Vous aimerez peut-être aussi
- 10 Steps To Pump ReliabilityDocument15 pages10 Steps To Pump ReliabilityaqhammamPas encore d'évaluation
- 10 Steps To Pump ReliabilityDocument13 pages10 Steps To Pump ReliabilityfalconesasPas encore d'évaluation
- Asset Integrity Management A Complete Guide - 2020 EditionD'EverandAsset Integrity Management A Complete Guide - 2020 EditionPas encore d'évaluation
- Structural Health MonitoringD'EverandStructural Health MonitoringDaniel BalageasPas encore d'évaluation
- Managing A Condition Monitoring Program: Get The Monitoring Right!Document9 pagesManaging A Condition Monitoring Program: Get The Monitoring Right!Michaelben Michaelben100% (1)
- Monitoring and Analysis of Machine VibrationDocument6 pagesMonitoring and Analysis of Machine VibrationAvinashPas encore d'évaluation
- ARP E Reliability Engineer CourseDocument4 pagesARP E Reliability Engineer CourseLyonelPas encore d'évaluation
- Condition Monitoring and Assessment For Rotating MachineryDocument22 pagesCondition Monitoring and Assessment For Rotating MachineryMohamed KhaledPas encore d'évaluation
- Troubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreD'EverandTroubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MorePas encore d'évaluation
- P178Document9 pagesP178keepmoshingPas encore d'évaluation
- Centrifugal Pump Failures During First Year OperationDocument53 pagesCentrifugal Pump Failures During First Year OperationChristian SantillanPas encore d'évaluation
- Maint W Reliability ConceptDocument20 pagesMaint W Reliability ConceptAbiodun IloriPas encore d'évaluation
- Plant Air CompressorDocument20 pagesPlant Air CompressorAndrei SavvaPas encore d'évaluation
- Condition MonitoringDocument3 pagesCondition MonitoringKashif MuhammadPas encore d'évaluation
- Fatigue Failure Analysis of A Cooling Fan Blade: A Case StudyDocument7 pagesFatigue Failure Analysis of A Cooling Fan Blade: A Case StudyJay Dee11Pas encore d'évaluation
- Bearing Life TimeDocument83 pagesBearing Life TimeFadoooll100% (1)
- CMVA2010 Pump Cavitation PresentationDocument30 pagesCMVA2010 Pump Cavitation PresentationHéctor RiveraPas encore d'évaluation
- Computerised Maintenance Management SystemsDocument12 pagesComputerised Maintenance Management SystemsNeng AmnadPas encore d'évaluation
- RCM PresentationDocument10 pagesRCM PresentationnicoartPas encore d'évaluation
- Advanced Cross Channel Analysis ProgDocument4 pagesAdvanced Cross Channel Analysis Progsatya_chaganti100% (1)
- Troubleshooting Rotating MachineryDocument5 pagesTroubleshooting Rotating Machineryroberdani12Pas encore d'évaluation
- Manual AMARILLO Drive Pump Repair Man 250 350 v0215Document23 pagesManual AMARILLO Drive Pump Repair Man 250 350 v0215Widi PrasetyoPas encore d'évaluation
- Acoustics Based Condition MonitoringDocument7 pagesAcoustics Based Condition MonitoringDeniz YazgaçPas encore d'évaluation
- Condition Monitoring of Cooling Tower Fan Gearboxes PSM 2000 - LibreDocument10 pagesCondition Monitoring of Cooling Tower Fan Gearboxes PSM 2000 - LibreNilma Rosa Barsallo PachecoPas encore d'évaluation
- Generator Protection PPT TurboDocument29 pagesGenerator Protection PPT TurbocheshankarPas encore d'évaluation
- Centrifugal Pump Troubleshooting GuideDocument10 pagesCentrifugal Pump Troubleshooting GuideSteve Sund100% (1)
- Centrifugal Pump Set Failure Modes and CausesDocument51 pagesCentrifugal Pump Set Failure Modes and CausesN_LocusPas encore d'évaluation
- Analysis of Process Fan Failure & Bearing Housing Case - StudyDocument16 pagesAnalysis of Process Fan Failure & Bearing Housing Case - Studytylerdurdane100% (1)
- Reading A Pump Curve: Pump Name and SpeedDocument4 pagesReading A Pump Curve: Pump Name and SpeedganeshanPas encore d'évaluation
- 6 Centrifugal Pump Performance SixDocument20 pages6 Centrifugal Pump Performance SixAbdallah MansourPas encore d'évaluation
- Reciprocating Compressor Condition MonitoringDocument7 pagesReciprocating Compressor Condition MonitoringSantos Arauz Menacho100% (1)
- Centrifugal Pump VibrationDocument4 pagesCentrifugal Pump Vibrationzhangj5Pas encore d'évaluation
- STI Field Application Note: Acceleration EnvelopingDocument2 pagesSTI Field Application Note: Acceleration Envelopingsalkan_rahmanovic810Pas encore d'évaluation
- Introduction To Reliability: EN0625 Design and Manufacturing AnalysisDocument50 pagesIntroduction To Reliability: EN0625 Design and Manufacturing AnalysisAl AidenPas encore d'évaluation
- Top 10 Rotating Equipment Engineer Interview Questions and AnswersDocument17 pagesTop 10 Rotating Equipment Engineer Interview Questions and AnswersSathishkumar VeluPas encore d'évaluation
- Valve Sizing and Selection: FREE ResourcesDocument6 pagesValve Sizing and Selection: FREE ResourcesSARATH KRISHNAKUMARPas encore d'évaluation
- Reliability and Installation Effects of Ultrasonic Custody Transfer Gas Flow Meters Under Special ConditionsDocument13 pagesReliability and Installation Effects of Ultrasonic Custody Transfer Gas Flow Meters Under Special ConditionsGalyna RomanPas encore d'évaluation
- Maintenance Optimization of Centrifugal Pumps - A Case StudyDocument60 pagesMaintenance Optimization of Centrifugal Pumps - A Case StudyLong Nguyen50% (2)
- Phase AnalysisDocument3 pagesPhase Analysisk_shah_777Pas encore d'évaluation
- LAC - Air Oil Cooler With AC Motor For Industrial Use - HY10-6001 UKDocument12 pagesLAC - Air Oil Cooler With AC Motor For Industrial Use - HY10-6001 UKMorgan PalmaPas encore d'évaluation
- 3-Day Gen Open 112003 1a (Compatibility Mode)Document84 pages3-Day Gen Open 112003 1a (Compatibility Mode)api-3703348100% (1)
- PumpDocument33 pagesPumppramodtryPas encore d'évaluation
- Pump Vibration Troubleshooting 0511Document112 pagesPump Vibration Troubleshooting 0511jijuikru100% (3)
- Whitepaper - AlignmentDocument20 pagesWhitepaper - Alignmentmanbkk100% (2)
- Torsional Vibration Analysis of Reciprocating Compressor Trains Driven B...Document11 pagesTorsional Vibration Analysis of Reciprocating Compressor Trains Driven B...fuzhi2016Pas encore d'évaluation
- History of Vibration AnalyzersDocument6 pagesHistory of Vibration AnalyzersCrusherjpPas encore d'évaluation
- Intro To DMAICDocument40 pagesIntro To DMAICsamfisher8989Pas encore d'évaluation
- Introduction To Reliability EngineeringDocument61 pagesIntroduction To Reliability EngineeringAlvin RamsaranPas encore d'évaluation
- Metering Pumps TroubleshootDocument13 pagesMetering Pumps TroubleshootFawad Yousaf100% (1)
- HRST Boiler Biz - Volume 15 Issue 1 - 2014Document8 pagesHRST Boiler Biz - Volume 15 Issue 1 - 2014IlkuPas encore d'évaluation
- Acoustic LubricationDocument14 pagesAcoustic LubricationBobyPas encore d'évaluation
- Reliability Ab PDFDocument4 pagesReliability Ab PDFLuis Alberto SanchezPas encore d'évaluation
- Systematic Approach To Solving Vibration ProblemsDocument24 pagesSystematic Approach To Solving Vibration Problemsantok09Pas encore d'évaluation
- Low Frequency EvaluationDocument13 pagesLow Frequency EvaluationthrillerxPas encore d'évaluation
- 10 Steps To Pump ReliabilityDocument5 pages10 Steps To Pump ReliabilityallmcbeallPas encore d'évaluation
- Operator’S Guide to Centrifugal Pumps: What Every Reliability-Minded Operator Needs to KnowD'EverandOperator’S Guide to Centrifugal Pumps: What Every Reliability-Minded Operator Needs to KnowÉvaluation : 2 sur 5 étoiles2/5 (1)
- Select Pumps WroDocument2 pagesSelect Pumps Wroagrocel_bhv5591Pas encore d'évaluation
- MPP Side Channel Pump For Low NPSH Methanol Appl PDFDocument3 pagesMPP Side Channel Pump For Low NPSH Methanol Appl PDFAnonymous ua66zYwrpPas encore d'évaluation
- MPP Pumps For Antibiotic Solvent Circulation PDFDocument1 pageMPP Pumps For Antibiotic Solvent Circulation PDFAnonymous ua66zYwrpPas encore d'évaluation
- MPP CS Can Plant PDFDocument1 pageMPP CS Can Plant PDFAnonymous ua66zYwrpPas encore d'évaluation
- MPP CS Project Plant PDFDocument3 pagesMPP CS Project Plant PDFAnonymous ua66zYwrpPas encore d'évaluation
- MPP Pumps For A Food PDFDocument1 pageMPP Pumps For A Food PDFAnonymous ua66zYwrpPas encore d'évaluation
- MPP Pumps For A Petrochemical PDFDocument2 pagesMPP Pumps For A Petrochemical PDFAnonymous ua66zYwrpPas encore d'évaluation
- MPP CS Vane Pumps For Refinery PDFDocument2 pagesMPP CS Vane Pumps For Refinery PDFAnonymous ua66zYwrpPas encore d'évaluation
- Grout AlternatesDocument2 pagesGrout AlternatesAnonymous ua66zYwrpPas encore d'évaluation
- Gusher Pumps 7800 Series CDocument12 pagesGusher Pumps 7800 Series CAnonymous ua66zYwrpPas encore d'évaluation
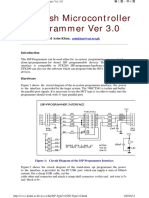
- ISP Flash Microcontroller Programmer Ver 3.0: M Asim KhanDocument4 pagesISP Flash Microcontroller Programmer Ver 3.0: M Asim KhanSrđan PavićPas encore d'évaluation
- IP Based Fingerprint Access Control & Time Attendance: FeatureDocument2 pagesIP Based Fingerprint Access Control & Time Attendance: FeaturenammarisPas encore d'évaluation
- Preventing OOS DeficienciesDocument65 pagesPreventing OOS Deficienciesnsk79in@gmail.comPas encore d'évaluation
- Agoura Hills DIVISION - 6. - NOISE - REGULATIONSDocument4 pagesAgoura Hills DIVISION - 6. - NOISE - REGULATIONSKyle KimPas encore d'évaluation
- Staircase and Lintel As-03Document1 pageStaircase and Lintel As-03Divith B SannakkiPas encore d'évaluation
- Introduction Into Post Go-Live SizingsDocument26 pagesIntroduction Into Post Go-Live SizingsCiao BentosoPas encore d'évaluation
- AutoCAD Dinamicki Blokovi Tutorijal PDFDocument18 pagesAutoCAD Dinamicki Blokovi Tutorijal PDFMilan JovicicPas encore d'évaluation
- Starkville Dispatch Eedition 12-9-18Document28 pagesStarkville Dispatch Eedition 12-9-18The DispatchPas encore d'évaluation
- Time-Dependent Deformation of Shaly Rocks in Southern Ontario 1978Document11 pagesTime-Dependent Deformation of Shaly Rocks in Southern Ontario 1978myplaxisPas encore d'évaluation
- KrauseDocument3 pagesKrauseVasile CuprianPas encore d'évaluation
- Millionaire Next Door QuestionsDocument7 pagesMillionaire Next Door Questionsapi-360370073Pas encore d'évaluation
- Mounting BearingDocument4 pagesMounting Bearingoka100% (1)
- PW Unit 8 PDFDocument4 pagesPW Unit 8 PDFDragana Antic50% (2)
- A Winning Formula: Debrief For The Asda Case (Chapter 14, Shaping Implementation Strategies) The Asda CaseDocument6 pagesA Winning Formula: Debrief For The Asda Case (Chapter 14, Shaping Implementation Strategies) The Asda CaseSpend ThriftPas encore d'évaluation
- Certification and LettersDocument6 pagesCertification and LettersReimar FerrarenPas encore d'évaluation
- CSA Report Fahim Final-1Document10 pagesCSA Report Fahim Final-1Engr Fahimuddin QureshiPas encore d'évaluation
- Go Ask Alice EssayDocument6 pagesGo Ask Alice Essayafhbexrci100% (2)
- Data Mining - Exercise 2Document30 pagesData Mining - Exercise 2Kiều Trần Nguyễn DiễmPas encore d'évaluation
- Dr. Najeebuddin Ahmed: 969 Canterbury Road, Lakemba, Sydney, NSW, Australia, 2195Document2 pagesDr. Najeebuddin Ahmed: 969 Canterbury Road, Lakemba, Sydney, NSW, Australia, 2195Najeebuddin AhmedPas encore d'évaluation
- Modulation and Frequency Synthesis X Digital Wireless RadioDocument233 pagesModulation and Frequency Synthesis X Digital Wireless Radiolcnblzr3877Pas encore d'évaluation
- Sun Nuclear 3D SCANNERDocument7 pagesSun Nuclear 3D SCANNERFranco OrlandoPas encore d'évaluation
- Hardware Architecture For Nanorobot Application in Cancer TherapyDocument7 pagesHardware Architecture For Nanorobot Application in Cancer TherapyCynthia CarolinePas encore d'évaluation
- Switch CondenserDocument14 pagesSwitch CondenserKader GüngörPas encore d'évaluation
- Capsule Research ProposalDocument4 pagesCapsule Research ProposalAilyn Ursal80% (5)
- Relevant Cost For Decision: Kelompok 2Document78 pagesRelevant Cost For Decision: Kelompok 2prames tiPas encore d'évaluation
- Steam Source Book PDFDocument108 pagesSteam Source Book PDFJose Levican A100% (1)
- Drill String DesignDocument118 pagesDrill String DesignMohamed Ahmed AlyPas encore d'évaluation
- BMT6138 Advanced Selling and Negotiation Skills: Digital Assignment-1Document9 pagesBMT6138 Advanced Selling and Negotiation Skills: Digital Assignment-1Siva MohanPas encore d'évaluation
- Dreamweaver Lure v. Heyne - ComplaintDocument27 pagesDreamweaver Lure v. Heyne - ComplaintSarah BursteinPas encore d'évaluation
- Frigidaire Parts and Accessories CatalogDocument56 pagesFrigidaire Parts and Accessories CatalogPedro RuizPas encore d'évaluation