Vous aimerez peut-être aussi
- High-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesD'EverandHigh-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesPas encore d'évaluation
- 19 Ijmperdapr201719Document10 pages19 Ijmperdapr201719TJPRC PublicationsPas encore d'évaluation
- DevashishDocument43 pagesDevashishDevashish JoshiPas encore d'évaluation
- Corrosion Seminar Report: Metallic CoatingsDocument8 pagesCorrosion Seminar Report: Metallic CoatingsAkhil AjithPas encore d'évaluation
- Analysis of The Interfacial Reaction Between Bulk Metallic GlassDocument8 pagesAnalysis of The Interfacial Reaction Between Bulk Metallic GlassyayangPas encore d'évaluation
- Zinc-Rich Primers-Test Performance and Electrochemical PropertiesDocument6 pagesZinc-Rich Primers-Test Performance and Electrochemical PropertiesSyaiful Arif WicaksonoPas encore d'évaluation
- Metallic FibresDocument28 pagesMetallic Fibresmahe_ft100% (2)
- About Welding Process 46Document1 pageAbout Welding Process 46XerexPas encore d'évaluation
- Metallic Coatings For Corrosion PreventionDocument9 pagesMetallic Coatings For Corrosion PreventionDevashish JoshiPas encore d'évaluation
- Metallic Bipolar Plates For PEM Fuel Cells 02Document5 pagesMetallic Bipolar Plates For PEM Fuel Cells 02api-3709675Pas encore d'évaluation
- Nickel Alloys in Today'S Electronics Industry: C.R. Isleib N 10029Document10 pagesNickel Alloys in Today'S Electronics Industry: C.R. Isleib N 10029dpkeskesiadisPas encore d'évaluation
- Long Life Corrosion Protection of Steel by Zinc-Aluminium Coating Formed by Thermal Spray ProcessDocument8 pagesLong Life Corrosion Protection of Steel by Zinc-Aluminium Coating Formed by Thermal Spray ProcessmotokaliPas encore d'évaluation
- Metallurgy Copper Wire PDFDocument8 pagesMetallurgy Copper Wire PDFstolen mechieducPas encore d'évaluation
- NTNM Assignments PDFDocument88 pagesNTNM Assignments PDFTHIMMAPPAPas encore d'évaluation
- J C Gupta & SonsDocument9 pagesJ C Gupta & Sons068999Pas encore d'évaluation
- Electro Slag Strip Cladding ProcessDocument5 pagesElectro Slag Strip Cladding ProcessIJMERPas encore d'évaluation
- Corrosion Prevention and Control Corrosion FundamentalsDocument9 pagesCorrosion Prevention and Control Corrosion FundamentalsbrodyPas encore d'évaluation
- Process Equipment DesignDocument3 pagesProcess Equipment DesignakshaylattimardiPas encore d'évaluation
- Transmission Lines Conductors Name:Mahmoud Maged Group1, Section 2 4791Document5 pagesTransmission Lines Conductors Name:Mahmoud Maged Group1, Section 2 4791ibrahim haniPas encore d'évaluation
- Corrosion Analysis of Copper Tio2nanocomposite Coatings On Steel Usingsputtering PDFDocument6 pagesCorrosion Analysis of Copper Tio2nanocomposite Coatings On Steel Usingsputtering PDFmohamed aliPas encore d'évaluation
- The E Application of Palladium Lectronic: ConnectorsDocument12 pagesThe E Application of Palladium Lectronic: ConnectorsemzzPas encore d'évaluation
- Report On MaterialsDocument57 pagesReport On MaterialsLucyPas encore d'évaluation
- Electroplating Difficult To Plate MetalsDocument22 pagesElectroplating Difficult To Plate MetalsOren RosenfeldPas encore d'évaluation
- 9fcfd511358313958c PDFDocument9 pages9fcfd511358313958c PDFCicero Gomes de SouzaPas encore d'évaluation
- Evangelisti2017 - Electronic and Structural Characterization of Barrier-TypeDocument45 pagesEvangelisti2017 - Electronic and Structural Characterization of Barrier-TypeDamon CiouPas encore d'évaluation
- Copper Foils For High Frequency Circuit Materials PDFDocument8 pagesCopper Foils For High Frequency Circuit Materials PDFrahul05singhaPas encore d'évaluation
- Chapter 16Document5 pagesChapter 16dervis berk congerPas encore d'évaluation
- Materials Selection ApplicationDocument10 pagesMaterials Selection ApplicationKumaravel SivamPas encore d'évaluation
- Corrosion-Resistant Component For PEM Fuel Cells: Shuo-Jen Lee, Ching-Han Huang, Jian-Jang Lai, Yu-Pang ChenDocument7 pagesCorrosion-Resistant Component For PEM Fuel Cells: Shuo-Jen Lee, Ching-Han Huang, Jian-Jang Lai, Yu-Pang ChenSoh Ming LunPas encore d'évaluation
- Doped Diamond: A Compact Review On A New, Versatile Electrode MaterialDocument31 pagesDoped Diamond: A Compact Review On A New, Versatile Electrode MaterialVivek VatsPas encore d'évaluation
- Metalurgical Material ProjectDocument17 pagesMetalurgical Material ProjectJonathan LukwichiPas encore d'évaluation
- Bipolar PlatesDocument7 pagesBipolar PlatesNabilah SadaliPas encore d'évaluation
- Exothermic Welding: HistoryDocument3 pagesExothermic Welding: HistoryPratap VeerPas encore d'évaluation
- Dissertation HidayatDocument54 pagesDissertation HidayatHong Keat Oh100% (1)
- Metal CoatingDocument9 pagesMetal CoatingIrfan IslamyPas encore d'évaluation
- ElectroplatingDocument26 pagesElectroplatingYakshit Goel80% (10)
- Material Properties Requirements For Metallic MaterialsDocument70 pagesMaterial Properties Requirements For Metallic Materialsعزت عبد المنعمPas encore d'évaluation
- Electrochemical Importance of Anode and Cathode Coating in A Membrane Cell Chlor Alkali IndustryDocument8 pagesElectrochemical Importance of Anode and Cathode Coating in A Membrane Cell Chlor Alkali IndustryS Bharadwaj Reddy100% (1)
- Villanueva Basic LecDocument43 pagesVillanueva Basic LecKEVIN EDUARD VILLANUEVAPas encore d'évaluation
- InTech-Welding of Aluminum Alloys PDFDocument25 pagesInTech-Welding of Aluminum Alloys PDFCortesar ManuPas encore d'évaluation
- Optimal Hot-Dipped Tinning Process Routine For TheDocument15 pagesOptimal Hot-Dipped Tinning Process Routine For TheMina RemonPas encore d'évaluation
- Advanced Ceramics - 4th Year - Lecture NotesDocument44 pagesAdvanced Ceramics - 4th Year - Lecture Notesdrsaadbhf100% (1)
- Material Properties Requirements, For Metallic Materials: Powerpoint Templates Powerpoint TemplatesDocument71 pagesMaterial Properties Requirements, For Metallic Materials: Powerpoint Templates Powerpoint Templatesleila hanjani hanantoPas encore d'évaluation
- Soldering Is A Process in Which Two or More Metal Items Are Joined Together by MeltingDocument3 pagesSoldering Is A Process in Which Two or More Metal Items Are Joined Together by MeltingBhaskara P AcharPas encore d'évaluation
- Resistance Wire - Wikipedia, The Free EncyclopediaDocument3 pagesResistance Wire - Wikipedia, The Free EncyclopediaSanjiv MainaliPas encore d'évaluation
- Gold Plating in The Electronics Industry: F. H. ReidDocument5 pagesGold Plating in The Electronics Industry: F. H. ReidCicero Gomes de SouzaPas encore d'évaluation
- Corrosion Part 2Document23 pagesCorrosion Part 2ronnie1992Pas encore d'évaluation
- DR - Abd Al-Khalaq Fawzy Hamood: Materials Engineering Department, University of Technology/BaghdadDocument13 pagesDR - Abd Al-Khalaq Fawzy Hamood: Materials Engineering Department, University of Technology/BaghdadHassan Funsho AkandePas encore d'évaluation
- ElectroDocument14 pagesElectronvemanPas encore d'évaluation
- Au/Sn Solder Alloy and Its Applications in Electronics PackagingDocument7 pagesAu/Sn Solder Alloy and Its Applications in Electronics PackagingTeguh Yassi Akasyah PutraPas encore d'évaluation
- CopperDocument2 pagesCopperNikhilesh MohantyPas encore d'évaluation
- A Simple Method For A Protective Coating On StainlDocument18 pagesA Simple Method For A Protective Coating On StainlKrishnan DeviPas encore d'évaluation
- Electronic Applications: Part One: Key Benefits How It Helps Fact Sheet Multiuser FAQ Contact Order NowDocument2 pagesElectronic Applications: Part One: Key Benefits How It Helps Fact Sheet Multiuser FAQ Contact Order NowAnOnYmOuS_1995Pas encore d'évaluation
- Braun o Vic 2004Document7 pagesBraun o Vic 2004subidubi99Pas encore d'évaluation
- Case Study On: Laser Welding and Its Application in Automotive IndustriesDocument6 pagesCase Study On: Laser Welding and Its Application in Automotive IndustriesFileDownloderPas encore d'évaluation
- Need of Surface TreatmentDocument6 pagesNeed of Surface TreatmentRahul MoottolikandyPas encore d'évaluation
- ElectrodeDocument29 pagesElectrodecibtc wws rypsPas encore d'évaluation
- A, Krohn, Bohn - 1972 - Electrodeposition and Surface TreatmentDocument13 pagesA, Krohn, Bohn - 1972 - Electrodeposition and Surface TreatmentDhanapal PalPas encore d'évaluation
- Asus k50c SCHDocument2 pagesAsus k50c SCHradiobrunoPas encore d'évaluation
- Using Texas Instruments Spice Models in Electronics WorkbenchDocument16 pagesUsing Texas Instruments Spice Models in Electronics WorkbenchradiobrunoPas encore d'évaluation
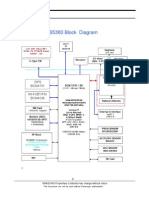
- GT S5360Document51 pagesGT S5360radiobrunoPas encore d'évaluation
- Digital Multimeter TutorialsDocument15 pagesDigital Multimeter TutorialsBình MinhPas encore d'évaluation
- 10Document14 pages10radiobrunoPas encore d'évaluation
- AbauthDocument1 pageAbauthradiobrunoPas encore d'évaluation
- Practical Guide To InstrumentationDocument12 pagesPractical Guide To InstrumentationradiobrunoPas encore d'évaluation
- Acer Ferrari 3000 Service ManualDocument109 pagesAcer Ferrari 3000 Service ManualradiobrunoPas encore d'évaluation
- High Voltage Power SupplyDocument2 pagesHigh Voltage Power SupplyradiobrunoPas encore d'évaluation
- Difetti VCRDocument166 pagesDifetti VCRradiobruno67% (3)
- Sae Ams 5556H-2008Document8 pagesSae Ams 5556H-2008Mehdi MokhtariPas encore d'évaluation
- LAB Manual PDFDocument35 pagesLAB Manual PDFAbhinav Shukla100% (1)
- Petro-Chemical Fastener Solutions: Interactive Contents: 1 2 3 4 5 6 7 8Document9 pagesPetro-Chemical Fastener Solutions: Interactive Contents: 1 2 3 4 5 6 7 8René Galbraith BerraPas encore d'évaluation
- En 10025 - 2004Document11 pagesEn 10025 - 2004Abhishek GoelPas encore d'évaluation
- About Stainless Steel PropertiesDocument8 pagesAbout Stainless Steel Propertiesprajash007Pas encore d'évaluation
- HTC Assignment 2020 PDFDocument13 pagesHTC Assignment 2020 PDFSaket KesalkarPas encore d'évaluation
- RhodiumDocument14 pagesRhodiumTari Netrisia Ayusari100% (1)
- Op Hammerite 612Document1 pageOp Hammerite 612Sinead1990Pas encore d'évaluation
- Research - Lab Fine Chem Industries: Certificate of AnalysisDocument1 pageResearch - Lab Fine Chem Industries: Certificate of AnalysisSreenath Menon KPas encore d'évaluation
- EN19 - 709M40 Black (As Rolled, Forged or Heat Treated) (ALLOY STEEL) (Direct Hardening or Nitriding)Document1 pageEN19 - 709M40 Black (As Rolled, Forged or Heat Treated) (ALLOY STEEL) (Direct Hardening or Nitriding)Raja Sekaran SajjaPas encore d'évaluation
- FEED WATER TREATMENT FROM AVT (R) TO AVT (O) LDocument14 pagesFEED WATER TREATMENT FROM AVT (R) TO AVT (O) Lprakash100% (1)
- 20230515122936-Dicrest E17j 04 2023Document5 pages20230515122936-Dicrest E17j 04 2023RobertPas encore d'évaluation
- A694 A694m-16 PDFDocument4 pagesA694 A694m-16 PDFandresPas encore d'évaluation
- L73 Aluminum AlloyDocument42 pagesL73 Aluminum AlloyBrian ForsmanPas encore d'évaluation
- 16-Nut & WasherDocument1 page16-Nut & Washerhesham alhelaleePas encore d'évaluation
- Catalogue - Nippon SteelDocument22 pagesCatalogue - Nippon SteelTeo Pei SanPas encore d'évaluation
- App10 Fundamentals of ConnectionsDocument23 pagesApp10 Fundamentals of ConnectionsjdmacbookPas encore d'évaluation
- Is 2507 PDFDocument18 pagesIs 2507 PDFSenthil Kumar Ganesan100% (1)
- SE MMT ARAF D 24002XX 10003 DWG 10003Document1 pageSE MMT ARAF D 24002XX 10003 DWG 10003Tanveer PatilPas encore d'évaluation
- No-Bake: Product Line OverviewDocument14 pagesNo-Bake: Product Line OverviewkarahandevrimPas encore d'évaluation
- Review, Evolution, and Optimization of The Treatment of Kansanshi Mixed Copper OreDocument7 pagesReview, Evolution, and Optimization of The Treatment of Kansanshi Mixed Copper OreOnesime MutebaPas encore d'évaluation
- Produktblatt Auruna 215 en Screen 20190416Document2 pagesProduktblatt Auruna 215 en Screen 20190416Abdulrahman JradiPas encore d'évaluation
- SSW Ce LR PDFDocument9 pagesSSW Ce LR PDFankitniranjan1390Pas encore d'évaluation
- Dual Shield 9000b3 PDFDocument1 pageDual Shield 9000b3 PDFqaPas encore d'évaluation
- Market Price Graph of South Indian Scrap Prices For IronsDocument2 pagesMarket Price Graph of South Indian Scrap Prices For IronsR.JayaprakashPas encore d'évaluation
- GB Flintec Flyer ProductsDocument8 pagesGB Flintec Flyer ProductsFarit ArdiansyahPas encore d'évaluation
- 12.PDE-CMG-G000-EC-00003 - 000 - 02 - ES Welding of Storage TanksDocument12 pages12.PDE-CMG-G000-EC-00003 - 000 - 02 - ES Welding of Storage TanksIonut FloricaPas encore d'évaluation
- Electrowinning and Smelting BasicsDocument13 pagesElectrowinning and Smelting BasicsJohann Rene Meddrano100% (2)
- Abrasive Blast Media Quick Selection Guide: Single Use Surface Preparation MediaDocument1 pageAbrasive Blast Media Quick Selection Guide: Single Use Surface Preparation MediaskPas encore d'évaluation
- API Specification 2BDocument10 pagesAPI Specification 2Bmoonstar_dme100% (1)