Vous aimerez peut-être aussi
- Esterification of Lactic Acid With Ethanol in A PervaporationDocument9 pagesEsterification of Lactic Acid With Ethanol in A PervaporationRockruto 33Pas encore d'évaluation
- Modeling, Simulation and Analysis of The Liquid-Phase Catalytic Oxidation of TolueneDocument6 pagesModeling, Simulation and Analysis of The Liquid-Phase Catalytic Oxidation of TolueneNancy ParvinaPas encore d'évaluation
- Modeling, Simulation and Analysis of The Liquid-Phase Catalytic Oxidation of TolueneDocument6 pagesModeling, Simulation and Analysis of The Liquid-Phase Catalytic Oxidation of TolueneAnonymous HjB1bhmPas encore d'évaluation
- Hidratación de Oxido de Etileno Cinética PDFDocument5 pagesHidratación de Oxido de Etileno Cinética PDFangiePas encore d'évaluation
- Cabeq 2011 02 Verzija 4 Chapter8Document7 pagesCabeq 2011 02 Verzija 4 Chapter8Delicz TanPas encore d'évaluation
- Transesterification of DMC and EthanolDocument14 pagesTransesterification of DMC and EthanolJavier MoctezumaPas encore d'évaluation
- Simulation of An Isothermal Catalytic Membrane Reactor For The Dehydrogenation of ETHYLBENZENEDocument16 pagesSimulation of An Isothermal Catalytic Membrane Reactor For The Dehydrogenation of ETHYLBENZENEVassiliPas encore d'évaluation
- Kinetic Study of Esterification ReactionDocument10 pagesKinetic Study of Esterification ReactionPuput Trisnayanti Inanto PutriPas encore d'évaluation
- IsophoroneDocument19 pagesIsophoroneشافقه محمد نورPas encore d'évaluation
- Esterification of Acetic AcidDocument9 pagesEsterification of Acetic AcidMeiimeii Puri IqbalbalLzPas encore d'évaluation
- Pear 2015Document6 pagesPear 2015JuanPabloOvalleQuinteroPas encore d'évaluation
- Production of Hydrogen by Steam Reforming of Ethanol Over A Ni/Zno CatalystDocument6 pagesProduction of Hydrogen by Steam Reforming of Ethanol Over A Ni/Zno Catalystpetro121Pas encore d'évaluation
- Zarate-Munoz 2016 A Simplified Methodology To Measure The Characteristic Curvature (CC) of Alkyl Ethoxylate Nonionic SurfactantsDocument15 pagesZarate-Munoz 2016 A Simplified Methodology To Measure The Characteristic Curvature (CC) of Alkyl Ethoxylate Nonionic SurfactantsJOEY MANGADLAOPas encore d'évaluation
- Full TextDocument8 pagesFull TextAbril FgPas encore d'évaluation
- Jae Lee-2008-Ethylbenzene Dehydrogenation IntoDocument12 pagesJae Lee-2008-Ethylbenzene Dehydrogenation IntogeocottonPas encore d'évaluation
- Behin Et Al-2013-Chemical Engineering & TechnologyDocument10 pagesBehin Et Al-2013-Chemical Engineering & TechnologyIgnacio JuanPas encore d'évaluation
- Catalytic Dehydration of Methanol To DimDocument8 pagesCatalytic Dehydration of Methanol To DimNorma JenarezPas encore d'évaluation
- VLE Lactic Acid Ethyl Lactate Esterification PDFDocument7 pagesVLE Lactic Acid Ethyl Lactate Esterification PDFAseem Kashyap0% (1)
- Bisphenol A Synthesis - Modeling of Industrial Reactorand Catalyst DeactivationDocument7 pagesBisphenol A Synthesis - Modeling of Industrial Reactorand Catalyst DeactivationDaniela JuradoPas encore d'évaluation
- Catalytic Hydrolysis of Ethyl Acetate Using Cation Exchange Resin (Amberlyst - 15) : A Kinetic StudyDocument7 pagesCatalytic Hydrolysis of Ethyl Acetate Using Cation Exchange Resin (Amberlyst - 15) : A Kinetic StudyAyub riyanPas encore d'évaluation
- Oment1997 PDFDocument15 pagesOment1997 PDFVuPas encore d'évaluation
- Modeling and Simulation of Ethyl Acetate Reactive Distillation Column Using Aspen PlusDocument5 pagesModeling and Simulation of Ethyl Acetate Reactive Distillation Column Using Aspen PlusSalim ChohanPas encore d'évaluation
- 6 Chilev 463-474Document12 pages6 Chilev 463-474emad hayekPas encore d'évaluation
- Kinetics of Esterification of Acetic Acid With 2-Ethylhexanol in The Presence of Amberlyst 36 Sema AkyalçinDocument9 pagesKinetics of Esterification of Acetic Acid With 2-Ethylhexanol in The Presence of Amberlyst 36 Sema AkyalçinSharon Huallpayunca BazanPas encore d'évaluation
- 2013 SierraDocument6 pages2013 SierraLeonard SaftaPas encore d'évaluation
- M T A T W M B E D IWA A D M: Odelling OF WO Stage Naerobic Reating Astewater From A With The Naerobic Igestion ODEL No.1Document12 pagesM T A T W M B E D IWA A D M: Odelling OF WO Stage Naerobic Reating Astewater From A With The Naerobic Igestion ODEL No.1ngocdungmtPas encore d'évaluation
- The Intermetallic Catalysts For Oxidative Esterification of Methacrolein To Methyl MethacrylateDocument5 pagesThe Intermetallic Catalysts For Oxidative Esterification of Methacrolein To Methyl MethacrylatePau ZalazarPas encore d'évaluation
- Table of ContentsDOCUMENTTOC: CSTR ExperimentDocument19 pagesTable of ContentsDOCUMENTTOC: CSTR ExperimentAmir Al-AimanPas encore d'évaluation
- Conversion IsopropanolDocument8 pagesConversion IsopropanolClausius ClapeyronPas encore d'évaluation
- Example PDFDocument14 pagesExample PDFJuan PerezPas encore d'évaluation
- Modelling of Nutrient Removal Processes in An Intermittently Aerated BioreactorDocument8 pagesModelling of Nutrient Removal Processes in An Intermittently Aerated BioreactorSalsa_Picante_BabyPas encore d'évaluation
- Hydrolysis Etac PBDocument8 pagesHydrolysis Etac PBRavinder WanchooPas encore d'évaluation
- Catalytic Dehydration of Methanol To Dimethyl Ether. Kinetic Investigation and Reactor SimulationDocument8 pagesCatalytic Dehydration of Methanol To Dimethyl Ether. Kinetic Investigation and Reactor SimulationLuiz Rodrigo AssisPas encore d'évaluation
- Effect of Operating Conditions On CSTR Performance: An Experimental StudyDocument6 pagesEffect of Operating Conditions On CSTR Performance: An Experimental StudyYu HuiPas encore d'évaluation
- Synthesis of Epichlorohydrin From Glycerol. Hydrochlorination of GlycerolDocument6 pagesSynthesis of Epichlorohydrin From Glycerol. Hydrochlorination of GlycerolmaxilencinaPas encore d'évaluation
- Modelling Methanol-Water ColumnDocument13 pagesModelling Methanol-Water ColumnDr.AhmedPas encore d'évaluation
- Ì Ëáï®ÆøÒº ÌÈýÏà Ó Á Ý ÌÑÐ ¿Document14 pagesÌ Ëáï®ÆøÒº ÌÈýÏà Ó Á Ý ÌÑÐ ¿Ahmad FarhanPas encore d'évaluation
- KINETICDocument9 pagesKINETICGabriel BonciuPas encore d'évaluation
- Investigaciones Cinéticas de Laodh de Etano Sobre Catalizadores de Cloruro Alcalino SoportadosDocument20 pagesInvestigaciones Cinéticas de Laodh de Etano Sobre Catalizadores de Cloruro Alcalino SoportadosBrandon Calef Alain Estrada MartinezPas encore d'évaluation
- International Journal of Chemtech ResearchDocument5 pagesInternational Journal of Chemtech ResearchBashar Al ZoobaidiPas encore d'évaluation
- Ahn 2016Document6 pagesAhn 2016Marcel HidajatPas encore d'évaluation
- Inorganic Catalysts Bronze Problem 2Document11 pagesInorganic Catalysts Bronze Problem 2joell2253h.01Pas encore d'évaluation
- CSTR 40L LAB EXPERIMENTDocument18 pagesCSTR 40L LAB EXPERIMENTSaber Minato Azrul100% (2)
- Water Gas Shift Reaction Kinetics and Reactor Modeling For Fuel Cell Grade Hydrogen PDFDocument8 pagesWater Gas Shift Reaction Kinetics and Reactor Modeling For Fuel Cell Grade Hydrogen PDFKmilo BolañosPas encore d'évaluation
- PFR ReactorDocument19 pagesPFR Reactorkhairi100% (1)
- Reversible Autocatalytic Hydrolysis Kinetic ModelingDocument8 pagesReversible Autocatalytic Hydrolysis Kinetic ModelingyoggalamarPas encore d'évaluation
- Kinetics and Related Engineering Aspects of Catalytic Liquid-Phase Oxidation of P-Xylene To Terephthalic AcidDocument17 pagesKinetics and Related Engineering Aspects of Catalytic Liquid-Phase Oxidation of P-Xylene To Terephthalic AcidAbdullah JavedPas encore d'évaluation
- (18994741 - Polish Journal of Chemical Technology) The Influence of The Catalyst On The Kinetics of Ethyl Metacrylate SynthesisDocument3 pages(18994741 - Polish Journal of Chemical Technology) The Influence of The Catalyst On The Kinetics of Ethyl Metacrylate SynthesisNo NamePas encore d'évaluation
- Hydrodynamics Characteristics of HDS Trickle Bed Test ReactorDocument7 pagesHydrodynamics Characteristics of HDS Trickle Bed Test ReactortalhawasimPas encore d'évaluation
- 1 s2.0 S0255270104001461 MainDocument8 pages1 s2.0 S0255270104001461 MainIlireaPas encore d'évaluation
- Absorption With Chemical Reaction. Evaluation of Rate Promoters PDFDocument6 pagesAbsorption With Chemical Reaction. Evaluation of Rate Promoters PDFmehrdad_k_rPas encore d'évaluation
- 1 s2.0 S0926860X98002968 MainDocument10 pages1 s2.0 S0926860X98002968 MainMihaela IvanovaPas encore d'évaluation
- Cubic and Hexagonal Faujasites With Varying Si/A1 Ratios II. Catalysis of N-Heptane CrackingDocument11 pagesCubic and Hexagonal Faujasites With Varying Si/A1 Ratios II. Catalysis of N-Heptane CrackingIonut BanuPas encore d'évaluation
- Ethylene Dichloride Production by Oxychlorination in A Fluidized Bed Reactor With CFD ModelDocument14 pagesEthylene Dichloride Production by Oxychlorination in A Fluidized Bed Reactor With CFD ModelJam ImtiazPas encore d'évaluation
- tmpF0F1 TMPDocument11 pagestmpF0F1 TMPFrontiersPas encore d'évaluation
- CSTR 40LDocument16 pagesCSTR 40LhishamPas encore d'évaluation
- Sustainable synthesis of ciclopentene derivatives through multicomponent reactions in continuous flow regimeD'EverandSustainable synthesis of ciclopentene derivatives through multicomponent reactions in continuous flow regimePas encore d'évaluation
- Reactive Transport Modeling: Applications in Subsurface Energy and Environmental ProblemsD'EverandReactive Transport Modeling: Applications in Subsurface Energy and Environmental ProblemsYitian XiaoPas encore d'évaluation
- Solutions For Sample Questions Used in LecturesDocument45 pagesSolutions For Sample Questions Used in LecturesAli Hussain100% (1)
- Douglas PDFDocument10 pagesDouglas PDFMateo Moncada CorralesPas encore d'évaluation
- US4472593 - Paten FixDocument4 pagesUS4472593 - Paten FixDaradjati HendroPas encore d'évaluation
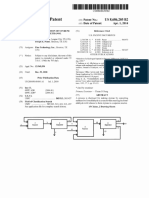
- United States Patent: (10) Patent No.: (45) Date of PatentDocument7 pagesUnited States Patent: (10) Patent No.: (45) Date of Patentnur mxPas encore d'évaluation
- Isotherming - A New Technology For Ultra Low Sulfur FuelsDocument20 pagesIsotherming - A New Technology For Ultra Low Sulfur FuelsGarry DavidPas encore d'évaluation
- CHE 165A L2 - Flowsheeting and TeamworkDocument112 pagesCHE 165A L2 - Flowsheeting and TeamworkLi ChPas encore d'évaluation
- SelectionDocument11 pagesSelectionRahmat Agustriono100% (1)
- Plantwide Control of Industrial ProcesseDocument14 pagesPlantwide Control of Industrial ProcesseJose murciaPas encore d'évaluation
- DesignSelectionOptimumSpargerBCReactorPartI SpargersAnalysys PDFDocument14 pagesDesignSelectionOptimumSpargerBCReactorPartI SpargersAnalysys PDFcontrerasjmxPas encore d'évaluation
- YaDocument3 pagesYaIrma DamanikPas encore d'évaluation
- AN ManualDocument142 pagesAN ManualAhmed Said ElrouiePas encore d'évaluation
- Performance Equations For ReactorsDocument53 pagesPerformance Equations For ReactorsGuhan KAPas encore d'évaluation
- Design and Control of An Integrated Toluene-AnilinDocument6 pagesDesign and Control of An Integrated Toluene-AnilinfurkanPas encore d'évaluation
- Acrylic Acid Final ReportDocument13 pagesAcrylic Acid Final ReportlynnPas encore d'évaluation
- This Study Resource Was: Xylene RecoveryDocument2 pagesThis Study Resource Was: Xylene RecoveryAA0809Pas encore d'évaluation
- Thermochemical Routes For The Valorization of Waste Polyolefinic Plastics To Produce Fuels and Chemicals. A Review PDFDocument23 pagesThermochemical Routes For The Valorization of Waste Polyolefinic Plastics To Produce Fuels and Chemicals. A Review PDFZaulmPas encore d'évaluation
- Overview of CSTR Design With MatlabDocument3 pagesOverview of CSTR Design With MatlabhlvijaykumarPas encore d'évaluation
- CSTR Saponification Reaction AnalysisDocument26 pagesCSTR Saponification Reaction AnalysisHazieqahPas encore d'évaluation
- Technological Institute of The PhilippinesDocument37 pagesTechnological Institute of The PhilippinesPatricia MirandaPas encore d'évaluation
- 15 50 PDFDocument6 pages15 50 PDFNur Arif MajidPas encore d'évaluation
- Uni Adelaide Group Designs Low-Cost Ethanol PlantDocument44 pagesUni Adelaide Group Designs Low-Cost Ethanol PlantAakriti BhandariPas encore d'évaluation
- 11 Wyciszkiewicz Golacki Samociuk Hazards 150-164Document15 pages11 Wyciszkiewicz Golacki Samociuk Hazards 150-164JacekPas encore d'évaluation
- CCR Platforming LayoutDocument3 pagesCCR Platforming Layoutermusat100% (1)
- GATE 2007 CHEMICAL ENGINEERING EXAM REVIEWDocument23 pagesGATE 2007 CHEMICAL ENGINEERING EXAM REVIEWVammsy Manikanta SaiPas encore d'évaluation
- Gas BallastDocument7 pagesGas BallastMiraNurhayaniPas encore d'évaluation
- Introducción a los Bioreactores Tanque agitado continuoDocument20 pagesIntroducción a los Bioreactores Tanque agitado continuomaikPas encore d'évaluation
- Exercises Doran Ch. 4Document4 pagesExercises Doran Ch. 4André BassiPas encore d'évaluation
- Process for Producing Ethylene Oxide with Reduced Argon PurgeDocument12 pagesProcess for Producing Ethylene Oxide with Reduced Argon PurgeMaru LinPas encore d'évaluation
- Optimal Design of Safety Instrumented Systems For Pressure Control of Methanol Separation Columns in The Bisphenol A Manufacturing ProcessDocument17 pagesOptimal Design of Safety Instrumented Systems For Pressure Control of Methanol Separation Columns in The Bisphenol A Manufacturing Processjucy liu0% (1)
- Bioprocess Engineering SyllabusDocument3 pagesBioprocess Engineering SyllabusRojan PradhanPas encore d'évaluation