Vous aimerez peut-être aussi
- Building: LatheDocument60 pagesBuilding: LathePierre799es86% (7)
- V Po-To 3Document60 pagesV Po-To 3Pierre799es100% (1)
- Lathe Modelling 2Document2 pagesLathe Modelling 2cesargramcko100% (1)
- Turning Lathes - A Manual For Technical Schools And Apprentices - A Guide To Turning, Screw-Cutting Metal SpinningD'EverandTurning Lathes - A Manual For Technical Schools And Apprentices - A Guide To Turning, Screw-Cutting Metal SpinningÉvaluation : 2.5 sur 5 étoiles2.5/5 (2)
- Metalworkers' Hints and Tips for Home Machinists: Practical & Useful Advice for the Small ShopD'EverandMetalworkers' Hints and Tips for Home Machinists: Practical & Useful Advice for the Small ShopVic SmeedPas encore d'évaluation
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsD'EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsPas encore d'évaluation
- An Illustrated Guide to Making Mobile Toys - Scooter, Tricycle, Two Utility Carts and Wooden Land RoverD'EverandAn Illustrated Guide to Making Mobile Toys - Scooter, Tricycle, Two Utility Carts and Wooden Land RoverPas encore d'évaluation
- Lathe Modelling1Document4 pagesLathe Modelling1Frenchwolf420Pas encore d'évaluation
- Belt SanderDocument2 pagesBelt SanderFrenchwolf420Pas encore d'évaluation
- Precision PressDocument4 pagesPrecision PressFrenchwolf420Pas encore d'évaluation
- A Fine Vertical Steam Engine - Hobbies - Apr 1931Document8 pagesA Fine Vertical Steam Engine - Hobbies - Apr 1931dsdffgfgfssfdgsfgdPas encore d'évaluation
- Simple Boring BarDocument3 pagesSimple Boring BarMike Nichlos100% (1)
- More Tricks With The: "Quorn"Document5 pagesMore Tricks With The: "Quorn"Dan HendersonPas encore d'évaluation
- How-To - Build Your Own Spot Welder - HackadayDocument17 pagesHow-To - Build Your Own Spot Welder - HackadayAndrew McLarenPas encore d'évaluation
- SphericalturninglathetoolDocument14 pagesSphericalturninglathetoolFrenchwolf420Pas encore d'évaluation
- Lathe Cross-Sli Olders.: " DuplexDocument3 pagesLathe Cross-Sli Olders.: " Duplexjohnboy183100% (1)
- Single Lip Cutter D-BitDocument2 pagesSingle Lip Cutter D-Bitsjdarkman1930Pas encore d'évaluation
- Steam Engine SimplifiedDocument2 pagesSteam Engine SimplifiedSabolek100% (1)
- Lathe Design ADocument3 pagesLathe Design AFrenchwolf420100% (1)
- 4in Bench SlotterDocument4 pages4in Bench SlotterTeresa Melanathy100% (1)
- Bench MillDocument2 pagesBench MillEdward Elric2Pas encore d'évaluation
- Uni MalikaDocument57 pagesUni MalikaInstruktur Mesin100% (1)
- Strung de LemnDocument3 pagesStrung de LemnJohn JohnbPas encore d'évaluation
- Myford 7 Series - Inspection Sheet PDFDocument3 pagesMyford 7 Series - Inspection Sheet PDFRichardScribed100% (1)
- Quorn: Tool and Cutter GrinderDocument5 pagesQuorn: Tool and Cutter GrinderDan HendersonPas encore d'évaluation
- Power HackSawDocument6 pagesPower HackSawMike Nichlos100% (2)
- The Advance Metalworking LatheDocument6 pagesThe Advance Metalworking LathePronina100% (1)
- Lost-Wax Bronzes by Robyn ErbeDocument66 pagesLost-Wax Bronzes by Robyn Erbebr0nzeyPas encore d'évaluation
- South Bend 9" Compound Slide Screw Fabrication For A Large Dial/Thrust Bearing Conversion by Ed Godwin 8 December, 2007Document16 pagesSouth Bend 9" Compound Slide Screw Fabrication For A Large Dial/Thrust Bearing Conversion by Ed Godwin 8 December, 2007asdfPas encore d'évaluation
- Water Motor: Figure 105 Is A Perspective View of ADocument4 pagesWater Motor: Figure 105 Is A Perspective View of AHenry Pannell100% (1)
- How To Make A Tool Post GrinderDocument5 pagesHow To Make A Tool Post Grinderozland9Pas encore d'évaluation
- Motor Driven HacksawDocument3 pagesMotor Driven HacksawJim100% (3)
- Mill Keyways On LatheDocument1 pageMill Keyways On LatheJim100% (3)
- 6 in ShaperDocument4 pages6 in ShaperRed Warrant100% (1)
- Lathe Chuck Backplate FittingDocument2 pagesLathe Chuck Backplate FittingAnonymous iYKTkmhpZ100% (3)
- ENGINEERING - MILL - Construction Plans For Horizontal Bench Mill. - (Ebook Diy Building How To Machine Tools 178848 PDFDocument2 pagesENGINEERING - MILL - Construction Plans For Horizontal Bench Mill. - (Ebook Diy Building How To Machine Tools 178848 PDFGlaucius Borba50% (2)
- Homemade Bandsaw From Pipe Fittings and Auto PartsDocument4 pagesHomemade Bandsaw From Pipe Fittings and Auto PartsJan Steinman100% (2)
- 8454 PDFDocument72 pages8454 PDFjon@libertyintegrationcom100% (2)
- Milling Arm For Drill PressDocument4 pagesMilling Arm For Drill PressMartin Ong100% (1)
- Unimat Pages 26-30Document5 pagesUnimat Pages 26-30remendabPas encore d'évaluation
- Art of WeldingDocument48 pagesArt of Weldingrelaxjack100% (1)
- Emco Unimat 1977 Brochure EnglishDocument8 pagesEmco Unimat 1977 Brochure Englishkriskee13100% (1)
- Making It Dead Flat and SquareDocument9 pagesMaking It Dead Flat and SquareSimon Uwtvuur100% (2)
- A Modified Vince Gingery PlasticDocument13 pagesA Modified Vince Gingery PlasticgeppaPas encore d'évaluation
- Popular Mechanics - Hobby Lathe#1Document19 pagesPopular Mechanics - Hobby Lathe#1sonofsilas100% (1)
- Building or Restoring Your Muzzleloader: Making Muzzleloaders from Kits and Damaged GunsD'EverandBuilding or Restoring Your Muzzleloader: Making Muzzleloaders from Kits and Damaged GunsPas encore d'évaluation
- The Evolution of Modern Band Saw Mills for Sawing LogsD'EverandThe Evolution of Modern Band Saw Mills for Sawing LogsPas encore d'évaluation
- Multi SkiffDocument6 pagesMulti SkiffScaramagnao Miao BauPas encore d'évaluation
- Rowboat Sail ConversionDocument2 pagesRowboat Sail Conversionleather_nunPas encore d'évaluation
- Corky 18 FT Sloop Diy PlansDocument7 pagesCorky 18 FT Sloop Diy PlansFrenchwolf420100% (4)
- Happy Clam SkiffDocument11 pagesHappy Clam SkifffccfPas encore d'évaluation
- 15 Foot SailboatDocument4 pages15 Foot SailboatAntónio OliveiraPas encore d'évaluation
- Merry MaidDocument6 pagesMerry MaidFrenchwolf420100% (3)
- 16 Foot Apache Outboard - PlansDocument8 pages16 Foot Apache Outboard - PlansRolando DaclanPas encore d'évaluation
- Plywood RowboatDocument7 pagesPlywood RowboatAlphamatrix01Pas encore d'évaluation
- Sabot 8 FT Pram DinghyDocument6 pagesSabot 8 FT Pram DinghyFrenchwolf420100% (2)
- 3 Piece BoatDocument4 pages3 Piece BoatFrenchwolf420Pas encore d'évaluation
- This Fit-Bottomed Cruising Kuyak Over-All Length o F Feet, Inches %&inch BeamDocument7 pagesThis Fit-Bottomed Cruising Kuyak Over-All Length o F Feet, Inches %&inch BeamFrenchwolf420100% (2)
- Float BoatDocument2 pagesFloat BoatFrenchwolf420Pas encore d'évaluation
- Jon Boat PlansDocument3 pagesJon Boat Planslm13700100% (2)
- Bid Specification - FV300 - HS - 7467 - ENDocument2 pagesBid Specification - FV300 - HS - 7467 - ENMarthin PurbaPas encore d'évaluation
- PEL Transformer Unit Internship ReportDocument39 pagesPEL Transformer Unit Internship ReportMuhammad AhsenPas encore d'évaluation
- Illustrated Parts Catalogue Woodward Diesel SystemsDocument110 pagesIllustrated Parts Catalogue Woodward Diesel SystemsFuad100% (1)
- MT5x0 Users Manual 1Document97 pagesMT5x0 Users Manual 11V4NDragoPas encore d'évaluation
- 30-35 Mva-11Document15 pages30-35 Mva-11Falgon Islam100% (1)
- Dodge Durango 2006 HB Parts CatalogueDocument20 pagesDodge Durango 2006 HB Parts Cataloguejohn100% (49)
- H4A71110 Vol-4 AllDocument181 pagesH4A71110 Vol-4 AllRhonny AlbertoPas encore d'évaluation
- Dimensiones CH5300 - CH5310Document1 pageDimensiones CH5300 - CH5310teopol2Pas encore d'évaluation
- Vehicle Identification: Certification Label Chassis NumberDocument3 pagesVehicle Identification: Certification Label Chassis NumberAdamPas encore d'évaluation
- PM Report at SM MOA South WingDocument2 pagesPM Report at SM MOA South WingKarlo X CorpuzPas encore d'évaluation
- 2RMLB SDocument7 pages2RMLB SjckrishnahPas encore d'évaluation
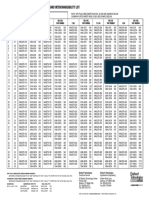
- Heli-Coil Metric Inserts Aerospace Standard Interchangeability ListDocument2 pagesHeli-Coil Metric Inserts Aerospace Standard Interchangeability ListshadiPas encore d'évaluation
- Bowling - Service - Parts - 28-201739-000 - Rev - 9-2014 BRUNSWICKDocument318 pagesBowling - Service - Parts - 28-201739-000 - Rev - 9-2014 BRUNSWICKroberto dominguezPas encore d'évaluation
- F900got Connection 1 of 6Document102 pagesF900got Connection 1 of 6chaubinhkhang110686Pas encore d'évaluation
- Foxcom H77MXV-D-HW-SchematicDocument46 pagesFoxcom H77MXV-D-HW-SchematicMai HomPas encore d'évaluation
- BSX6T 8T KeyOp 3rdDocument142 pagesBSX6T 8T KeyOp 3rdDean StaceyPas encore d'évaluation
- Specifications Usage and Maintenance Operation: AA Battery Dual-Switch EDC Tactical FlashlightDocument1 pageSpecifications Usage and Maintenance Operation: AA Battery Dual-Switch EDC Tactical FlashlightspyrosPas encore d'évaluation
- TM 9-2330-334-13P M1147 FMTV-LHST Trailer Part 6Document122 pagesTM 9-2330-334-13P M1147 FMTV-LHST Trailer Part 6AdvocatePas encore d'évaluation
- Fuel Pump Pressure & Volume Testing: Y ARL EyfertDocument1 pageFuel Pump Pressure & Volume Testing: Y ARL Eyfertford62bPas encore d'évaluation
- Wearable Biosensors 1222865689459971 8Document19 pagesWearable Biosensors 1222865689459971 8Amrita MohapatraPas encore d'évaluation
- PowerTips - Motor Starting and Running Currents and Rating GuideDocument14 pagesPowerTips - Motor Starting and Running Currents and Rating Guideankur yadavPas encore d'évaluation
- 3132Document7 pages3132Wilson NgPas encore d'évaluation
- S7L1D-C4 Wdg.312 - Technical Data SheetDocument9 pagesS7L1D-C4 Wdg.312 - Technical Data Sheet3efoo0% (1)
- B10 Isuzu Durability Press Release-FINAL PDFDocument2 pagesB10 Isuzu Durability Press Release-FINAL PDFmasakpPas encore d'évaluation
- SPX Power Team Electric Pump Pump Parts SheetDocument18 pagesSPX Power Team Electric Pump Pump Parts SheetGeorge Ciro MarconiPas encore d'évaluation
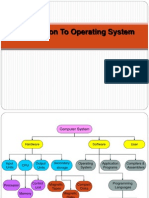
- Operating System ConceptsDocument116 pagesOperating System ConceptsVivek278100% (3)
- Hach Sc200 ManualDocument210 pagesHach Sc200 ManualLuis ArmasPas encore d'évaluation
- m10-3 Oil Purifier Operation Manual 3aDocument76 pagesm10-3 Oil Purifier Operation Manual 3aDavid BogdanPas encore d'évaluation
- Totem-Pole Output StageDocument18 pagesTotem-Pole Output StageSlanky BirOe PulauPas encore d'évaluation
- Brush Wear GuideDocument3 pagesBrush Wear GuideSomkene MbakwePas encore d'évaluation