Académique Documents
Professionnel Documents
Culture Documents
ZF16S221yZF16221SO D NEW
Transféré par
Vago Si BeerTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
ZF16S221yZF16221SO D NEW
Transféré par
Vago Si BeerDroits d'auteur :
Formats disponibles
EuroTech / EuroTrakker / Stralis / Cajas de Cambio ZF 16 S 221 y ZF 16 S 221 O.D.
MR 4 2007-07-31
Extraiga el cuerpo de acople (5), el engranaje (6) y la pista (3) del rodamiento de apoyo del eje de entrada de movimiento con un extractor constituido por: - Garras (7). - Tirantes (8). - Puente (1). - Bloque de reaccin (2). - Grapa (4).
Desmontaje del grupo reductor epicicloidal G.R.E.
Saque la arandela de tope, remueva los dos tornillos (1) removiendo el plato del embrague (2) y el anillo de compresin ubicado debajo de este.
Figura 44
Con un extractor universal constituido por: - Tirantes (2). - Puente (1). - Bloque de reaccin (4).
Figura 42
Extraiga los rodamientos (1) y (2) y el anillo sincronizador (3).
Extraiga la brida de salida de movimiento (3).
Figura 45 Figura 43
27 / 50
EuroTech / EuroTrakker / Stralis / Cajas de Cambio ZF 16 S 221 y ZF 16 S 221 O.D.
MR 4 2007-07-31
Desapriete los tornillos (2), saque la tapa (1) y remueva de esta el rodamiento de apoyo, la respectiva arandela de ajuste y el anillo de compresin.
Extraiga la asta (3), la horquilla (1) con las pastillas de mando del grupo G.R.E. Desmonte la chapa intermediaria (2).
Figura 46
Figura 48
Desapriete los tapones roscados (2) y (3) y remueva la carcasa del grupo G.R.E.
Saque el disco fnico (8) y el manguito de engrane (6), juntamente con los resortes y los elementos de impulsin del anillo sincronizador (5). Remueva, an, el cuerpo de acople (7) con un extractor constituido por: - Garras (4). - Tirantes (2). - Puente (1). - Bloque de reaccin 99345058 (9).
Figura 47
- Grapa (3).
Figura 49 28 / 50
EuroTech / EuroTrakker / Stralis / Cajas de Cambio ZF 16 S 221 y ZF 16 S 221 O.D.
MR 4 2007-07-31
Extraiga el eje porta-satlites (3) con un extractor constituido por: - Garras (5). - Puente (1). - Bloque de reaccin 99345058 (2). - Grapa (4).
Saque el anillo (1) y extraiga el rodamiento de bolas (3). Saque el anillo (2) de apoyo del manguito fijo.
Figura 52
Extraiga el anillo sincronizador (6) y el manguito fijo (7) con un extractor constituido por:
Figura 50
- Garras (4). - Tirantes (2). - Puente (1). - Bloque de reaccin (5). - Grapa (3).
Saque el espaciador (1), empuje los bujes elsticos (4) para el interior de los ejes (5) y con un batidor adecuado extraiga del eje porta-satlites (6) los ejes (5). Remueva del eje porta-satlites (6) los satlites (2) con las arandelas (3) y los rodamientos de rodillos.
Figura 53
Figura 51
29 / 50
EuroTech / EuroTrakker / Stralis / Cajas de Cambio ZF 16 S 221 y ZF 16 S 221 O.D.
MR 4 2007-07-31
Saque el cuerpo de acople (1) con la chapa (2).
Desmontaje del dispositivo de acople
Ponga el dispositivo de acople en un tornillo de bancada. Desmonte en la siguiente secuencia: los interruptores (5), la vlvula de accionamiento (1), el tapn (2) y la tapa (4). A seguir desmonte la tapa de mando (3), sacando de su interior el anillo de sellado del aceite, el anillo rascador de aceite y el cojinete.
Figura 54
Remueva el anillo de traba (2) y separe el engranaje anhelar (3) del soporte (1).
Figura 56
Figura 55
30 / 50
EuroTech / EuroTrakker / Stralis / Cajas de Cambio ZF 16 S 221 y ZF 16 S 221 O.D.
MR 4 2007-07-31
Desmonte los componentes del dispositivo de acople.
Extraiga con un punzn (2), los dos pernos elsticos y saque de la carcasa (1) el segmento de arrastre, el bloqueo y la asta de mando (3).
Marque la posicin de las piezas desmontadas para facilitar el montaje.
Figura 57 1. Perno elstico 2. Carcasa 3. Anillo de compresin 4. Anillo del selector 5. Soporte 6. Resortes 7. Guas 8. Lengeta 9. Arandela de ajuste 10. Soporte 11. Pernos elsticos 12. Arandelas 13. Resorte 14. Arandela 15. Rodamiento de rodillos
Figura 58
31 / 50
EuroTech / EuroTrakker / Stralis / Cajas de Cambio ZF 16 S 221 y ZF 16 S 221 O.D.
MR 4 2007-07-31
Revisiones y controles
Los engranajes, los anillos sincronizadores, los cuerpos de acople y los manguitos de engrane no deben estar averiados o presentar desgastes excesivos en los entalles, los chaflanados hechos en las aristas de los dientes no deben estar damnificados. Observe en cada par de engranajes si los dientes trabajan a lo largo de toda su largura til, y si las superficies de contacto estn pulidas y sin deformaciones. Los manguitos fijos no deben presentar seales de trabamiento, desgaste o deformaciones en las aristas de los dientes. El eje primario no puede presentar cualquier dao, especialmente, en la superficie de deslice de los engranajes. La carcasa de la caja de cambio no debe estar damnificada o desgastada, por eso, debe ser evitado que las pistas externas de los rodamientos giren en sus sedes. Los resortes de los elementos de impulsin y los segmentos de freno, no deben estar deformados o sin elasticidad. Los anillos sincronizadores y los cuerpos de acople no pueden evidenciar un desgaste excesivo en la superficie interna o en los dientes de encaje con los manguitos de acople, los anillos deben resistir al giro sobre la superficie cnica de los engranajes. La horquilla de engrane de las marchas no deben presentar trincas. Controle para que todas las piezas de la asta y del dispositivo de acople funcionen perfectamente. Controle el buen funcionamiento de las pastillas de la horquilla de mando. Controle si los agujeros y canaletas de lubricacin no estn obstruidos por residuos de aceite saturado o cuerpos extraos. Los anillos y las juntas, las abrazaderas, los pernos elsticos, los anillos de tope, los tornillos auto-trabantes encontrados desgastados y todas las partes que no funcionan perfectamente, que presenten estras o deformaciones deben ser reemplazadas durante el montaje. Las juntas deben ser montadas a seco, sin el empleo de masa de sellado o de grasa lubricante. Antes del montaje de los anillos de compresin de doble ala, llene con Tutela MR3 el espacio existente entre las dos alas.
32 / 50
EuroTech / EuroTrakker / Stralis / Cajas de Cambio ZF 16 S 221 y ZF 16 S 221 O.D.
MR 4 2007-07-31
Limpieza y control de los rodamientos Para una buena limpieza de los rodamientos, estos deben ser puestos en un recipiente con gasolina, eliminando, con la ayuda de un pincel, todos los residuos de lubricante. Squelos con aire comprimido, recordndose de que el chorro de aire no debe provocar la revolucin del rodamiento. Enseguida, lubrique los rodamientos con el mismo tipo de aceite utilizado en la caja de cambio. Presionando un poco los rodamientos con la mano y, al mismo tempo, girndolos ligeramente en los dos sentidos, no deben ser verificadas asperezas o ruidos en el deslice. Observe con atencin si las bolas o rodillos con las respectivas jaulas, as como las pistas internas y externas del rodamiento, no estn desgastadas o trincadas. Los rodamientos que no estn en perfectas condiciones deben ser reemplazados.
Montaje y ajustes
Montaje del dispositivo de acople Monte el segmento de arrastre, el bloqueo y la asta de mando (3) en el dispositivo de acople (1). Con un batidor (2), trabe las piezas con los pernos elsticos.
Figura 59
Monte los guas (2). Monte las piezas de la parte inferior de la asta de mando (1). Verifique si entre la lengeta (figura 57, 8) y los guas (2) existe una holgura de 0,1 mm, reemplazando, eventualmente, la arandela de ajuste (figura 57, 9) por otra de espesor adecuado. Lubrique la lengeta y los guas con grasa lubricante Tutela MR3. Monte el soporte (3) con sus piezas.
Figura 60 33 / 50
EuroTech / EuroTrakker / Stralis / Cajas de Cambio ZF 16 S 221 y ZF 16 S 221 O.D.
MR 4 2007-07-31
Lubrique, ligeramente, el anillo de sellado y el anillo rascador de aceite en la parte externa con grasa lubricante. Introduzca el cojinete y los dos anillos en la tapa (2), empleando el batidor 99370113 (1).
Monte las tapas (3) y (4) y la vlvula (1), apretando los tornillos de fijacin al par de 23 Nm. Introduzca la varilla interna y los interruptores (5), apretndolos al par de 50 Nm. Monte el tapn roscado (2).
Figura 61
Figura 62
34 / 50
EuroTech / EuroTrakker / Stralis / Cajas de Cambio ZF 16 S 221 y ZF 16 S 221 O.D.
MR 4 2007-07-31
Montaje del grupo reductor epicicloidal G.R.E. (grupo planetario)
Para el montaje del G.R.E., efecte inversamente las operaciones descriptas en el desmontaje. Las operaciones y las fases de montaje que necesitan de herramientas especficas, de control de las holguras, de los ajustes o las normas especficas, estn descriptas a seguir. Los pares de apriete estn indicados en la tabla especfica.
Figura 63 Piezas del grupo reductor epicicloidal
35 / 50
EuroTech / EuroTrakker / Stralis / Cajas de Cambio ZF 16 S 221 y ZF 16 S 221 O.D.
MR 4 2007-07-31
Antes de montar los sincronizadores, controle el desgaste de los anillos sincronizadores (1) y de los cuerpos de acople (3), mida con un comparador (2), en dos puntos opuestos, la distancia entre el anillo sincronizador (1) y el cuerpo de acople (3). Si la distancia (X) medida es inferior a 1,2 mm, reemplace el anillo sincronizador (1) o el cuerpo de acople (3). No confunda las piezas controladas (es aconsejable marcarlas). En el montaje, las pistas de los rodamientos y los manguitos fijos deben ser previamente calentadas a una temperatura de, aproximadamente, 100 C durante cerca de 15 minutos.
Monte los bujes elsticos en los agujeros (3) y puncinelos.
Figura 65
Controle con un comparador la holgura entre el anillo (1) y la pista externa del rodamiento (3). La holgura debe estar entre 0,00 - 0,1 mm. Controle an la holgura entre el anillo elstico (2) y su sede. La holgura debe estar entre 0,0 - 0,1 mm.
!
Figura 64
Los anillos (1) y (2) poseen piezas de repuesto con espesores distintos.
Controle si la holgura axial entre el portasatlites (1) y los satlites (4) est entre 0,40 - 1,30 mm. Despus de la holgura axial haber sido verificada, monte los ejes (2) de los rodamientos en el porta-satlites (1), haciendo coincidir las referencias O estampadas en los pernos con los agujeros (3) de los bujes elsticos.
Figura 66
36 / 50
EuroTech / EuroTrakker / Stralis / Cajas de Cambio ZF 16 S 221 y ZF 16 S 221 O.D.
MR 4 2007-07-31
Con la herramienta 99374221 (1), monte el anillo de compresin en la tapa (2) de la brida de salida de movimiento.
Mida el espesor del rodamiento (2).
Figura 69 Figura 67
Mida la profundidad de la sede del rodamiento en la carcasa (1) del G.R.E.
Mida la profundidad de la sede del rodamiento en la tapa (3), juntamente con la junta (4).
Figura 70 Figura 68
37 / 50
EuroTech / EuroTrakker / Stralis / Cajas de Cambio ZF 16 S 221 y ZF 16 S 221 O.D.
MR 4 2007-07-31
Determine el espesor de la arandela de ajuste (5) para que entre el rodamiento (2) y la carcasa del G.R.E. (figura 68, 1) exista una holgura axial entre 0,0 - 0,1 mm.
Ejemplo - Profundidad de la sede del rodamiento en la carcasa (1) - Profundidad de la sede del rodamiento en la tapa (3), juntamente con la junta (4) - Total - Ajuste de la junta (4) - Total - Holgura axial (0,0 - 0,1 mm), valor promedio - Total - Espesor del rodamiento - Total
mm 7,40 + 23,00 =
30,40 0,05 = 30,35 0,05 = 30,30 30,00 = 0,30 Figura 71
El espesor de la arandela de ajuste (5) debe ser de 0,30 mm.
38 / 50
EuroTech / EuroTrakker / Stralis / Cajas de Cambio ZF 16 S 221 y ZF 16 S 221 O.D.
MR 4 2007-07-31
Montaje del eje primario y del eje de entrada de movimiento
Para el montaje del eje primario y del eje de entrada de movimiento, invierta la secuencia de operaciones descriptas para el desmontaje. Las operaciones y las fases de montaje que necesitan de herramientas especficas, de control de las holguras, de los ajustes o de las normas especficas, estn descritas a seguir. Los pares de apriete estn indicados en la tabla correspondiente. Antes de montar los sincronizadores de engrane del splitter y de las 3 y 4 marchas, controle el desgaste de los anillos sincronizadores (1) y de los cuerpos de acople (3), mida con un comparador (2), en dos puntos opuestos, la distancia entre el anillo sincronizador (1) y el cuerpo de acople (3). Si la distancia (X) medida es inferior a 0,8 mm, reemplace el anillo sincronizador (1) y/o el cuerpo de acople (3).
Figura 73
Antes de montar los sincronizadores de engrane de las 1 y 2 marchas, controle el desgaste de los anillos sincronizadores y de los cuerpos de acople. Ponga el anillo interno (3), el anillo intermediario (2) y el anillo externo (1) de la sincronizacin de las 1 y 2 marchas en el disco accionado (4). A travs del rodaje del anillo externo, torne uniforme el contacto de los conos. Aplique una carga en el anillo externo, uniformemente, con una fuerza de F = 50 N.
No confunda las piezas acopladas controladas (es aconsejable marcarlas).
Con un comparador, mida la distancia (S) entre el disco accionado y el anillo externo en dos puntos opuestos. El limite de desgaste es de 1,5 mm. Ultrapasando este limite, utilice un anillo intermediario y/o externo y un anillo interno nuevos.
!
Figura 72
En el montaje, las pistas internas de los rodamientos de rodillos, los cojinetes y los manguitos fijos deben ser previamente calentadas a una temperatura de, aproximadamente, 100 C durante cerca de 15 minutos.
39 / 50
EuroTech / EuroTrakker / Stralis / Cajas de Cambio ZF 16 S 221 y ZF 16 S 221 O.D.
MR 4 2007-07-31
Controle la holgura axial de los engranajes, que debe corresponder a los siguientes valores:
Engranajes de las 1, 2 y 3 marchas Engranajes de la 4 marcha 0,20 mm mn. 0,05 mm mn.
Con el batidor 99374093 (2) y el cable 99370007 (1), monte las pistas externas de los rodamientos de apoyo de los ejes primario (4) y secundario (3) del lado de salida de movimiento.
Controle con un comparador la holgura entre el anillo (1) y su sede. La holgura debe estar entre 0,0 - 0,1 mm.
El anillo (1) posee piezas de repuesto con espesores distintos.
Figura 76
Con el gancho 99370449 (1) y una gra, introduzca el eje primario (2) en la carcasa de la caja de cambio (3).
Figura 74
El chaflanado del engranaje de la 4 marcha (1) debe estar vuelto hacia abajo (hacia el lado del G.R.E.).
Figura 77
Figura 75
40 / 50
EuroTech / EuroTrakker / Stralis / Cajas de Cambio ZF 16 S 221 y ZF 16 S 221 O.D.
MR 4 2007-07-31
Ponga en el eje primario el cuerpo de acople (1) de engrane del engranaje del rango rpido con la arandela de ajuste (ubicada debajo de este) removida durante el desmontaje. Mida la cota del resalto del cuerpo de acople (1) con relacin a la superficie (2) de la carcasa de la caja de cambio con la junta montada, midiendo en dos puntos diametralmente opuestos y considerando el valor promedio. Esta cota debe ser de 19,2+0,2 mm. En caso contrario, reemplace la arandela de ajuste ubicada debajo del cuerpo de acople por otra de espesor adecuado.
Arandela de ajuste 3,0 3,2 3,4 3,6 3,8 4,0 4,2
Arandela de resalto 7,5 7,7 7,9 8,1 8,3 8,5 8,7
Controle con un comparador la tolerancia entre el semi-anillo (1) y su sede. Esta debe estar entre -0,05 y +0,05 mm.
El semi-anillo (1) posee piezas de repuesto con espesores distintos.
Figura 78
Determinado el espesor de la arandela de ajuste, por la tabla a seguir, seleccione el espesor de la arandela de resalto (1) ubicada debajo del rodamiento (2).
Figura 80
La arandela (1) debe ser montada con el chaflanado vuelto hacia el rodamiento.
Figura 79
41 / 50
EuroTech / EuroTrakker / Stralis / Cajas de Cambio ZF 16 S 221 y ZF 16 S 221 O.D.
MR 4 2007-07-31
Controle con un comparador la holgura axial del engranaje de entrada de movimiento (2). La holgura debe ser a lo mnimo, de 0,2 mm. Controle, an, la tolerancia entre el semianillo (1) y su sede. Esta debe estar entre -0,05 y +0,05 mm.
Montaje del eje secundario
Para el montaje del eje secundario, invierta la secuencia de las operaciones descriptas en el desmontaje. Las operaciones y las fases de montaje que necesitan de herramientas especficas, de control de las holguras, de los ajustes o de las normas especficas, estn descritas a seguir. Caliente los engranajes (3), (4) y (5) a la temperatura de 160 C durante cerca de 15 minutos, introducindolos en el eje con una prensa.
Figura 81
En el montaje de las pistas internas de los rodamientos de rodillos cnicos, estos deben ser previamente calentados a una temperatura de, aproximadamente, 100 C durante cerca de 15 minutos.
Emplee la herramienta 99374370 (2) con el cable 99370006 (1) para introducir el deflector de ala (3).
Monte la pista interna del rodamiento (2) de apoyo del lado del splitter y el anillo (1), controlando con un comparador la holgura entre el anillo (1) y su sede, la holgura debe estar entre 0,0 - 0,1 mm.
Figura 83 Figura 82
42 / 50
EuroTech / EuroTrakker / Stralis / Cajas de Cambio ZF 16 S 221 y ZF 16 S 221 O.D.
MR 4 2007-07-31
Montaje de la carcasa de la caja de cambio
Para el montaje del conjunto de la carcasa de la caja de cambio, invierta la secuencia de las operaciones descriptas para el desmontaje. Las operaciones y las fases de montaje que necesitan de herramientas especficas, de control de las holguras, de los ajustes o de las normas especficas, estn descriptas a seguir. Los pares de apriete estn indicados en la tabla especfica. Emplee en el conjunto (4), constituido por los ejes primario y secundario y por las astas de mando de la horquilla, la herramienta 99360515 (2), juntamente con los cables con ganchos (1) y una gra, introduzca el conjunto (4) en la carcasa de la caja de cambio (3). Monte en la carcasa de la caja de cambio la herramienta 99370450 (2), juntamente con el calce de 13,5 mm y tambin con el espaciador (3) e introduzca la asta de mando de la horquilla de mando del splitter, trabndola con la tuerca (1).
Figura 85
Para que la operacin arriba indicada sea posible, maneje con un destornillador en el agujero de la varilla de posicionamiento (figura 12, 2) hasta soltar las astas de mando de las marchas del respectivo sincronizador.
Controlando en los dos tornillos Allen (2), ponga la horquilla (1) de mando del splitter de forma que las dos pastillas tengan holgura en el manguito deslizante. Para tal, emplee un comparador (3). Despus del ajuste haber sido hecho, apriete los dos tornillos (2) de acuerdo con el par previsto. Apriete en la carcasa de la caja de cambio, de acuerdo con el par indicado, el tornillo de traba de la asta de mando del splitter.
Figura 84
43 / 50
EuroTech / EuroTrakker / Stralis / Cajas de Cambio ZF 16 S 221 y ZF 16 S 221 O.D.
MR 4 2007-07-31
Saque de la carcasa de la caja de cambio la herramienta de ajuste 99370450 (figura 85, 2), juntamente con el calce y el espaciador (3) despus de apretar la tuerca (1).
Mida la profundidad de la sede del rodamiento en la tapa (1).
Figura 88
Figura 86
Monte el anillo de compresin en la tapa (3) del eje de entrada de movimiento con la herramienta 99370420 (2) y el cable 99370006 (1).
Monte en la carcasa del splitter, hasta entrar en contacto, la pista externa del rodamiento (1) de apoyo del eje de entrada de movimiento. Ponga la junta en la superficie de sellado de la carcasa del splitter. Mida la distancia entre el rodamiento (1) y la junta.
Figura 87
Figura 89
44 / 50
EuroTech / EuroTrakker / Stralis / Cajas de Cambio ZF 16 S 221 y ZF 16 S 221 O.D.
MR 4 2007-07-31 mm 2,70 0,05 = 2,65 0,05 = 2,60 -
Determine el espesor de la arandela de ajuste para que entre el rodamiento (figura 89, 1) y la tapa (figura 88, 1) exista una holgura axial entre 0,0 - 0,1 mm.
Ejemplo - Profundidad de la sede del rodamiento en la tapa - Distancia entre el rodamiento y la junta - Total - Ajuste de la junta - Total - Holgura axial (0,0 - 0,1 mm), valor promedio - Total mm 5,40 4,70 = 0,70 0,05 = 0,65 0,05 = 0,60
Ejemplo - Distancia entre la junta y el rodamiento (1) - Ajuste de la junta - Total - Holgura axial (0,0 - 0,1 mm), valor promedio - Total
El espesor de la arandela de ajuste debe ser de 2,60 mm.
Para las medidas, emplee un comparador con el soporte 99370415.
El espesor de la arandela de ajuste debe ser de 0,60 mm.
Para las medidas, emplee un comparador con el soporte 99370415.
Monte el cilindro (2) en la sede del pistn de engrane del splitter, juntamente con sus anillos de compresin. Ponga en la carcasa de la caja de cambio (3) la herramienta 99370450 (1). Alimente la vlvula de mando del splitter (mximo 6,8 bar) y verifique, auditivamente, si el pistn interno funciona y si no existen perdidas de aire.
Monte en la carcasa del splitter, hasta entrar en contacto, la pista externa del rodamiento (1) de apoyo del eje secundario del lado del splitter. Determine el espesor de la arandela de ajuste para que la holgura axial del eje secundario (2) est entre 0,0 - 0,1 mm.
Figura 91
Figura 90
45 / 50
EuroTech / EuroTrakker / Stralis / Cajas de Cambio ZF 16 S 221 y ZF 16 S 221 O.D.
MR 4 2007-07-31
Reinstalacin del grupo reductor epicicloidal G.R.E.
Para el montaje del grupo reductor epicicloidal, invierta la secuencia de operaciones descriptas en el desmontaje. Las operaciones y las fases de montaje que necesitan de herramientas especficas, de control de las holguras, de los ajustes o de las normas especficas, estn descritas a seguir. Los pares de apriete estn indicados en la tabla especfica. Apriete en la carcasa del G.R.E. (2) los dispositivos con ojal 99360502 (3), monte los cables con ganchos (4) y con una gra ponga el G.R.E. (2) en la carcasa de la caja de cambio. Apriete los tornillos (1) de acuerdo con o par previsto.
Figura 93
Despus del apriete, de acuerdo con el par previsto, de los dos tornillos de fijacin de la brida de salida de movimiento (2), monte en estos la arandela de tope, trabndola con la herramienta 99370465 (1). Saque la caja de cambio del caballete y restablezca el nivel del aceite.
Figura 92
46 / 50
EuroTech / EuroTrakker / Stralis / Cajas de Cambio ZF 16 S 221 y ZF 16 S 221 O.D.
MR 4 2007-07-31
Pares de apriete
Figura 94
tem 1 2 3 4 5 6 7 8 9 10 11
Denominacin Tornillos de fijacin de la carcasa del splitter Tornillos de fijacin de la bomba de aceite Tornillos de fijacin de la tapa del eje de entrada de movimiento Tornillos de fijacin del dispositivo de acople Tornillos de fijacin de la vlvula al dispositivo de acople Tornillos de fijacin de la carcasa del cilindro del G.R.E. Tuercas auto-trabantes de fijacin de la asta de mando del splitter y del G.R.E. a los respectivos mbolos Tornillos de fijacin de la brida de salida de movimiento Tornillos de fijacin de la tapa trasera Tornillos de fijacin de la tapa de predisposicin de la toma de potencia Tornillos de fijacin de la carcasa del G.R.E.
Pares de apriete 49 Nm 46 Nm 46 Nm 23 Nm 49 Nm 50 Nm 150 Nm 60 Nm 49 Nm 79 Nm 49 Nm
47 / 50
EuroTech / EuroTrakker / Stralis / Cajas de Cambio ZF 16 S 221 y ZF 16 S 221 O.D.
MR 4 2007-07-31
Denominacin Tornillos de fijacin de la horquilla de mando del rodamiento del embrague Tornillos de fijacin de soporte de la asta de mando de la caja de cambio Tornillos de fijacin de la tapa inferior de la carcasa de la marchaatrs Tornillos de fijacin de la tapa lateral del dispositivo de acople Tornillos de fijacin de los tubos Tapones de drenaje del aceite Tapones magnticos de drenaje del aceite Interruptores de presin Tornillos de la bomba de aceite Interruptor en el dispositivo de acople Tornillos de fijacin de la vlvula de mando del splitter Tuerca del tornillo de fijacin de la palanca a la palanca de mando de la caja de cambio Bujes roscados de la horquilla de mando del G.R.E. G.R.E. = Grupo Reductor Epicicloidal * = Aplicar Loctite 241
Pares de apriete 79 Nm 23 Nm 49 Nm 23 Nm 38 Nm 80 Nm 120 Nm 50 Nm 6 Nm 50 Nm 9,5 Nm 5 Nm 250 Nm *
48 / 50
EuroTech / EuroTrakker / Stralis / Cajas de Cambio ZF 16 S 221 y ZF 16 S 221 O.D.
MR 4 2007-07-31
Herramientas especiales
Dibujo de la herramienta Nmero de la herramienta Denominacin
99322205
Caballete
99322225
Soporte para caja de cambio
99340205
Extractor de impacto
99345058
Taco para extractor
99347092
Espiga para extraccin del eje de la carcasa delantera / trasera de la caja de cambio (emplear con 99340205)
99360502
Anillos para elevacin de la culata
99360515
Herramienta para remocin / instalacin de los rboles y horquillas de la caja de cambio
99370006
Batidor
99370007
Batidor
99370113
Batidor para retn
49 / 50
EuroTech / EuroTrakker / Stralis / Cajas de Cambio ZF 16 S 221 y ZF 16 S 221 O.D.
MR 4 2007-07-31
Dibujo de la herramienta
Nmero de la herramienta
Denominacin
99370415
Base porta comparador
99370420
Herramienta para instalacin del retn delantero de la caja de cambio (emplear con 99370006)
99370449
Gancho para rbol de la caja de cambio
99370450
Dispositivo para ajuste de la horquilla del Splitter
99370465
Dispositivo de traba de la brida de la caja de cambio
99371031
Fijadores del grupo reductor epicicloidal
99374093
Batidor para montaje de la pista del cojinete (emplear con 99370007)
99374221
Batidor para retn de la tapa trasera de la caja de cambio
99374370
Herramienta de instalacin del cojinete del eje trasero (emplear con 99370006)
Genrica
Comparador (0 mm hasta 10 mm)
50 / 50
Vous aimerez peut-être aussi
- Bienaventurado El Pueblo Que Tiene Esto Salmo 144Document4 pagesBienaventurado El Pueblo Que Tiene Esto Salmo 144GriselSantosPas encore d'évaluation
- Propedeutica Clinica GlosarioDocument4 pagesPropedeutica Clinica GlosarioFernando Rufino Villeda100% (1)
- Aporte Grupal - Kevin CanoDocument5 pagesAporte Grupal - Kevin CanoJhon FlorezPas encore d'évaluation
- Psicoanalisis TrucosDocument6 pagesPsicoanalisis TrucosLinda GBortoniPas encore d'évaluation
- Catalogo de Vinos Octubre VFDocument26 pagesCatalogo de Vinos Octubre VFEduardo Miguel PuricelliPas encore d'évaluation
- PREGUNTASDocument8 pagesPREGUNTASRo MeoPas encore d'évaluation
- Practica #01Document4 pagesPractica #01eliasar arotyape ojedaPas encore d'évaluation
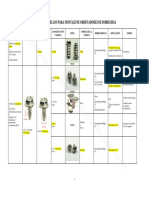
- Tipos de Tornillos para Montaje de OrdenadoresDocument4 pagesTipos de Tornillos para Montaje de OrdenadoresPablo CesarioPas encore d'évaluation
- DesapegoDocument5 pagesDesapegoSulenni SánchezPas encore d'évaluation
- Cyberanálisis. Consideraciones ActualesDocument16 pagesCyberanálisis. Consideraciones ActualesAnahi CopatiPas encore d'évaluation
- Evangelio CuadrangularDocument15 pagesEvangelio CuadrangularIris RiveraPas encore d'évaluation
- TS ForenseDocument9 pagesTS ForenseRosa Viviana SotoPas encore d'évaluation
- Numeros 12Document6 pagesNumeros 12akio77Pas encore d'évaluation
- AVANCE 1 - PROYECTO - PLAN LECTOR - 4to SEC.Document3 pagesAVANCE 1 - PROYECTO - PLAN LECTOR - 4to SEC.Luis QPPas encore d'évaluation
- Luis - Calderon - Tarea Semana 1 Log Distribucion y TransporteDocument5 pagesLuis - Calderon - Tarea Semana 1 Log Distribucion y Transporteluis calderon rojoPas encore d'évaluation
- Simulacion de Procesos Rev.0Document89 pagesSimulacion de Procesos Rev.0Gabriel MacíasPas encore d'évaluation
- Planeación de La Capacidad A Largo PlazoDocument11 pagesPlaneación de La Capacidad A Largo PlazoHennesisCastilloPas encore d'évaluation
- Diez Desafios Del DiseñoDocument128 pagesDiez Desafios Del DiseñoLiza MarquezPas encore d'évaluation
- Introduccion A La FisiologiaDocument18 pagesIntroduccion A La FisiologiaLizbeth MejiaPas encore d'évaluation
- Informe NOVIEMBRE PAUL TICLIA. TAYABAMBADocument11 pagesInforme NOVIEMBRE PAUL TICLIA. TAYABAMBAPaul TicliaPas encore d'évaluation
- Untecs 4Document14 pagesUntecs 4andryuntecsPas encore d'évaluation
- Tesis PDFDocument62 pagesTesis PDFHeitor Stalin DazaPas encore d'évaluation
- Bibliografia PDFDocument3 pagesBibliografia PDFKevin Aaron Rivero QuispePas encore d'évaluation
- C 865 04Document69 pagesC 865 04German BalagueraPas encore d'évaluation
- 02 Cálculo de ÁreasDocument28 pages02 Cálculo de ÁreasMedaly Castrejon MendozaPas encore d'évaluation
- Los Orígenes Del Comercio Ambulante en La Ciudad de MéxicoDocument127 pagesLos Orígenes Del Comercio Ambulante en La Ciudad de MéxicoCarlos QuirartePas encore d'évaluation
- Capitulo 4Document43 pagesCapitulo 4eugenio silverio100% (1)
- Silabo Comunicación II (08dic.2922) Rtdo - Aai PNP Aqp.Document135 pagesSilabo Comunicación II (08dic.2922) Rtdo - Aai PNP Aqp.buscando justiciaPas encore d'évaluation
- Casuistica Ii Niif EspecialesDocument229 pagesCasuistica Ii Niif EspecialesDenis Smith TC100% (1)
- Formación de Sustantivos y AdjetivosDocument11 pagesFormación de Sustantivos y AdjetivosJhocer GonzalesPas encore d'évaluation