluidsPas encore d'évaluation
- Well Control for Completions and InterventionsD'EverandWell Control for Completions and InterventionsÉvaluation : 4 sur 5 étoiles4/5 (10)
- Heavy and Extra-heavy Oil Upgrading TechnologiesD'EverandHeavy and Extra-heavy Oil Upgrading TechnologiesÉvaluation : 4 sur 5 étoiles4/5 (2)
- Essentials of Coating, Painting, and Lining for the Oil, Gas and Petrochemical IndustriesD'EverandEssentials of Coating, Painting, and Lining for the Oil, Gas and Petrochemical IndustriesÉvaluation : 5 sur 5 étoiles5/5 (5)
- Advanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityD'EverandAdvanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityÉvaluation : 3 sur 5 étoiles3/5 (2)
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsD'EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsÉvaluation : 4 sur 5 étoiles4/5 (6)
- Asset Integrity Management for Offshore and Onshore StructuresD'EverandAsset Integrity Management for Offshore and Onshore StructuresPas encore d'évaluation
- Advanced Production Decline Analysis and ApplicationD'EverandAdvanced Production Decline Analysis and ApplicationÉvaluation : 3.5 sur 5 étoiles3.5/5 (4)
- Gas and Oil Reliability Engineering: Modeling and AnalysisD'EverandGas and Oil Reliability Engineering: Modeling and AnalysisÉvaluation : 4.5 sur 5 étoiles4.5/5 (6)
- Hydro Testing Handbook: Principles, Practices, Applications, Formulas, and Common Q&AD'EverandHydro Testing Handbook: Principles, Practices, Applications, Formulas, and Common Q&APas encore d'évaluation
- A Practical Guide to Piping and Valves for the Oil and Gas IndustryD'EverandA Practical Guide to Piping and Valves for the Oil and Gas IndustryÉvaluation : 5 sur 5 étoiles5/5 (3)