Académique Documents
Professionnel Documents
Culture Documents
NRF-209-PEMEX-2008 Bombas Rotatorias PDF
Transféré par
Diego HigaredaTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
NRF-209-PEMEX-2008 Bombas Rotatorias PDF
Transféré par
Diego HigaredaDroits d'auteur :
Formats disponibles
Nmero de documento NRF-209-PEMEX-2008 25 de agosto de 2008 PGINA 1 DE 61 COMIT DE NORMALIZACIN DE PETRLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS SUBCOMIT TCNICO DE NORMALIZACIN
DE PEMEX-EXPLORACIN Y PRODUCCIN
BOMBAS ROTATORIAS
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 2 DE 61
HOJA DE APROBACIN
ELABORA:
ING. FRANCISCO LEN SEPLVEDA COORDINADOR DEL GRUPO DE TRABAJO
PROPONE:
ING. JESS HERNNDEZ SAN JUAN VICEPRESIDENTE DEL SUBCOMIT TCNICO DE NORMALIZACIN DE PEMEX EXPLORACIN Y PRODUCCIN
APRUEBA:
DR. RAL ALEJANDRO LIVAS ELIZONDO PRESIDENTE DEL COMIT DE NORMALIZACIN DE PETRLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 3 DE 61
CONTENIDO CAPITULO 0. 1. 2. 3. 4. 5. 6. 7. 8. INTRODUCCIN......... OBJETIVO........ ALCANCE......... CAMPO DE APLICACIN..... ACTUALIZACIN.................. REFERENCIAS.... DEFINICIONES................................................................................................................ SMBOLOS Y ABREVIATURAS....... DESARROLLO.............................................................. 8.1 8.2 8.3 8.4 8.4.1 8.4.2 8.4.3 8.4.4 8.5 9. 10 11. 12. Diseo bsico................ Materiales........ Accesorios.... Inspeccin, pruebas y preparacin para embarque.. Generalidades..... Inspeccin.... Pruebas.... Preparacin para embarque..... Datos del proveedor... PGINA 4 5 5 5 5 6 7 8 9 9 16 21 29 29 30 32 34 35 39 40 40 45 46 48 50 51 56 58 61
RESPONSABILIDADES................................................................................................... CONCORDANCIA CON NORMAS MEXICANAS O INTERNACIONALES.................... BIBLIOGRAFA........................................................... ANEXOS.... 12.1 12.2 12.3 12.4 12.5 12.6 12.7 Anexo 1 (Informativo) Hoja de datos de bombas rotatorias............................. Anexo 2 (Normativo) Especificaciones de material.......................................... Anexo 3 (Normativo) Lista de comprobacin del inspector.............................. Anexo 4 (Normativo) Requisitos de datos y dibujos por proveedor.................. Anexo 5 (Informativo) Carga neta positiva de succin disponible contra la presin neta positiva de entrada......................................................... Anexo 6 (Normativo) Materiales de sellos........................................................ Anexo 7 (Normativo) Presentacin de documentos equivalentes....................
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 4 DE 61
0.
INTRODUCCIN.
Dentro de las principales actividades que se llevan a cabo en Petrleos Mexicanos y Organismos Subsidiarios, se encuentra el diseo, construccin, operacin y mantenimiento de las instalaciones para extraccin, recoleccin, procesamiento primario, almacenamiento, medicin y transporte de hidrocarburos, as como la adquisicin de materiales y equipos requeridos, para cumplir con los objetivos de la empresa.
Petrleos Mexicanos y sus Organismos Subsidiarios en cumplimiento de la Ley Federal sobre Metrologa y Normalizacin, y con la facultad que le confiere la Ley de Adquisiciones, Arrendamientos y Servicios del Sector Pblico y la Ley de Obras Pblicas y Servicios Relacionados con las mismas, expide la presente norma de referencia para la adquisicin, arrendamiento o contratacin de bombas rotatorias. En la elaboracin de esta norma, participaron las entidades, instituciones y empresas que se indican a continuacin: Petrleos Mexicanos. Pemex- Exploracin y Produccin. Pemex- Gas y Petroqumica Bsica. Pemex- Petroqumica. Pemex- Refinacin. Instituto Mexicano del Petrleo. Colegio de Ingenieros Petroleros de Mxico Confederacin de Cmaras Nacionales de Comercio Cmara Nacional de la Industria de la Transformacin Cmara Nacional de Empresas de Consultora Confederacin de Cmaras Industriales Cmara Mexicana de la Industria de la Construccin Tecnofluidos y Sistemas, S.A. de C.V. Delphy Bombas y Equipos, S.A. de C.V. Eagle Burgmann de Mxico, S.A. de C.V. Flowserve, S.A. de C.V. Bombas Internacionales Mexicanas, S.A. de C.V. ITT Flygt Mxico, S. de R.L. de C.V. Fluidos Tcnicos, S.A. de C.V. Sulzer Pumps Mxico, S.A. de C.V. Lubosa, S.A. de C.V.
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 5 DE 61
1.
OBJETIVO.
Establecer los requisitos tcnicos y documentales para la adquisicin o contratacin de bombas rotatorias.
2.
ALCANCE.
Esta norma de referencia establece los requerimientos de diseo, fabricacin, materiales, inspeccin y pruebas en la adquisicin o contratacin de bombas rotatorias, utilizadas en las instalaciones de Petrleos Mexicanos y Organismos Subsidiarios.
3.
CAMPO DE APLICACIN.
Esta norma de referencia es de aplicacin general y observancia obligatoria en todas las reas de PEMEX y sus Organismos Subsidiarios que adquieran, arrienden o contraten bombas rotatorias, por lo que debe ser incluida en los procedimientos de contratacin: licitacin pblica, invitacin a cuando menos tres personas o adjudicacin directa, como parte de los requisitos que debe cumplir el proveedor o licitante.
4.
ACTUALIZACIN.
Las sugerencias para la revisin y actualizacin de esta norma deben enviarse al Secretario del Subcomit Tcnico de Normalizacin de PEP, quien debe programar y realizar la actualizacin de acuerdo a la procedencia de las mismas, y en su caso, a travs del Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios de PEMEX, proceder a inscribirla en el programa anual de normalizacin de PEMEX. Sin embargo, esta norma se debe revisar y actualizar, al menos cada cinco (5) aos o antes, si las sugerencias y recomendaciones de cambio lo requieren. Las propuestas y sugerencias, se deben enviar por escrito a: PEMEX-Exploracin y Produccin. Subdireccin de Distribucin y Comercializacin. Coordinacin de Normalizacin. Direccin. Baha de Ballenas N 5, Edificio D Planta Baja. Col. Vernica Anzures. Mxico, D.F. C.P. 11311. Telfono directo: 1944-9286. Conmutador: 1944-2500, ext. 380-80. Correo electrnico mpachecop@pep.pemex.com
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 6 DE 61
5. 5.1 5.1.1 5.1.2 5.1.3 5.2 5.2.1
REFERENCIAS. Normas Oficiales Mexicanas: NOM-001-SEDE-2005 - Instalaciones elctricas (utilizacin). NOM-008-SCFI-2002 - Sistema General de Unidades de Medida. NOM-018-STPS-2000 Sistema para la identificacin y comunicacin de peligros y riesgos por sustancias qumicas peligrosas en los centros de trabajo. Normas Internacionales: ISO 4126-1:2004 - Safety devices for protection against excessive pressure Part 1: Safety valvesSecond Edition (Dispositivos de seguridad para proteccin contra presin excesiva Parte 1: Vlvulas de seguridad segunda edicin). ISO 5753:1991 - Rolling bearings; radial internal clearance (Rodamientos; claros radiales internos). ISO 7005-1:1992 - Metallic Flanges / Part 1: Steel Flanges First Edition (Bridas metlica /parte 1 bridas de acero primera edicin). NACE MR0175/ISO 15156:2001. Petroleum and natural gas industries Materials for use in H2Scontaining Environments in oil and gas production Part 1 TC 1-2005: General principles for selection of cracking-resistant materials - Part 2 TC 1-2005: Cracking-resistant carbon and low alloy steels, and the use of cast irons - Part 3 TC 2-2005: Cracking-resistant CRAs (corrosion-resistant alloys) and other alloys (Industrias del petrleo y gas natural Materiales para uso en ambientes que contienen H2S en la produccin de gas y crudo Parte 1: TC 1-2005: principios generales para la seleccin de materiales resistentes al agrietamiento; Parte 2: TC 1-2005: acero al carbono y de baja aleacin resistentes a la fisura y el uso de fundiciones de hierro; Parte 3: TC 2-2005: aleaciones resistentes al agrietamiento ARC (Aleaciones resistentes a la corrosin) y otras aleaciones. ISO 15649:2001. Petroleum and Natural Gas Industries Piping (Industrias del petrleo y gas natural Tubera). ISO 21049: 2004. Pumps Shaft sealing systems for centrifugal and rotary pumps-First Edition. (Sistemas de sellos de flechas para bombas centrfugas y rotatorias.) ISO 10438-3:2003. Petroleum, petrochemical and natural gas industries Lubrication, shaft-sealing and control-oil systems and auxiliaries Part 3: General-purpose oil systems-First Edition (Industrias del petrleo, petroqumica y gas natural lubricacin, sellos de flecha y sistemas de control de aceite y auxiliares - parte 3: sistemas de aceite de aplicaciones generales). Normas de Referencia: NRF-020-PEMEX-2005 NRF-036-PEMEX-2003 NRF-048-PEMEX-2007 NRF-049-PEMEX-2006 NRF-053-PEMEX-2006 Calificacin y certificacin de soldadores y soldadura Clasificacin de reas peligrosas y seleccin de equipo elctrico. Diseo de instalaciones elctricas Inspeccin de bienes y servicios en plantas industriales. Sistemas de proteccin anticorrosiva a base de recubrimientos para instalaciones superficiales.
5.2.2 5.2.3 5.2.4
5.2.5 5.2.6 5.2.7
5.3 5.3.1 5.3.2 5.3.3 5.3 4 5.3.5
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 7 DE 61
5.3.6 5.3.7
NRF-095-PEMEX-2004 NRF-111-PEMEX-2006
Motores elctricos. Equipos de medicin y servicios de metrologa
6. 6.1
DEFINICIONES Capacidad nominal.
Volumen total de fluido entregado por unidad de tiempo a las condiciones de operacin nominales. La capacidad nominal incluye lquido y cualquier disolvente o gases de entrada y esta basada en las condiciones de succin. 6.2 Carga neta positiva de succin CNPS (NPSH).
Presin total a la entrada, en metros, determinada en las conexiones de succin de la bomba, menos la presin de vapor del lquido, medida en metros.
Nota: Para informacin ver el Anexo 12.5
6.3
Carga neta positiva de succin disponible CNPSD (NPSHA).
Carga neta positiva de succin disponible, en metros, determinada por PEMEX para el sistema de bombeo, con el flujo a capacidad nominal y temperatura normal de bombeo. 6.4 Carga neta positiva de succin requerida CNPSR (NPSHR).
Carga neta positiva de succin requerida, en metros, determinada por las pruebas del proveedor, medida en la brida a la succin. El CNPSR es el CNPS mnimo a la capacidad nominal requerida para prevenir no ms del 3 por ciento de cada de capacidad o una diferencial entre el disponible y el requerido de un metro 6.5 Desplazamiento.
Volumen desplazado por revoluciones del rotor(es). En bombas que incorporan dos o ms rotores que operan a diferentes velocidades, el desplazamiento es el volumen desplazado por revolucin del rotor accionador. El desplazamiento depende nicamente de las dimensiones fsicas de los elementos de bombeo. 6.6 Equivalente.
Significa aquella Norma, Cdigo, Especificacin o Estndar propuesto por el Contratista, Proveedor o Fabricante, que cumple con los requisitos establecidos en el Anexo 12.7 Presentacin de documentos equivalentes, de esta norma de referencia. 6.7 Prdida Slip
Es la cantidad de fluido por unidad de tiempo que se fuga a travs de los claros internos de una bomba rotatoria. La prdida depende de los claros internos, la presin diferencial, las caractersticas del fluido y en algunos casos, la velocidad.
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 8 DE 61
6.8
Presin mxima permisible de trabajo.
Presin mxima continua para la cual el fabricante ha diseado el equipo (o cualquier parte a la que este concepto aplique) cuando se maneja el fluido especificado a la temperatura y capacidad especificada. 6.9 Presin nominal de descarga.
Presin de descarga para las condiciones de operacin especificadas. 6.10 Velocidad nominal.
Nmero de revoluciones por minuto del rotor requeridas para cumplir con las condiciones especificadas de operacin. En bombas que incorporan dos o ms elementos rotatorios operando a diferentes velocidades, la velocidad nominal es la velocidad del rotor del accionador.
7. 7.1 7.2 7.3 7.4 7.5 7.6 7.7 7.8 7.9 7.10 7.11 7.12 7.13 7.14 7.15 7.16
SMBOLOS Y ABREVIATURAS. ABMA AGMA AISI ANSI ASME ASTM AWS American Bearing Manufacturers Association (Asociacin Americana de Fabricantes de Cojinetes). American Gear Manufacturers Association (Asociacin Americana de Fabricantes de Engranes). American Iron and Steel Institute (Instituto Americano de Hierro y Acero). American National Standards Institute (Instituto Nacional Americano de Estndares). American Society of Mechanical Engineers (Sociedad Americana de Ingenieros Mecnicos). American Society for testing and Materials (Sociedad Americana para Pruebas y Materiales). American Welding Society (Sociedad Americana de Soldadura). Carga Neta Positiva a la Succin. Carga Neta Positiva de Succin Disponible. Carga Neta Positiva de Succin Requerida.
CNPS (NPSH) CNPSD (NPSHA) CNPSR (NPSHR) dB(A) DN F H2S ISO lb
Decibelios en la escala de ponderacin A Dimetro nominal. Grados Fahrenheit. cido Sulfhdrico. International Organization for Standardization (Organizacin Internacional de Normalizacin). libra
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 9 DE 61
7.17 7.18 7.19 7.20 7.21
NACE NOM NPS NRF
National Association of Corrosion Engineers (Asociacin Nacional de Ingenieros en Corrosin). Norma Oficial Mexicana. Nominal Pipe size (Dimetro nominal de tubera). Norma de Referencia.
Part UG Subsection A, Part UG General Requirements for all methods of construction and all materials (Section VIII division 1 of ASME Code) (Subseccin A parte UG, Requerimientos generales para todos los mtodos de construccin y todos los materiales). Part UHA Subsection C, Part UHA Requirements for pressure vessels constructed of high alloy steel (Section VIII division 1 of ASME Code) (Subseccin C parte UHA, Requerimientos para recipientes a presin construidos con aceros de alta aleacin). Subsection B, Part UW Requirements for pressure vessels fabricated by welding (Subseccin B parte UW, requerimiento para recipientes a presin fabricados con soldadura).
7.22
7.23
Part UW
7.24 7.25 7.26 7.27 7.28
PEMEX Petrleos Mexicanos y Organismos Subsidiarios. psia pulg r/min UNS Libras por pulgada cuadrada absolutas. Pulgadas. Revoluciones por minuto Unified numbering system (Sistema de numeracin unificado).
8. 8.1 8.1.1
DESARROLLO Diseo bsico. Generalidades.
8.1.1.1 Una bomba rotatoria es una bomba de desplazamiento consiste de una carcasa que contiene engranes, tornillos, lbulos, levas, paletas, mbolos o elementos similares actuando por medio de rotacin relativa entre la flecha del accionador y la carcasa. No existen vlvulas de entrada y salida. Estas bombas se caracterizan por sus claros de operacin muy cerrados, con un amplia gama de viscosidades, presiones y flujos. Las bombas rotatorias se clasifican en la forma siguiente:
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 10 DE 61
Bombas Rotatorias
Rotor Simple Engrane Lbulo Rotor Flexible Tornillo Disco Oscilante Peristltica Rotor Mltiple Aspas Pistones Miembros Flexibles Tornillos Engranes Lbulos
8.1.1.2 Se debe disear y construir el equipo (incluyendo sistemas auxiliares) para una vida mnima de servicio de 20 aos y 3 aos de operacin ininterrumpida considerando los mantenimientos correspondientes de acuerdo con el manual de mantenimiento del fabricante. 8.1.1.3 El proveedor de la bomba debe asumir la responsabilidad del equipo, incluyendo bomba, accionador, transmisin de potencia y los sistemas auxiliares incluidos en la orden de compra. 8.1.1.4 El proveedor debe suministrar la bomba para el punto de operacin normal especificado en la hojas de datos del Anexo 12.1. 8.1.1.5 El nivel de ruido mximo del equipo debe ser de 85 dB (A) medidos a 1,5 m de distancia.
8.1.1.6 El equipo se debe disear para operar sin riesgo de dao como mnimo hasta la presin de operacin de la vlvula de alivio y hasta la velocidad permisible de acuerdo al diseo del fabricante . 8.1.1.7 Se debe desarrollar el arreglo del equipo, incluyendo tubera y sistemas auxiliares conjuntamente entre PEMEX y el proveedor. El arreglo debe proporcionar reas libres y accesos seguros para la operacin y el mantenimiento de los mismos. 8.1.1.8 Los motores, las instalaciones y componentes elctricos se deben suministrar de acuerdo a la clasificacin de reas peligrosas indicada por PEMEX y deben cumplir con los requerimientos de la NOM-001SEDE-2005, la NRF-036-PEMEX-2003 y de la NRF-048-PEMEX-2007. 8.1.1.9 Se deben disear los depsitos de aceite y compartimientos que encierran partes lubricadas en movimiento (como cojinetes, sellos de flecha, partes altamente pulidas, instrumentos y elementos de control) para minimizar la contaminacin por humedad, polvo y otros materiales extraos durante periodos de operacin y esperas. 8.1.1.10 Se debe disear el equipo para permitir un mantenimiento rpido y econmico, particularmente en lo relativo a empaques y sellos. Se deben disear y fabricar las partes mayores para asegurar un alineamiento correcto en el reensamble.
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 11 DE 61
8.1.1.11 El proveedor debe suministrar la bomba para las condiciones ambientales indicadas en las hojas de datos del Anexo 12.1. 8.1.1.12 Las partes de repuesto de la bomba y los sistemas auxiliares suministrados deben cubrir los criterios de esta norma de referencia. 8.1.2 Carcasa a presin
8.1.2.1 Los valores del esfuerzo circunferencial empleados en el diseo de la carcasa no deben exceder los valores de esfuerzos mximos permisibles a la tensin, indicados en la Seccin VIII Divisin 1 del Cdigo ASME o equivalente, a la temperatura mxima de operacin del material del equipo. 8.1.2.2 La presin mxima permisible de trabajo de la carcasa debe ser igual a la especificada para los ajustes de la vlvula de alivio. Los ajustes de la vlvula de alivio deben exceder la presin nominal de descarga un mnimo del 10 por ciento o 170 kPa (25 lb/pulg2), la que sea mayor. 8.1.2.3 Se debe evitar al mximo los barrenos roscados en partes sometidas a presin. Para prevenir fugas en las secciones a presin de la carcasa, el espesor del metal dejado por abajo y alrededor de los barrenos roscados debe ser por lo menos la mitad del dimetro nominal del tornillo, adems del requerido por corrosin. La profundidad de los barrenos roscados debe ser por lo menos 1,5 veces el dimetro del tornillo. 8.1.2.4 a) b) c) Se debe fabricar la tornillera de acuerdo a lo siguiente: Los detalles de las cuerdas deben cumplir con ASME B1.1 o equivalente. Se deben suministrar birlos, a menos que PEMEX apruebe tornillos tipo cachucha. Se debe dejar espacio para permitir el uso de llaves de estras o de caja. El proveedor debe suministrar cualquier herramienta especial o dispositivo que se requiera. No se deben utilizar tornillos de caja allen, tuercas tipo castillo y con cabezas especiales, a menos que se especifique. La marca del grado del estndar ASTM o equivalente del esprrago y la tuerca se debe localizar en sus extremos.
d)
e)
8.1.2.5 Cuando el diseo de la bomba lo requiera, se deben suministrar tornillos de nivelacin, orejas o tornillos para izaje, pasadores gua, pasadores de alineacin para facilitar el desensamble y reensamble. Cuando se utilicen tornillos de nivelacin para separar caras en contacto, una de las caras debe ser realzada o en caja para evitar fugas en juntas o un ajuste inadecuado en el ensamble. Las barras gua deben tener la longitud requerida para prevenir daos a los internos o bridas de cualquier componente durante el desensamble y reensamble. Las orejas o tornillos de ojo para izaje se deben suministrar para levantar solamente la mitad superior de la carcasa. 8.1.2.6 Las chaquetas de enfriamiento o calentamiento para bombas, si se requieren, se deben disear para prevenir fugas del fluido de proceso hacia el fluido refrigerante. Para el enfriamiento de carcasas, cuando aplique, se deben usar cmaras separadas no interconectadas, segn lo requieran la carcasa y el cabezal.
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 12 DE 61
8.1.2.7 Las chaquetas se deben disear para una presin manomtrica mnima de trabajo de 520 kPa (75 lb/pulg2) y una presin manomtrica mnima de prueba hidrosttica de 800 kPa (115 lb/pulg2) a menos que se especifique otra cosa. 8.1.2.8 Se debe suministrar la base del equipo con tornillos verticales niveladores y con barrenos que sean accesibles para su uso en el ensamble final. 8.1.3 Conexiones en la carcasa.
8.1.3.1 Las conexiones de succin y descarga deben ser bridadas y atornilladas, orientadas como se especifique. Si las conexiones roscadas son estndar, se pueden utilizar para DN 40 (NPS 1) y menores. La conexin de succin debe ser para la presin mxima permisible de trabajo de entrada. La conexin de descarga debe ser para la presin mxima permisible de trabajo de descarga y deben cumplir con la presin de trabajo a la cual normalmente estn operando. Se debe especificar en la hoja de datos del Anexo 12.1 de este documento, si se requieren grados ms altos de bridas en la conexin de entrada o si se prohben las conexiones roscadas DN 40 (NPS 1) y menores. 8.1.3.2 Los materiales de las conexiones soldadas a la carcasa deben ser del mismo material, incluyendo los valores de impacto y los requerimientos de la tubera conectada (ver el prrafo 8.2.4.5 de este documento). 8.1.3.3 Las aberturas en la carcasa para conexin de tuberas no deben ser menores de DN 15 (NPS ), y ser bridadas y atornilladas, cuando esto no sea posible, se pueden utilizar aberturas roscadas en dimensiones que van desde DN 15 (NPS ) hasta DN 40 (NPS 1). Estas aberturas roscadas se deben realizar de acuerdo a lo siguiente: a) b) c) d) e) Los niples roscados no deben tener una longitud mayor de 150 mm (6 pulg), y atornillar en los orificios roscados. Los niples deben ser sin costura y cdula 160 mnimo para DN 25 (NPS 1) y menores; y cdula 80 mnimo para DN 40 (NPS 1). El niple se debe suministrar con brida de cuello soldable o de caja soldable. Los materiales del niple y la brida deben cumplir con el prrafo 8.1.3.2 de este documento. Las conexiones roscadas se deben sellar con soldadura; no se permite soldadura de sello en la conexin de instrumentos, o donde se requiere el desensamble para mantenimiento. Las uniones con soldadura de sello deben cumplir con la ISO 15649 y se debe complementar con ASME B31.3 o equivalente. Las entradas para tubera deben cumplir con ASME B16.5 o equivalente. Las roscas para tubera deben ser cnicas de acuerdo a ASME B1.20.1 o equivalente.
f) g)
8.1.3.4 No se permiten conexiones con las siguientes dimensiones: DN 32 (NPS 1), DN 65 (NPS 2), DN 90 (NPS 3), DN 125 (NPS 5), DN 180 (NPS 7) y DN 225 (NPS 9). 8.1.3.5 Las aberturas roscadas no conectadas a la tubera se deben bloquear con tapones slidos de acero con cabeza redonda y cumplir con ASME B16.11 o equivalente. Estos tapones deben cumplir con los requerimientos del material de la carcasa. Los tapones que se retiren posteriormente, deben ser de material resistente a la corrosin. El lubricante utilizado para las conexiones roscadas debe ser de acuerdo a la temperatura de bombeo. No se debe colocar cinta de sello a las cuerdas de tapones de los conductos de aceite. No se permiten tapones de plstico.
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 13 DE 61
8.1.3.6 a) b)
Las bridas deben cumplir con ASME B16.5 o equivalente, como aplique, excepto por lo siguiente: Las bridas de hierro fundido no son aceptadas. Las bridas de cara plana con el espesor de cara realzada, son aceptables en carcasas que no sean de hierro fundido y deben ser aprobadas por PEMEX. Se aceptan las bridas con espesor o dimetro exterior mayor que el requerido por ASME B16.5 o equivalente. Las conexiones que no cumplan con ASME B16.5 deben ser aprobadas por PEMEX.
c)
d)
8.1.3.7 Las bridas maquinadas y atornillables deben cumplir con ASME B16.5 o equivalente. El proveedor debe suministrar las conexiones con los tornillos y tuercas ya instalados. Se deben eliminar las primeras 1 cuerdas del roscado en ambos extremos del esprrago. 8.1.3.8 8.1.4 Las conexiones deben ser accesibles para el desensamble sin que la bomba sea movida. Fuerzas y momentos externos.
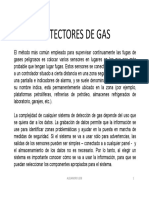
8.1.4.1 Para bombas con carcasa de acero o aleaciones de acero, las boquillas de succin y descarga deben de soportar las fuerzas y momentos transmitidos por la tubera externa, determinados por las siguientes frmulas (ver figura 1). Fx = 13D Fy = 13D Fz = 13D Donde: D = Dimetro nominal de tubera para la conexin de la boquilla de la bomba en milmetros. Fx = Fuerza en Newtons en el eje x, la cual es paralelo al eje de la flecha. Fy = Fuerza horizontal en Newtons en el eje y, la cual es mutuamente perpendicular a los ejes x y z. Fz = Fuerza vertical en Newtons en el eje z, la cual es mutuamente perpendicular a los eje y y x. Mx = Momentos alrededor del eje x, en Newton metro My = Momentos alrededor del eje y, en Newton metro Mz = Momentos alrededor del eje z, en Newton metro. Para carcasas de bombas construidas de otros materiales, el proveedor debe presentar un criterio de comparacin. Mx = 7D My = 7D Mz = 7D
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 14 DE 61
Fig. 1, Sistema de coordenadas para el clculo de fuerzas y momentos. 8.1.5 Elementos rotativos
8.1.5.1 Los elementos de bombeo estacionarios y de movimiento se deben disear y fabricar de material resistente al desgaste. Las partes rotatorias deben estar alineadas. Las cargas internas se deben soportar mediante el balance hidrulico, chumaceras, bujes y baleros. 8.1.5.2 Los rotores y flechas deben tener la rigidez y compatibilidad de material para prevenir el desgaste entre los cuerpos del rotor y la carcasa, y entre los engranes de sincronizacin a las condiciones especificadas ms desfavorables, incluyendo 110 por ciento de la presin de ajuste de la vlvula de alivio. Las partes del rotor no integradas con la flecha se deben fijar a la flecha para prevenir el movimiento relativo imprevisto bajo cualquier condicin de operacin. 8.1.5.3 Los engranes de sincronizacin, cuando se suministren, pueden ser del tipo rectos, helicoidales o tipo herringbone. Los engranes deben ser de paso diametral ordinario (menor de 20) y ser al menos de calidad AGMA 9. Los engranes se deben disear cumpliendo con AGMA 6010 o equivalente con un factor de servicio de 1,5 mnimo. 8.1.6 8.1.6.1 Sellos mecnicos y empaque convencional. Sellos mecnicos.
8.1.6.1.1 El proveedor debe suministrar sellos mecnicos, a menos que se especifique lo contrario. 8.1.6.1.2 Los sellos mecnicos deben ser de acuerdo a la norma internacional ISO 21049.
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 15 DE 61
8.1.6.1.3 Esta norma de referencia no cubre el diseo de las partes componentes de los sellos mecnicos; dichas partes deben ser de diseo y con materiales para las condiciones especficas de servicio. Tambin deben soportar la presin mxima de descarga, excepto en servicio de alta presin de descarga en donde no es prctico. Para tales aplicaciones, el proveedor debe indicar en su cotizacin el valor mximo de presin de sellado y el mximo rango de presin dinmica y esttica del sello. 8.1.6.1.4 Se deben suministrar los materiales de los sellos mecnicos de acuerdo con el Anexo 12.6 de este documento. Las caras y juntas se deben codificar de acuerdo a las tablas 7 y 8 del Anexo 12.6. 8.1.6.1.5 Las partes componentes del sello y prensaestopas, deben resistir cuando menos la presin mxima de diseo de la cmara del sello a la temperatura de bombeo y tener la rigidez para evitar cualquier distorsin que dae la operacin del sello, incluyendo la deformacin que ocurre durante el apriete de los esprragos en la colocacin del empaque. 8.1.6.1.6 La cmara del sello debe tener un venteo (interno o externo) que permita ventear completamente la cmara, previo al arranque. 8.1.6.1.7 Si por medio del fluido de bombeo se suministra el lubricador y el enfriamiento del sello, el proveedor de la bomba se debe asegurar de que el flujo alcance a las caras del sello primario para suministrar enfriamiento y mantenimiento por medio de una pelcula estable en las caras del sello. 8.1.6.1.8 Si el proveedor suministra una fuente externa de descarga del sello, debe especificar el flujo, presin, temperatura y propiedades de lubricacin requeridas del medio de descarga. Si se utiliza un orificio restrictivo, ste no debe ser menor de 3 mm (1/8 pulg) de dimetro. 8.1.6.1.9 Donde se deba contener una fuga despus del sello mecnico primario, se debe especificar un mecanismo adicional para el sellado del eje. Estos mecanismos incluyen, sellos mecnicos dobles, cajas de estoperos auxiliares o sellos secundario. El mtodo de lubricacin de estos mecanismos debe ser de comn acuerdo entre PEMEX y el proveedor. 8.1.6.1.10 Los sellos mecnicos se deben instalar en la bomba antes del embarque, a menos que se especifique otra cosa, y estar limpios, lubricados y listos para el servicio. En bombas que requieren ajuste final en campo, el proveedor debe fijar a la bomba una placa metlica indicando este requerimiento. 8.1.6.2 Caja del estopero para empaque convencional.
8.1.6.2.1 El proveedor debe seleccionar el tipo de empaque y el material para el servicio especificado, a menos que se especifique otra cosa. 8.1.6.2.2 La caja del estopero debe acomodar preferentemente cinco anillos de empaques ms un anillo linterna. 8.1.6.2.3 Cuando se especifique, o lo recomiende el proveedor, se debe suministrar un anillo linterna con un ancho no menor de 1,5 veces del tamao del empaque, para la introduccin de lubricacin y/o enfriamiento directamente dentro del empaque. Las conexiones para el anillo linterna deben ser no menos DN 8 (NPS ). 8.1.6.2.4 Se debe proporcionar un espacio amplio para reemplazar los empaques sin remover o desmantelar cualquier otra parte que no sea el prensaestopas. 8.1.6.2.5 El proveedor debe instalar el empaque, previo al embarque, a menos que se especifique otra cosa.
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 16 DE 61
8.1.6.2.6 El prensaestopas en las bombas para hidrocarburos se debe disear para que los birlos no se aflojen a pesar del desgaste de los empaques. 8.1.7 Chumaceras.
8.1.7.1 Los rodamientos deben tener un mnimo de vida nominal L10 de 25 000 horas en operacin continua en condiciones nominales o de 16 000 horas con cargas mximas axial y radial a la velocidad nominal.
Nota: La vida nominal es el nmero de horas a la velocidad y cargas nominales de los cojinetes, que deben completar o exceder el 90 por ciento de un grupo de cojinetes idnticos antes de la primera evidencia de falla.
8.1.7.2 Los rodamientos se deben sujetar en la flecha y fijar en la caja de rodamientos de acuerdo con la ISO 286-1 y se debe complementar con ABMA estndar 7 o equivalente. Los dispositivos utilizados para asegurar los cojinetes de empuje a la flecha deben ser con tuerca y rondana tipo lengeta. 8.1.7.3 A excepcin de los rodamientos de contacto angular, stos deben tener un claro interno de acuerdo a ISO 5753, o grupo 3 ANSI/ABMA estndar 20 o equivalente. Los rodamientos de rodillos deben tener un claro y deben cumplir con el ABMA estndar 11 o equivalente. Los rodamientos de una o dos pistas deben ser del tipo sin ranura de llenado Conrad. 8.1.7.4 Los alojamientos de chumaceras lubricadas por separado se deben sellar contra contaminantes externos. Estos alojamientos deben tener un drenado en el punto mas bajo y estar equipados con un indicador de nivel de aceite. 8.1.7.5 Cuando se suministren chumaceras lubricadas por grasa, el diseo del proveedor debe incluir una previsin para protegerlas contra exceso de engrasado. 8.1.8 Lubricacin.
8.1.8.1 Las chumaceras y alojamientos de chumaceras se deben suministrar para lubricacin con aceite de hidrocarburos, a menos que se especifique otra cosa. 8.1.8.2 El proveedor debe especificar el tipo, cantidad y frecuencia de lubricacin para las chumaceras lubricadas separadamente y engranes de sincronizacin. 8.1.8.3 Cuando se especifique, las chumaceras lubricadas con aceite en alojamientos separados se deben suministrar con aceitera de nivel constante. 8.1.8.4 Cualquier punto que requiera lubricacin con aceite debe tener disponibles lneas de extensin para permitir el acceso durante la operacin. 8.2 8.2.1 Materiales. Generalidades.
8.2.1.1 Los materiales de construccin deben ser de acuerdo a los estndares del fabricante para las condiciones de operacin especificadas, excepto cuando se requiera o se prohba en las hojas de datos del Anexo 12.1 o en el texto de esta norma (ver el subinciso 8.3.5 para requerimientos de material para tubera auxiliar). Se debe establecer claramente en la propuesta del proveedor la metalurgia de los componentes mayores.
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 17 DE 61
8.2.1.2 Los materiales se deben identificar en la propuesta del proveedor con los grados correspondientes a los estndares ASTM, ASME o equivalentes (ver Anexo 12.2). Cuando dicha designacin no exista, la norma del material del fabricante se debe incluir en la propuesta, indicando las propiedades fsicas, la composicin qumica y los requisitos de prueba del material propuesto. PEMEX debe determinar si especifica pruebas e inspecciones adicionales, especialmente para servicios crticos. 8.2.1.3 El proveedor debe especificar las pruebas y los procedimientos opcionales de inspeccin ASTM o equivalente, necesarios para asegurar que los materiales son satisfactorios para el servicio. Cada prueba e inspeccin se debe indicar en la propuesta. PEMEX debe considerar si especifica pruebas e inspecciones adicionales, especialmente para materiales empleados en componentes crticos. 8.2.1.4 Las partes externas que estn sujetas a movimiento rotatorio o de deslizamiento (tales como juntas para evitar las fugas y mecanismos de ajuste) deben ser de materiales resistentes a la corrosin para las condiciones del sitio. 8.2.1.5 Las partes menores no identificadas (tales como tuercas, resortes, rondanas, empaques y cuas entre otros) deben ser resistentes a la corrosin, para las condiciones de sitio. 8.2.1.6 PEMEX debe especificar en la hoja de datos del Anexo 12.1, cualquier agente corrosivo presente en el fluido de proceso o en el ambiente, incluyendo sus componentes que puedan causar agrietamiento por corrosin en reas sometida a esfuerzo. 8.2.1.7 Si partes expuestas a condiciones que propicien la corrosin intergranular, se van a fabricar, a colocar revestimiento duro, a recubrir o a reparar con soldadura, se deben hacer con aceros de bajo carbono o aceros inoxidables austenticos de grados estabilizados
Nota: Los recubrimientos o superficies con revestimiento duro que contengan ms de 0,1 por ciento de carbono, pueden sensibilizar a los aceros inoxidables austenticos de bajo carbono o de grados estabilizados, a menos que se aplique una capa protectora que no sea sensible al ataque intergranular.
8.2.1.8 Donde se utilicen partes para unin tales como esprragos y tuercas de acero inoxidable austentico ASTM A 320/A 320M Grado B8M (UNS S31600) y ASTM A 194/A 194M Grado 8M (UNS S31600) respectivamente o equivalente con tendencia a pegarse, se deben lubricar con un compuesto que lo evite, de la misma norma de temperatura de operacin y compatible con el fluido de trabajo. 8.2.1.9 Materiales expuestos a ambientes amargos (H2S hmedo) deben de estar de acuerdo con los requerimientos de NACE MR0175/ISO 15156-1. Los materiales ferrosos no cubiertos por dicho estndar se deben limitar a aquellos con lmites de cedencia que no excedan 620 MPa (90 000 lb/pulg2) y 22 Rockwell C. Adems se debe cumplir lo siguiente: a) Se debe indicar en la hoja de datos del Anexo 12.1, la cantidad de H2S que pueda estar presente en el fluido, considerando la operacin normal, arranque, paros, condiciones de espera de arranque, perturbaciones, o condiciones de funcionamiento inusuales tales como regeneracin del catalizador. En muchas aplicaciones, donde pequeas cantidades de H2S hmedo son suficientes para requerir que los materiales cumplan con los requerimientos NACE. Si hay evidencia de que existen cantidades de H2S hmedo o si existen dudas sobre la cantidad de H2S hmedo presente, se debe indicar en las hojas de datos del Anexo 12.1, de que se requiere que los materiales cumplan con los requerimientos NACE.
b)
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 18 DE 61
c)
Los componentes fabricados por soldadura se deben relevar de esfuerzos, para que la soldadura y las zonas afectadas por el calor de la misma, cumplan con el valor del esfuerzo de cedencia y dureza.
8.2.1.10 Cuando materiales distintos con potencial elctrico perceptiblemente diferentes estn en contacto con una solucin electroltica se pueden crear pares galvnicos que pueden resultar en una seria corrosin del material menos noble. Si existen tales condiciones, PEMEX y el proveedor deben seleccionar los materiales de acuerdo con el Libro de referencia de ingenieros en corrosin (Corrosion engineers reference book) del NACE o equivalente. 8.2.1.11 Los materiales, factores de calidad de la fundicin, y la sanidad de cualquier soldadura deben ser iguales a los especificados en la Seccin VIII Divisin 1 del Cdigo ASME o equivalente. 8.2.1.12 Se prohbe el uso del acero ASTM A 515/A 515M o equivalente. Slo se aceptan aceros calmados y normalizados con grano fino. 8.2.1.13 El material de la tornillera para unir partes a presin en carcasas de acero fundido debe ser de acero aleado para alta temperatura (ASTM A 193/A 193M grado B7 o equivalente). Las tuercas deben ser de acuerdo a ASTM A 194/A 194M grado 2H o ASTM A 563M grado B o equivalentes, recubiertas por galvanizado en caliente de acuerdo a ASTM A 153/A 153M o equivalente y cumplir con lo descrito en el prrafo 6.2 del ASME B1.1 o equivalente. Para temperaturas inferiores a -30o C (-22 F) el material de los esprragos debe ser de acuerdo con ASTM A 320/A 320M Grado B8M (UNS S31600) y ASTM A 194/A 194M Grado 8M (UNS S31600) o equivalentes. 8.2.2 Fundiciones.
8.2.2.1 Las fundiciones deben estar libres de fallas, tales como: contracciones, grietas, escoria, burbujas y defectos perjudiciales similares. La porosidad no debe exceder los lmites indicados en los criterios de aceptacin en la inspeccin de los materiales, ver prrafo 8.4.2.2. Las superficies de las fundiciones se deben limpiar por chorro de arena, por chorro de perdigones, por bao qumico o cualquier otro mtodo estndar. Las rebabas y restos de la fundicin se deben eliminar por esmerilado u otro medio apropiado. 8.2.2.2 Los soportes en las fundiciones sometidas a presin deben ser mnimos. Los soportes deben estar limpios, libres de corrosin (pueden ser recubiertos) y ser de una composicin compatible con la fundicin. 8.2.2.3 Las fundiciones ferrosas sometidas a presin no se deben reparar con soldadura, martillado, taponamiento, calentamiento o impregnacin, excepto cuando una fundicin se pueda reparar por soldadura, se debe utilizar un procedimiento calificado basado en los requerimientos de la seccin VIII divisin 1 y seccin IX del cdigo ASME o equivalente. 8.2.2.4 No se aceptan huecos encerrados o taponados .
8.2.2.5 Las fundiciones de hierro nodular se deben fabricar de acuerdo con ASTM A 395/A 395M. o equivalente La produccin de fundiciones debe cumplir con lo siguiente: a) Por lo menos un juego de probetas para prueba de impacto Charpy con ranura en V a un tercio del espesor del bloque de prueba se debe hacerse del material adyacente al espcimen de tensin en cada quilla o bloque Y. Estos especimenes deben tener un valor al impacto mnimo de 14 Joules (10 lb-pie) a la temperatura del cuarto. La quilla o bloque Y en el extremo de la colada debe ser al menos tan gruesa como la seccin ms gruesa de la fundicin principal.
b)
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 19 DE 61
c)
Se deben proporcionar cupones de prueba de la fundicin, de por lo menos 25 mm de altura y dimetro, en reas crticas de la fundicin para su posterior separacin con el propsito de realizar un examen microscpico y una prueba de dureza. reas crticas son: secciones grandes, cambios de seccin, y puntos de grandes esfuerzos tal como orificios de lubricacin, dimetro interior del cilindro, puertos de vlvulas, bridas y otros puntos, por acuerdo entre fabricante o proveedor y PEMEX. La clasificacin de ndulos de grafito debe ser de acuerdo a ASTM A 247 o equivalente. A una probeta de la fundicin de cada colada se le debe realizar el anlisis qumico. Las lecturas de dureza Brinell se deben realizar en la fundicin en lugares factibles de cambios de seccin, bridas, interior del cilindro y puertos de vlvulas. Antes de la prueba de dureza se debe eliminar suficiente material para reducir eliminar el efecto de superficie. Las lecturas se deben realizar en los extremos de la fundicin en lugares que representen la primera y ultima seccin vaciadas Estas deben ser hechas adems de las lecturas Brinell sobre la quilla o el bloque Y. Forjas.
d) e)
8.2.3
A menos que PEMEX especifique otra cosa, los materiales de forja se deben seleccionar de aquellos descritos en la lista del Anexo 12.2. 8.2.4 Soldadura.
8.2.4.1 Se deben inspeccionar las soldaduras de tubera y partes sometidas a presin, as como tambin en cualquier soldadura en materiales dismiles y reparaciones con soldadura, con operadores y procedimientos calificados, de acuerdo con la seccin VIII Divisin 1 del Cdigo ASME y seccin IX del cdigo ASME o equivalente. 8.2.4.2 El proveedor es responsable de revisar todas las reparaciones y las reparaciones con soldadura, para asegurar que fueron tratadas trmicamente y examinadas con pruebas no destructivas para su sanidad y conformidad con los procedimientos calificados aplicables en el prrafo 8.2.1.11. La reparacin con soldadura se debe examinar con pruebas no destructivas, utilizando el mismo mtodo usado para detectar la falla original. La inspeccin debe cumplir con las fracciones 8.4.2.2.3 8.4.2.2.4, la que aplique. 8.2.4.3 A menos que otra cosa se especifique, las soldaduras no cubiertas por ISO 15649, la Seccin VIII Divisin 1 del Cdigo ASME y el ASME B31.3 o equivalentes, como son: soldaduras en bases, dispositivos estndar de bombas, conductos no sujetos a presin, mamparas y paneles de control deben cumplir con el Cdigo ANSI/AWS D1.1/D1.1M o equivalente. 8.2.4.4 A menos que otra cosa se especifique, los componentes sometidos a presin fabricados con materiales forjados o conformados, deben cumplir con lo siguiente: a) Se deben inspeccionar las orillas de las placas con partculas magnticas o lquidos penetrantes de acuerdo a lo especificado en el prrafo UG-93(d)(3) de la Seccin VIII Divisin 1 del Cdigo ASME o equivalente. Se deben inspeccionar las superficies de soldaduras que sean accesibles, con partculas magnticas o lquidos penetrantes despus de la limpieza posterior o escariado y nuevamente despus de aplicar un tratamiento trmico a la soldadura. Las soldaduras de piezas sometidas a presin, incluyendo las soldaduras de las bridas de unin, deben ser de penetracin completa. Los cilindros fabricados de acuerdo con la Seccin VIII, Divisin 1 del Cdigo ASME, requieren tratamiento trmico posterior a la soldadura, sin importar el espesor.
b)
c) d)
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 20 DE 61
8.2.4.5 Las conexiones soldadas a componentes sometidos a presin, se deben instalar de acuerdo a lo siguiente: a) b) Adems de lo indicado en el prrafo 8.2.4.1, se debe realizar la inspeccin radiogrfica, con partculas magnticas o con lquidos penetrantes al 100 por ciento de las soldaduras. La tubera auxiliar soldada a componentes de aleacin al cromo-molibdeno o componentes de acero al 12 por ciento de cromo debe ser del mismo material, excepto que la tubera al cromo-molibdeno se pueda sustituir por tubera de acero al 12 por ciento de cromo. Cuando se requiera tratamiento trmico, la soldadura en tuberas se debe efectuar antes del tratamiento trmico de los componentes. El diseo de las conexiones propuestas se deben someter a la aprobacin de PEMEX previo a la fabricacin. Los dibujos deben mostrar el diseo de las soldadura, tamao, materiales y tratamiento trmico antes y despus de la soldadura. Las soldaduras se deben tratar trmicamente y de acuerdo al prrafo UW-40 de la Seccin VIII Divisin 1 del Cdigo ASME o equivalente. Requisitos de la prueba de impacto.
c) d)
e)
8.2.5
8.2.5.1 Para evitar la fractura por fragilidad durante la operacin, mantenimiento, transporte, instalacin y pruebas, el proveedor debe considerar en el diseo la seleccin de los mtodos de fabricacin, procedimientos de soldadura, y materiales para las piezas de acero sujetas a presin que puedan estar sometidas a una temperatura por debajo del punto de transicin dctil-frgil. La temperatura considerada para la seleccin de los materiales debe ser entre -30 C (-22 F) y 40 C (100 F).
Nota: Los esfuerzos permisibles publicados en el diseo para muchos materiales en el cdigo ASME y estndar ANSI estn basados en las propiedades mnimas de tensin. El cdigo ASME no hace diferencia entre material de acero esponjoso, semicalmado, calmado y rolado en caliente y material normalizado, no toman en cuenta cuando los materiales son producidos bajo practicas de grano fino o grueso.
8.2.5.2 Los componentes sujetos a presin incluyendo boquillas, bridas y componentes soldados, se deben someter a pruebas de impacto y de acuerdo con los requerimientos de los prrafos UCS-65 al UCS-68, de la seccin VIII divisin 1 del cdigo ASME o equivalente. Los aceros de alta aleacin se deben probar y cumplir con el prrafo UHA-51 de la seccin VIII divisin 1 del cdigo ASME o equivalente. No se requieren pruebas de impacto, si se cumplen los requerimientos del prrafo UG-20(f) de la Seccin VIII Divisin 1 del Cdigo ASME o equivalente. Los resultados de las pruebas de impacto deben cumplir con los requerimientos de energa del impacto descritos en el prrafo UG-84 de la Seccin VIII Divisin 1 del Cdigo ASME o equivalente. 8.2.5.3 PEMEX debe especificar la temperatura mnima de diseo del metal para realizar las pruebas de impacto. 8.2.6 Placa de datos y flecha de sentido de rotacin.
8.2.6.1 Una placa de datos se debe colocar en un lugar visible en el equipo y en cualquier otra parte mayor del equipo auxiliar.
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 21 DE 61
8.2.6.2 La flecha que indica el sentido de rotacin debe ser fundida o fijada sobre la bomba en cada pieza importante del equipo rotatorio en un lugar fcilmente visible. Las placas de datos y la flecha de indicacin de rotacin deben ser de acero inoxidable ASTM A 351/A 351M Grado CF3M (UNS S31600), ASTM A 240/A 240M Tipo 316 (UNS S31600) o ASTM B 127 UNS N04400 o equivalentes. Los remaches o tornillos de fijacin deben ser del mismo material de la placa. No se permite soldadura. 8.2.6.3 A la placa de datos se le deben estampar con letra de golpe: el nmero de identificacin de PEMEX, el nombre del proveedor, el nmero de serie, el tamao y el tipo de bomba, as como sus lmites mnimos y mximos de diseo permisibles y datos nominales como son: presiones, temperaturas, velocidades y potencia, las presiones y temperaturas de operacin mximas permisibles, y presiones para pruebas hidrostticas y velocidades criticas. Las unidades mostradas en la placa deben ser de acuerdo al Sistema Internacional de Unidades. 8.3 8.3.1 Accesorios. Accionadores.
8.3.1.1 PEMEX debe especificar el tipo de accionador en las hojas de datos del Anexo 12.1, su tamao debe satisfacer las condiciones mximas de operacin especificadas, incluyendo las prdidas externas por acoplamientos y caja de engranes, adems debe estar de acuerdo con la norma correspondiente que se indique en la requisicin y en la orden de compra, y operar a las condiciones de la instalacin y del lugar especificadas. 8.3.1.2 Se deben especificar las variaciones anticipadas del proceso que pueden afectar el tamao del accionador (tales como cambios en la presin, temperatura o las propiedades del flujo manejado). 8.3.1.3 Se deben especificar las condiciones de arranque para el equipo accionado y los mtodos de arranque deben ser convenidos mutuamente entre PEMEX y el proveedor. La capacidad del par de arranque del accionador elctrico debe exceder los requerimientos del par de arranque del equipo accionado. 8.3.1.4 Los motores elctricos deben estar de acuerdo con la norma NRF-095-PEMEX-2004.
8.3.1.5 Para unidades accionadas por motor elctrico, la potencia indicada en la placa del fabricante (sin considerar el factor de servicio) debe ser mnimo el 110 por ciento de la mxima potencia requerida (incluyendo prdidas por engranes y coples) para cualquiera de las condiciones de operacin especificadas. La potencia indicada en la placa de datos, incluyendo el factor de servicio debe operar al 110 por ciento del ajuste de presin de la vlvula de alivio. 8.3.1.6 Para accionadores elctricos se debe especificar, las caractersticas y accesorios, incluyendo lo siguiente: a) b) c) d) e) f) g) Caractersticas elctricas. Condiciones de arranque (incluyendo cada de voltaje durante el arranque). Tipo de carcasa. Nivel de ruido. Clasificacin de reas, de acuerdo a la norma NRF-036-PEMEX-2003. Tipo de aislamiento. Factor de servicio requerido.
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 22 DE 61
h) i) j) k) l)
Temperatura ambiente y altura sobre el nivel del mar. Prdida por transmisin, si la hay. Detectores de temperatura, sensores de vibracin y calentamiento, si se requieren. Auxiliares, como son motor-generador, ventilacin e instrumentacin. Criterios de vibracin aceptable.
8.3.1.7 Los requerimientos del par de arranque del motor deben ser de acuerdo a lo especificado por PEMEX, y el motor debe acelerar a su velocidad mxima en un periodo de tiempo acordado entre PEMEX y el proveedor. 8.3.1.8 A menos que se especifique otra cosa, las cajas de engranes deben cumplir con API 677 o equivalente. 8.3.1.9 Para accionadores con un peso mayor de 250 kg (550 lb), el proveedor debe proporcionar tornillos de nivelacin para la base. 8.3.2 Coples y guardacoples.
8.3.2.1 A menos que otra cosa se especifique, los coples y guardacoples entre el accionador y el equipo accionado se deben suministrar por el proveedor de la bomba. 8.3.2.2 A menos que otra cosa se especifique, los coples y guardacoples entre el accionador y la bomba deben ser de los estndares del proveedor, para aprobacin de PEMEX. Para bombas con sello mecnico se debe suministrar un espaciador en el cople, la longitud del espaciador debe permitir reemplazar el sello sin desmontar o mover el accionador o la bomba. 8.3.2.3 Cuando el accionador sea suministrado aparte, el proveedor de la bomba debe proporcionar al proveedor del cople, informacin sobre dimensiones de la flecha y cueros, as como movimientos axiales del extremo de la flecha debido a efectos trmicos. 8.3.2.4 Los coples y juntas cople-flecha se deben disear y fabricar por lo menos para transmitir la mxima potencia del accionador incluyendo el factor de servicio. 8.3.2.5 Los guardacoples los debe suministrar el proveedor para las flechas o coples expuestos y deben ser tipo antichispa. 8.3.3 8.3.3.1 Placas de montaje y base. Placas de montaje
Deben cumplir lo siguiente: a) Se debe suministrar la bomba en una placa base para un montaje permanente. Se deben proporcionar las bases con preparaciones para fijacin con tornillos para su completa sujecin al sitio de instalacin.
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 23 DE 61
b)
Las superficies de montaje de cada equipo deben estar en el mismo plano dentro de una tolerancia de 50 micrmetros (0,002 pulg) (ver figura 2) El acabado superficial mximo debe ser de de 3 micrmetros (125 micro pulg) Ra. Cuando el equipo soporte un peso que exceda los 250 kg (550 lb), las placas de montaje se deben suministrar con tornillos niveladores axiales y laterales del mismo tamao, o ms largos que los tornillos de nivelacin verticales. Los tornillos de nivelacin vertical se deben localizar de tal manera que no daen a las superficies calzadas. Sus soportes se deben unir a las placas de montaje de tal modo que no interfieran con la instalacin, el retiro del equipo, tornillos de elevacin o las lainas. Si el equipo es demasiado pesado para usar tornillos de elevacin, el proveedor debe suministrar otros mecanismos Se deben disear los soportes del equipo para limitar un cambio de alineacin causado por la peor combinacin de condiciones de presin, torque y esfuerzos permisibles en tuberas, a 50 micrmetros (0,002 pulg) en la unin de las bridas, ver subinciso 8.1.4 fuerzas y momentos permisibles. Cuando se suministren soportes en la lnea de centros, se deben disear y fabricar para permitir que el equipo se pueda mover con tornillos de nivelacin horizontales. No se deben utilizar pernos de anclaje para sujetar el equipo a las placas de montaje. Las placas de montaje se deben revestir con un acabado antioxidante despus del maquinado. Las placas de montaje se deben disear con una prolongacin de 25 mm (1 pulg) ms all de los tres lados externos de las patas del equipo. El proveedor de las placas de montaje debe suministrar un paquete de lainas de acero inoxidable ASTM A 240/A 240M Tipo 316 (UNS S31600) o equivalente con un espesor de 3 mm (1/8 pulg) mnimo, entre las patas del equipo y la placa de montaje. Los paquetes de lainas deben librar los tornillos de montaje y los niveladores verticales. El proveedor debe suministrar los pernos de anclaje.
c)
d)
e)
f)
g)
h) i) j)
k)
l)
m) El proveedor debe suministrar los tornillos de montaje para unir los componentes a las placas de montaje y tambin los tornillos niveladores. n) Cuando se especifique lechado epxico, el proveedor debe utilizar la limpieza por chorro de arena comercial, de acuerdo con la NACE No.3 SSPC-SP-6 o equivalente En las superficies donde se aplica el lechado de las placas de montaje se deben precubrir stas con un epxico catalizador primario al metal previamente desengrasado. El primario epxico debe ser compatible con el lechado epxico. El proveedor debe entregar a PEP las instrucciones para la preparacin en campo del primario epxico. Las placas de montaje destinadas para recibir lechada se deben suministrar con tornillos niveladores. Las pacas de montaje a las que se les coloca la lechada deben tener 50 mm (2 pulg) de radio de chafln en las esquinas externas (vista de planta). Las placas de montaje que no reciben lechada deben de estar revestidas con un acabado antioxidante despus del maquinado
o)
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 24 DE 61
soportes del equipo
Placas de montaje con superficie de montaje maquinada (tipicamente)
Placas de montaje Lechada epoxica Placas de montaje Almoadilla de montaje soldada a la placa base
Subplaca dentro de la lechada epoxica Ver detalle A Paso de el barreno para perno ancla de 0.635 cm mayor que el perno ancla (tipico) Rosca de tornillo nivelador de grasa CIMENTACION DE CONCRETO Pernos Ancla Ver detalle B Ya sea barrenado y roscado o tuerca soldada perno J (perno de elevacion) puede ser usado. Nota: Ver detalle C para gato hidraulico alternativo (optativo) en lugar de pernos J (perno de elevacion) para unidades pesadas
Base de la almoadilla de montaje paralela a la superficie de montaje maquinada
Placabase (cama)
Lechada epoxica
Aislante de espuma o (Duxseal) envolviendo la rosca de los pernos ancla
Laminillas
Lechada epoxica
Camisa de perno ancla llena sellador para juntas de silicone o (polysulfide) para sellarlo de agua y aceite Puntos de soldadura en placa/tuerca o perno J
DISEO ESTANDAR DE PLACA BASE (CAMA) Detalle A
DISEO OPCIONAL DE ALMOADILLAS DE MONTAJE Detalle B Gato Hidraulico
Subplaca
Gato Hidraulico Alternativo (opcional) Detalle C
Figura 2.- Arreglo de montaje
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 25 DE 61
8.3.3.2
Base.
Deben cumplir lo siguiente: a) b) Se debe suministrar una base comn baseplate para todo el equipo La base o patn se debe extender bajo la bomba y los componentes del tren accionador, de tal manera que si existe una fuga en estos componentes se contenga dentro de la base, a menos que se especifique otra cosa. La base se debe suministrar con orejas de izaje en al menos cuatro puntos. La localizacin de las orejas de izaje no debe permitir la distorsin o daar la base y al equipo montado en sta. El fondo de la base entre los miembros estructurales debe ser abierto. Los agujeros de venteo deben tener un tamao al mnimo de 15 mm (1/2 pulg) y estar colocados en la parte mas alta de cada seccin de la base. Los asientos de montaje en el fondo de la base deben estar en un mismo plano para permitir una cimentacin de un solo nivel. Cuando se especifique, el proveedor debe suministrar subplacas de asiento. La base se debe suministrar con una cubierta antiderrapante que cubra las reas de paso y trabajo, a menos que se especifique otra cosa. Los asientos de montaje de la base se deben maquinar despus de que la base sea fabricada. La base se debe suministrar con drenaje tipo canal o charola y con reborde. Las conexiones para el drenaje deben estar taponadas y ser de DN 20 (NPS 3/4) mnimo localizadas en la parte mas baja del borde para que se efecte un drenado completo. El canal o charola de la base debe tener una inclinacin a una razn de por lo menos 1:120 hacia el extremo del drenaje. Vlvulas de alivio
c) d) e) f)
g) h) i)
8.3.4
8.3.4.1 El proveedor debe proporcionar las vlvulas de alivio que se van a instalar sobre el equipo o en la tubera que el proveedor suministra. Cuando se especifique, el proveedor debe suministrar vlvulas de alivio para instalarlas en la tubera de PEMEX. Otras vlvulas de alivio las debe proporcionar PEMEX. Las vlvulas de alivio para el equipo de operacin deben cumplir con la norma ISO 4126-1 y el API STD 526 o equivalente 8.3.4.2 El proveedor debe determinar el tamao y ajustar las presiones de las vlvulas de alivio relacionadas con el equipo. La cotizacin del proveedor debe enlistar las vlvulas de alivio e indicar claramente aquellas que va a suministrar el proveedor. El ajuste de la vlvula de alivio, incluyendo la acumulacin, deben tomar en cuenta los posibles tipos de fallas del equipo y la proteccin de los sistemas de tuberas. 8.3.4.3 8.3.4.4 8.3.5 No se aceptan vlvulas de alivio que son integrales con el cuerpo de la bomba o internas. El cuerpo de las vlvulas de alivio deben ser de acero, a menos que se especifique otra cosa. Tubera.
8.3.5.1 El diseo de la tubera y la fabricacin de la junta, prueba e inspeccin deben cumplir con la ISO 15649 y complementar con el ASME B31.3 o equivalente. 8.3.5.2 Los sistemas auxiliares se definen como sistemas de tuberas, que estn en los siguientes servicios:
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 26 DE 61
a)
Grupo I: Fluido de limpieza al prensaestopas. Drenajes y venteos.
b)
Grupo II: Aire de Instrumentacin. Drenajes y venteos.
c)
Grupo III: Agua de enfriamiento. Drenajes y venteos.
d)
Grupo IV: Aceite lubricante. Drenajes y venteos.
Los sistemas auxiliares deben cumplir los requisitos de la Tabla 1. 8.3.5.3 Los sistemas de tuberas deben incluir tubera, vlvulas de seccionamiento, vlvulas de control, vlvulas de alivio, reductor de presin, placa de orificios, indicadores de temperatura y termopozos, indicadores de presin, indicadores de flujo visible, y todo lo relacionado a drenajes y venteos. 8.3.5.4 El proveedor debe suministrar el sistema de tuberas, incluyendo el montaje de los accesorios, localizados dentro de los lmites del rea base de la unidad principal, cualquier rea para la consola de lubricacin o cualquier rea base auxiliar. La tubera debe terminar con conexiones bridadas en el borde de la base. PEMEX solamente debe suministrar las interconexiones de la tubera entre el equipo y las instalaciones fuera de la base. 8.3.5.5 a) b) c) d) e) El diseo de los sistemas de tuberas debe cumplir las siguientes condiciones: Soporte y proteccin para evitar daos por vibracin o de transportacin, operacin y mantenimiento. Flexibilidad y accesibilidad normal para operacin, mantenimiento y limpieza. El arreglo de instalacin ordenado y adaptado al contorno del equipo sin obstruir el acceso a ninguna conexin. La eliminacin de bolsas de aire por el uso de vlvulas de venteo o arreglos de tubera sin acumulacin. Permitir el drenaje en puntos bajos sin necesidad de desensamblar la tubera.
8.3.5.6 Se debe fabricar la tubera preferiblemente por medio del doblado y por soldadura para reducir el uso de bridas o accesorios. Se aceptan las bridas soldadas nicamente en las conexiones del equipo en el borde de cualquier base, y para fcil mantenimiento. Se permite utilizar bridas en otros puntos nicamente con la aprobacin especfica de PEMEX. Con excepcin de conexiones T y de reducciones, se permiten los accesorios soldados nicamente para facilitar la disposicin de la tubera dentro de las reas congestionadas. Se debe reducir el uso de las conexiones roscadas. La tubera de reduccin no se debe utilizar
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 27 DE 61
8.3.5.7 Las roscas para tubera deben ser cnicas de acuerdo con ASME B1.20.1 o equivalente. Las bridas deben cumplir con la ISO 7005-1 y se deben complementar con ASME B16.5 o equivalente. Las bridas deslizables son aceptadas con la aprobacin de PEMEX. Para las bridas de casquillo soldable, una holgura de 2 mm (1/16 pulg) se debe dejar entre el extremo de la tubera y la caja. 8.3.5.8 No se deben usar conexiones, tuberas, vlvulas y accesorios de los siguientes dimetros nominales: 32 mm (1 pulg), 65 mm (2 pulg), 90mm (3 pulg ), 125 mm (5 pulg), 180 mm (7 pulg) 225 mm (9 pulg). DN 32 (NPS 1), DN 65 (NPS 2), DN 90 (NPS 3 ), DN 125 (NPS 5 ), DN 180 (NPS 7 ) o DN 225 (NPS 9 ). 8.3.5.9 Donde el espacio no permita el uso de tubera de DN 15 (NPS ), DN 20 (NPS ) o DN 25 (NPS 1), tubera tubing sin costura se puede suministrar de acuerdo a la tabla 3 del Anexo 12.2. 8.3.5.10 El dimetro mnimo de cualquier conexin debe ser DN 15 (NPS ), a menos que PEMEX especifique otra cosa. 8.3.5.11 Los sistemas de tuberas suministrados por el proveedor se deben fabricar, instalar y soportar. Los barrenos para la unin de las bridas deben ocupar lneas paralelas a la lnea de centro horizontal o vertical del equipo. 8.3.5.12 Se debe realizar la soldadura por soldadores con procedimientos calificados de acuerdo a la NRF020-PEMEX-2005 y complementar con la seccin IX del cdigo ASME o equivalente. 8.3.5.13 Los tapones para la tubera deben cumplir con el prrafo 8.1.3.5.
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 28 DE 61
Sistema
Grupo I (fluido auxiliar al proceso) No Flamable flamable / txico no txico Sin costuraa Sin costuraab
Grupo II (vapor) < 75 lb/pulg2 man.
Grupo III (agua de tratamiento) Estandar < 1 pulg Sin costuraa Opcional
Grupo IV (aceite lubricante) < DN 25 (NPS 1) < DN 40 (NPS 1)
Tubera (cedula) TubingC Todas las vlvulas Vlvulas de compuerta y globo Accesorios y conexiones de tubera Accesorios de tubing Fabricacin de juntas < DN 40 (NPS 1) Fabricacin de juntas > DN 50 (NPS 2)
ASTM 53 acero inoxidable ASTM 312, grado B TP 304 TP 316 o cedula40 o equivalente equivalente _____ Sin costura acero inoxidable ASTM A 269 TP 316 o acero al carbono ASTM A 192 Sin costuraa Clase 800 Bronce clase 2 000 _____ Acero al carbono, clase 800 Bonetes atornillados y empaquetadura Acero inoxidable ASTM A 182 F316, ASTM A 403 TP o equivalente _____ Brida deslizable de acero al carbono Brida deslizable de acero al carbono Espiral de acero inoxidable ASTM A 240/A 240M TP 304 TP 316 o equivalente
Bonetes atornillados y empaquetadura
Forja clase 3 000
ASTM A 53 gr B o equivalente
Estndar del fabricante (con la aprobacin de PEP) Conexin inserto soldable C y roscado _____ Conexin inserto soldable C y roscado _____
Roscada
Roscada
Roscada
_____
_____
_____
Especificado por el comprador
_____
Juntas
Espiral de acero inoxidable tipo 304 316
_____
_____
_____
Brida atornillada
ASTM A 193 grado B7, ASTM A 194 grado 2H o equivalente
Nota: La tubera de acero al carbono debe estar de acuerdo a ASTM A 106 gr B; ASTM A 524; o API especificacin 5L grado B o equivalente. Los accesorios, vlvulas y bridas de acero al carbono y componentes deben ser de acuerdo a ASTM A 105 o equivalente.
Acero al carbono cdula 160 para DN 8 (NPS ) y menores; cdula 80 para DN 25 (NPS 1) a DN 40 (NPS 1); cdula 40 para DN 25 (NPS 1) y menores; cdula 40S para DN 40 (NPS 1) y DN 80 (NPS 3); cdula 10S para DN 100 (NPS 4) y mayores.
ASTM A 193, gr B7, _____ _____ _____ ASTM A 194 gr 2H o equivalente C DN 15 (NPS ) x 0,065 pulg de pared, DN 8 (NPS ) x 0,095 pulg de pared DN 25 (NPS 1) x 0,109 pulg de pared. d Para ASME el servicio primario para clases arriba de 900 psig (PN 50 man.), las vlvulas de bloqueo pueden ser de bonete soldado o sin bonete con un casquillo atornillado con empaquetadura. Estas vlvulas sern adecuadas para un reempacamiento bajo presin. e Para las juntas roscadas se requiere soldadura de sello; sin embargo, las soldaduras de sello no se permiten en equipos de hierro fundido, en instrumentos, o donde se requiere el desmontaje para el mantenimiento. Las juntas con soldadura de sello se deben hacer de acuerdo al ASME B31.3 o equivalente. La tornillera debe ser de acuerdo con 8.1.2.5.
Tabla 1.- Requerimientos mnimos de materiales para tubera.
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 29 DE 61
8.3.6
Herramientas especiales.
8.3.6.1 Cuando se requieran herramientas y accesorios especiales para desmontar, montar o dar mantenimiento a la unidad, el proveedor debe incluir en su cotizacin y suministrar como parte inicial del equipo. Para instalaciones de unidades mltiples, la cantidad de herramientas especiales y accesorios se deben convenir mutuamente entre PEMEX y el proveedor. Estas herramientas especiales, se deben utilizar durante el montaje en taller y el desmontaje posterior a la prueba del equipo. 8.3.6.2 Cuando se suministran herramientas especiales, se deben empaquetar por separado, en cajas de metal robustas y marcadas como Herramientas especiales para (nmero de etiqueta y artculo). Cada herramienta se debe estampar o etiquetar para indicar el uso previsto. 8.4 8.4.1 Inspeccin, pruebas y preparacin para embarque. Generalidades.
Durante la realizacin de las inspecciones y pruebas, se debe cumplir con lo indicado en la norma NRF-049PEMEX-2006 y verificar que el proveedor cumple con los requerimientos establecidos en la norma NRF-111PEMEX-2006. 8.4.1.1 PEMEX debe especificar el alcance de su participacin en la inspeccin y pruebas de materiales y equipo, as como la anticipacin de la notificacin requerida. 8.4.1.2 Los representantes de PEMEX y del proveedor deben indicar su aprobacin a las pruebas de acuerdo con la lista de inspeccin del Anexo 12.3, mediante la firma, la fecha y el envo de la lista completa a PEMEX antes de su embarque. 8.4.1.3 El representante de PEMEX debe tener acceso a las plantas del proveedor donde la manufactura, prueba o inspeccin del equipo este siendo realizada previa notificacin con anticipacin. 8.4.1.4 Es responsabilidad del proveedor notificar a los subcontratistas los requerimientos de PEMEX para las inspecciones y pruebas. 8.4.1.5 El proveedor debe proporcionar a PEMEX con anticipacin el programa de inspeccin y la agenda de pruebas del equipo para su aprobacin antes de realizar cualquier inspeccin o pruebas que PEMEX desee atestiguar u observar, adems debe cumplir con lo siguiente: a) Cuando las pruebas e inspecciones de taller han sido especificadas por PEMEX, se debe realizar una junta entre PEMEX y el proveedor para coordinar los programas de fabricacin y visitas de inspeccin en la fbrica. Para las pruebas de giro mecnico o pruebas de comportamiento, se requiere que el proveedor envi notificacin escrita de los resultados de las pruebas preliminares satisfactorias. La inspeccin o prueba se debe realizar segn lo programado y aprobado por PEMEX y el proveedor, y si PEMEX o su representante no se encuentra presente, el proveedor puede proceder a realizar la prueba. El proveedor debe proporcionar el equipo para la inspeccin y pruebas. El inspector de PEMEX debe tener acceso para revisar el programa de calidad del proveedor.
b) c)
8.4.1.6 8.4.1.7
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 30 DE 61
8.4.2 8.4.2.1
Inspeccin. Generalidades.
8.4.2.1.1 El proveedor debe mantener disponibles por lo menos 10 aos para su consulta o reproduccin por parte de PEMEX o de su representante, los siguientes documentos: a) b) c) d) Certificados de materiales, tal y como se reporta en la prueba de fbrica. Datos de prueba para verificar que los requerimientos de la norma se han cumplido. Registros de las pruebas y de inspecciones incluyendo tratamientos trmicos y radiografas. Registro de claros para mantenimiento y durante el ensamble final.
8.4.2.1.2 Las piezas sometidas a presin no se deben pintar hasta que se termine la inspeccin especificada de las piezas. 8.4.2.1.3 Adems de lo indicado en el prrafo 8.2.4.1, PEMEX debe especificar para cada componente de la bomba lo siguiente: a) b) Una inspeccin superficial e interna. Tipo de inspeccin requerida, por ejemplo partculas magnticas, lquidos penetrantes, radiografa y ultrasonido. Inspeccin de materiales.
8.4.2.2
Cuando se requiera o especifique la inspeccin de soldaduras o materiales por radiografiado, ultrasonido, partculas magnticas o lquidos penetrantes, se deben aplicar los criterios indicados en los prrafos 8.4.2.2.1 al 8.4.2.2.4, a menos que otros criterios sean especificados por PEMEX. Las fundiciones ferrosas se deben inspeccionar de acuerdo a los prrafos 8.4.2.2.3 y 8.4.2.2.4. Las soldaduras y partes de fundicin se deben inspeccionar de acuerdo a los prrafos 8.4.2.2.1 al 8.4.2.2.4. 8.4.2.2.1 Inspeccin radiogrfica. Debe cumplir lo siguiente: a) Se debe realizar el radiografiado de acuerdo con los procedimientos del estndar ASTM E 94 o equivalente, y NRF-020-PEMEX-2005. Los criterios de aceptacin para soldaduras deben cumplir con los requisitos establecidos en los prrafos UW-51 y UW-52 de la Seccin VIII, Divisin 1 del Cdigo ASME o equivalente. Los criterios de aceptacin para fundiciones deben cumplir con el apndice 7 de la Seccin VIII, Divisin 1 del Cdigo ASME o equivalente.
b)
c)
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 31 DE 61
8.4.2.2.2 Inspeccin ultrasnica. Debe cumplir lo siguiente: a) Se debe realizar la inspeccin ultrasnica de acuerdo con los artculos 5 y 23 de la Seccin V, del Cdigo ASME o equivalente. Los criterios de aceptacin para soldaduras deben cumplir con el apndice 12 de la Seccin VIII, Divisin 1 del Cdigo ASME o equivalente. Los criterios de aceptacin para fundiciones deben cumplir con el apndice 7 de la Seccin VIII Divisin 1 del Cdigo ASME o equivalente. Inspeccin por partculas magnticas.
b)
8.4.2.2.3
Debe cumplir lo siguiente: a) Se debe realizar la inspeccin con partculas magnticas hmedas o secas de acuerdo con el artculo 7 de la Seccin VIII Divisin 1 del Cdigo ASME o equivalente. Los criterios de aceptacin para soldaduras deben cumplir con el apndice 6 de la Seccin VIII Divisin 1 del Cdigo ASME o equivalente. Los criterios de aceptacin de los defectos en fundiciones deben cumplir con los requisitos descritos en el apndice 6 de la Seccin VIII Divisin 1 del Cdigo ASME o equivalente. Para cada tipo de defecto, el grado de severidad no debe exceder los lmites especificados en la tabla 2.
b)
Tipo I II III IV V VI
Defecto Discontinuidad lineal (pliegues en fro) Contraccin Inclusiones Enfriamiento interno y dilatacin trmica Porosidad Soldaduras
Nivel de severidad mxima 1 2 2 1 1 1
Tabla 2.- Severidad mxima de defectos en fundiciones. 8.4.2.2.4 Inspeccin con lquidos penetrantes.
Debe cumplir lo siguiente: a) b) Se debe realizar cumpliendo con el artculo 6 de la Seccin V, del Cdigo ASME o equivalente. Los criterios de la aceptacin de soldaduras deben cumplir con el Apndice 8 de la Seccin VIII Divisin 1 del Cdigo ASME o equivalente. Los criterios de aceptacin para fundiciones deben cumplir con el apndice 7 y 24 de la Seccin VIII Divisin 1 del Cdigo ASME o equivalente.
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 32 DE 61
Nota: Independientemente de los lmites generalizados en el numeral 8.4.2.2, es responsabilidad del proveedor revisar los lmites de diseo de los equipos, en el caso de que sean necesarios requisitos ms estrictos. Los defectos que excedan los lmites impuestos en el prrafo 8.4.2.2, se deben eliminar y reparar para cumplir los estndares de calidad citados, como se determine por medio de los mtodos de inspeccin especificados.
8.4.2.2.5
Inspeccin mecnica.
Debe cumplir lo siguiente: a) Durante el ensamble del equipo y antes de las pruebas, cada componente (incluyendo los pasajes internos de las partes fundidas), la tubera y sus accesorios se deben limpiar qumicamente para eliminar material extrao, corrosin e incrustaciones. El sistema de lubricacin suministrado debe cumplir con los requisitos de limpieza de la ISO 104383. Cuando se especifique, PEMEX puede examinar la limpieza del equipo, de la tubera y sus accesorios suministrados por, o a travs del proveedor antes que sean soldadas las tapas de los recipientes, antes de cerrar las aberturas en recipientes o enfriadores, o antes del ensamble final de la tubera. La dureza de las partes, soldadura y zona afectada por el calor se deben verificar y estar dentro de los valores establecidos por el diseo. El mtodo, alcance, documentacin, y atestiguamiento de la prueba deben ser convenidos mutuamente por PEMEX y el proveedor Pruebas. Generalidades.
b) c)
d)
8.4.3 8.4.3.1
8.4.3.1.1 El equipo se debe probar de acuerdo a los numerales 8.4.3.2 y 8.4.3.3. 8.4.3.1.2 Por lo menos seis semanas antes de la primera prueba programada, o en una fecha mutuamente acordada, el proveedor debe proporcionar a PEMEX, para la revisin y comentarios, los procedimientos detallados para las pruebas de operacin, incluyendo los criterios de aceptacin para los parmetros monitoreados. 8.4.3.1.3 El proveedor debe notificar a PEMEX con cinco das hbiles de anticipacin la fecha en que el equipo estar listo para la prueba. Si la prueba es reprogramada, el proveedor debe notificar a PEMEX con 5 das hbiles antes de la nueva fecha de la prueba. 8.4.3.1.4 Todos los equipos de medicin utilizados para la realizacin de las pruebas se deben calibrar y verificar de acuerdo a la NRF-111-PEMEX-2006. 8.4.3.2 Prueba hidrosttica.
Debe cumplir lo siguiente: a) Se deben probar hidrostticamente las partes sometidas a presin (incluyendo auxiliares) a una presin manomtrica mnima de 1,5 veces la presin mxima permisible de trabajo, pero a no menos de 150 kPa man (20 lb/pulg2). El lquido de prueba debe estar a una temperatura mayor que la temperatura de diseo del metal que se esta probando, ver prrafo UG-99(h) de la Seccin VIII Divisin 1 del Cdigo ASME o equivalente.
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 33 DE 61
b)
Si la parte a probar opera a una temperatura a la cual la resistencia de un material es menor que la resistencia del material a la temperatura ambiente, entonces la presin de prueba hidrosttica se debe multiplicar por un factor obtenido de dividir el esfuerzo a la temperatura ambiente entre el esfuerzo a la temperatura de operacin. Los valores del esfuerzo empleados para tuberas deben cumplir con los indicados en el Cdigo ASME B31.3 o equivalente, y para recipientes la Seccin VIII Divisin 1 del Cdigo ASME o equivalente. La presin as obtenida debe ser la presin mnima, la cual se debe realizar la prueba hidrosttica. La hoja de datos debe listar el valor real de las presiones de la prueba hidrosttica. Las pruebas, donde sea aplicable, deben cumplir con el Cdigo ASME o equivalente. En caso de que exista discrepancia entre las presiones de prueba indicadas en el Cdigo y las presiones de prueba indicadas en esta especificacin, debe aplicar la presin ms alta. El contenido de cloruros en los lquidos utilizados no debe de exceder de 50 partes por milln para materiales de acero inoxidable austentico. Para evitar la acumulacin de cloruros como resultado de un secado por evaporacin, al finalizar la prueba se debe eliminar el lquido residual de las partes probadas con agua limpia y libre de cloruros. Las pruebas se deben mantener el tiempo necesario para permitir la inspeccin de las partes sujetas a presin. Se considera satisfactoria la prueba hidrosttica cuando no se observen fugas ni filtraciones a travs de la carcasa y juntas de la carcasa por un tiempo mnimo de 30 minutos. Las fundiciones grandes y pesadas pueden requerir un perodo mayor de observacin, el cual se debe acordar entre PEMEX y el proveedor. Son aceptables pequeas fugas a travs de los cierres internos requeridos para pruebas de carcasas segmentadas, as como la operacin de la bomba de prueba para mantener la presin. Prueba de giro mecnico.
c)
d)
e)
8.4.3.3
El proveedor debe realizar una prueba de giro mecnico estndar en las bombas para asegurar una operacin satisfactoria a las condiciones especificadas. Tales pruebas no necesitan ser realizadas con el lquido especificado ni a las condiciones especificadas. 8.4.3.4 a) Pruebas adicionales. Prueba de comportamiento.
El proveedor debe operar la bomba completa en su taller por un perodo suficiente para obtener los datos de prueba, incluyendo velocidad, presin de descarga, presin de succin, eficiencia, capacidad y potencia. Las pruebas aplican para la bomba nicamente, y los valores de potencia y eficiencia deben ser tomados como referencia para la bomba. Sin embargo los datos registrados y reporte final pueden incluir informacin sobre la unidad completa, incluyendo el accionador y equipo auxiliar.
Nota: Si el desmantelamiento es necesario para corregir las deficiencias de la bomba, las caractersticas de las bombas afectadas por la correccin deben ser reestablecidas por pruebas.
b)
Tolerancias en pruebas.
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 34 DE 61
Cuando este en operacin el banco de pruebas, las bombas deben de estar dentro de las tolerancias de las caractersticas nominales o equivalente de prueba siguiente:
Caracterstica Capacidad: 100 por ciento de velocidad 90 por ciento de velocidad 60 por ciento de velocidad 30 por ciento de velocidad Potencia nominal (a presin y capacidad nominal) + 3,0 -0 a capacidad nominal + 3,3 -0 a capacidad nominal + 5,0 -0 a capacidad nominal + 10,0 -0 a capacidad nominal +0 +0 Tolerancia (%)
CNPSR (NPSHR) (a capacidad nominal) c) Prueba de carga neta positiva de succin CNPSR (NPSHR) .
La bomba se debe probar para CNPS, a la velocidad nominal y con CNPSD mayor al CNPSR, la capacidad de la bomba debe estar dentro del 3 por ciento de la capacidad nominal en la que no exista cavitacin. 8.4.3.5 Datos de prueba.
Inmediatamente a la terminacin de cada prueba mecnica y de funcionamiento atestiguada, las copias de los datos registrados se deben entregar a PEMEX o representante. 8.4.4 Preparacin para embarque.
Debe cumplir lo siguiente: a) El equipo se debe preparar para el tipo de embarque especificado. La preparacin debe considerar un almacenamiento de 6 meses a la intemperie a partir del tiempo de embarque, sin requerir desensamblar antes de la operacin, excepto para inspeccin de chumaceras y sellos. Si el almacenaje requiere un periodo mayor, PEMEX debe consultar con el proveedor respecto a los procedimientos recomendados que se deben seguir para conservar en buen estado el equipo. El proveedor debe suministrar a PEMEX las instrucciones para conservar la integridad de la preparacin del almacenaje despus de que el equipo llegue al sitio de trabajo y antes del arranque. El equipo se debe preparar para el embarque despus de que las pruebas e inspecciones han sido concluidas y el equipo ha sido aprobado por PEMEX. La preparacin debe incluir como mnimo lo siguiente: c1) Las superficies exteriores sujetas a corrosin atmosfrica, con excepcin de superficies maquinadas, se deben pintar de acuerdo a la NRF-053-PEMEX-2006. c2) Se deben cubrir las superficies maquinadas externas con un compuesto que evite su oxidacin. c3) El interior del equipo se debe limpiar y estar libre de rebabas, salpicaduras de soldadura y objetos extraos; y rociado o lavado con un antioxidante adecuado que pueda ser removido con solvente.
b) c)
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 35 DE 61
c4) Se debe cubrir con una capa de antioxidante soluble en aceite el rea interna de acero de los soportes de los cojinetes y sistemas de lubricacin de acero al carbono, equipos auxiliares as como reservas, recipientes y tuberas. c5) Se deben suministrar las conexiones bridadas con tapas de placa metlica de 5 mm (3/16 pulg) de espesor mnimo, con empaques de hule y por lo menos cuatro tornillos del dimetro de los agujeros de las bridas. Se deben utilizar las tuercas suministradas para operacin con el fin asegurar la unin de las boquillas. c6) Las conexiones roscadas abiertas deben ser provistas con tapones metlicos. En ningn caso se deben usar tapones o cubiertas no metlicos (por ejemplo, plstico).
Nota: Estos tapones son de embarque. Los tapones permanentes deben cumplir con el numerales 8.1.3.5.
c7) Se deben identificar claramente los puntos y orejas de izaje en el equipo o en el paquete del equipo. Se debe identificar el arreglo de elevacin recomendado en el equipo empacado o embalado. c8) Se debe identificar el equipo con el nmero de partida y nmero de serie. Se deben identificar los materiales embarcados separadamente con una etiqueta de metal resistente a la corrosin, fijada con seguridad, indicando la partida y el nmero de serie del equipo para el cual es destinado. Adems, se debe embarcar el equipo embalado con una lista de empaque por duplicado, una dentro y otra en el exterior del recipiente para embarque. c9) Se deben envolver con papel a prueba de agua o lienzos encerados las flechas y acoplamientos descubiertos. Se deben sellar las juntas con cinta adhesiva a prueba de aceite. d) Las conexiones de tuberas auxiliares suministradas en el equipo se deben de etiquetar de acuerdo con la tabla de conexin del proveedor o con los dibujos de arreglo general e indicar el servicio y la conexin. Las piezas de los cojinetes deben de estar totalmente protegidas contra humedad y tierra. Si se colocan en cavidades amplias bolsas con cristales inhibidores de vapor para absorber la humedad, stas deben de ser colocadas en un rea accesible para removerlas con facilidad. Cuando sea aplicable, las bolsas deben ser colocadas dentro de una jaula de alambre adherida a las tapas de las bridas y la localizacin de la bolsa debe de ser indicada con una etiqueta resistente a la corrosin unida con un alambre de acero inoxidable Una copia del manual de instrucciones de instalacin del fabricante se debe empacar y embarcar con el equipo. Se deben identificar para facilitar el reensamble, las conexiones de tuberas auxiliares que tengan que ser retiradas durante el embarque. Datos del proveedor. Generalidades.
e)
f) g)
8.5 8.5.1
8.5.1.1 El proveedor debe suministrar la informacin de acuerdo a los numerales 8.5.2 y 8.5.3, adems debe completar y remitir los formatos de requisitos de datos y dibujos (ver el Anexo 12.4) a la direccin anotada en la orden de compra. Est forma debe detallar el programa para el envi de los dibujos, curvas de funcionamiento, y datos segn la fecha convenida en la orden de compra, as como el nmero y tipo de copias requeridas por PEMEX. 8.5.1.2 Se deben identificar los datos en la carta de transmisin y en los cuadros de referencia o pginas con la siguiente informacin:
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 36 DE 61
a) b) c) d) e) f)
Petrleos Mexicanos. El nmero de trabajo / proyecto. Nmero de identificacin y nombre del servicio del equipo. Nmero de la orden de compra. Cualquier otra identificacin especificada en la orden de compra de PEMEX. El nmero de identificacin de fabricacin del proveedor, nmero de la orden de fabricacin, nmero de serie, u otra referencia requerida para identificar la correspondencia de retorno. Propuestas. Generalidades.
8.5.2 8.5.2.1
El proveedor debe remitir a PEMEX, el original y el nmero especificado de copias de la propuesta a la direccin establecida en la orden de compra. Esta propuesta debe contener, como mnimo los datos especificados en los prrafos 8.5.2.2 al 8.5.2.4 y una declaracin especfica donde se indique que el sistema y sus componentes cumplen estrictamente con esta especificacin. S el sistema y sus componentes no estn en estricto acuerdo, el proveedor debe incluir una lista especfica que detalle y explique cada desviacin. El proveedor debe proporcionar la informacin necesaria para la evaluacin de cualquier alternativa de diseo propuesta. La informacin se debe identificar cumpliendo con el prrafo 8.5.1.2. 8.5.2.2 Dibujos.
8.5.2.2.1 El proveedor debe entregar los dibujos listados en el formato Requisitos de datos y dibujos por el proveedor Anexo 12.4, los cuales deben incluir los siguientes datos: a) Arreglo general o diagrama esquemtico para cada patn o sistema, mostrando las dimensiones totales, dimensiones del espacio libre para el mantenimiento, pesos totales, peso de montaje y pesos mximos del mantenimiento (indicar por piezas). Direccin de la rotacin; tamao y localizacin en tres ejes de las conexiones ms importantes al lmite del patn de PEMEX. Cortes transversales mostrando a detalle el equipo propuesto. Esquemas de los sistema auxiliares, incluyendo sistemas de lubricacin, control, elctrico y listas de materiales. Bosquejos indicando mtodos de izaje del equipo ensamblado y sus componentes ms grandes.
b) c)
d)
8.5.2.2.2 S se utilizan dibujos tpicos, esquemas y lista de materiales, se deben marcar para mostrar su peso correcto, datos de su dimensin y para reflejar el equipo real y su alcance propuesto. 8.5.2.3 Datos tcnicos.
Se deben incluir los datos descritos a continuacin: a) b) Las hojas de datos de PEMEX con la informacin completa del proveedor, comentarios y literatura para describir los detalles de su oferta. El formato requisitos de datos y dibujos por el proveedor Anexo 12.4, con un programa para la transmisin o envi de los datos especificados como parte del contrato.
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 37 DE 61
c) d) e) f) g)
Un programa para el embarque del equipo en las semanas posteriores despus de recibir la orden. Una lista de los componentes susceptibles de reemplazar ms importantes, mostrando su ntercambiabilidad con otras unidades vendidas. Una lista de las partes de repuesto recomendadas para el arranque y propsitos de mantenimiento normales. Una lista de las herramientas especiales suministradas para el mantenimiento. El proveedor debe identificar cualquier componente del sistema mtrico incluido en la cotizacin. Una declaracin de cualquier proteccin a la intemperie y acondicionamiento para o durante el invierno o a condiciones climticas extremas requeridos para el arranque, operacin y periodos de funcionamiento bajo condiciones del lugar especificadas en la hoja de datos del Anexo 12.1. Se recomienda que la declaracin muestre los requerimientos de PEMEX y los suministrados por el proveedor. Una tabulacin completa de los requisitos de los recursos de uso general, tales como electricidad, aire y productos de lubricacin. Los datos aproximados se deben definir e identificar como tales. Una descripcin de los procedimientos de las pruebas e inspeccin de los materiales cumpliendo con el prrafo 8.2.1.3. Una descripcin de los requerimientos especiales, cumpliendo con los prrafos 8.1.3.6 punto d), 8.2.1.2, 8.2.2.5, 8.2.4.2, 8.3.3.2 punto c), 8.3.4.1 y 8.4.3.4 punto a), y cualquier otro punto que se incluya en la cotizacin de PEMEX. Una lista de los equipos instalados y en operacin en forma similar bajo condiciones anlogas a la de la propuesta. Cualquier restriccin en arranque paro u operacin requerida para proteger la integridad del equipo. Curvas.
h) i) j)
k) l) 8.5.2.4
El proveedor debe proporcionar curvas caractersticas de funcionamiento que abarquen todo el intervalo de operacin, con todas las limitaciones indicadas en dichas curvas. 8.5.2.5 Opciones.
Cuando se especifique, el proveedor debe suministrar los procedimientos para las pruebas especiales. 8.5.3 8.5.3.1 Datos del contrato. Generalidades.
Debe cumplir lo siguiente: a) La informacin del contrato que debe proporcionar el proveedor se especifica en el Anexo 12.4. Cada dibujo y lista de materiales, u hoja de datos debe tener un cuadro de referencia en la esquina inferior derecha, con la fecha de certificacin, una referencia a los datos de identificacin especificados en el prrafo 8.5.1.2, el nmero, fecha de la revisin y el ttulo. PEMEX debe revisar los datos del proveedor cuando los reciba, sin embargo, esta revisin no debe constituir el permiso para el desvo de ninguno de los requisitos en la orden a menos que sea acordada por escrito. Despus de que los datos hayan sido revisados, el proveedor debe proporcionar copias certificadas en la cantidad especificada.
b)
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 38 DE 61
c)
Se debe incluir una lista completa de todos los datos del proveedor con la primera edicin de los dibujos principales. Esta lista debe contener ttulos, nmero de dibujos, y un programa de transmisin o envi de todos los datos que el proveedor debe proporcionar, ver Anexo 12.4. Dibujos.
8.5.3.2
Los dibujos proporcionados por el proveedor deben contener la informacin que combinada con los manuales indicados en el prrafo 8.5.3.6, permita a PEMEX una correcta instalacin, operacin y mantenimiento del equipo. Los dibujos deben ser legibles, con los datos de identificacin del prrafo 8.5.3.1 punto a). Como mnimo, cada dibujo debe incluir los detalles enlistados en el Anexo 12.4. 8.5.3.3 Datos tcnicos.
Los datos se deben proporcionar de acuerdo al Anexo 12.4, e identificar segn el prrafo 8.5.3.1 punto a). Cuando sea necesario un cambio en los datos por algn comentario respecto a dibujos o revisin a lo especificado, el cambio se debe anotar en la propuesta del proveedor como parte de la orden, dando lugar a la reedicin completa de las hojas de datos. 8.5.3.4 Reportes de avance.
El proveedor debe enviar los reportes de avance a PEMEX en las fechas indicadas en la hoja de Requisitos de datos y dibujos por proveedor, ver Anexo 12.4. 8.5.3.5 Lista de partes y repuestos recomendados.
Debe cumplir lo siguiente: a) El proveedor debe presentar las listas del equipo y accesorios suministrados. Las listas deben incluir los nmeros nicos de piezas del fabricante, los materiales de construccin y los tiempos de entrega. Los materiales se deben identificar como se especifica en el prrafo 8.2.1.2. Cada parte se debe identificar, mostrando un dibujo con corte transversal o ensamble, para que PEMEX pueda determinar el intercambi de estas partes con otros equipos. Las partes que se han modificado de dimensiones estandarizadas y/o fabricadas para satisfacer los requisitos de operacin se deben identificar con el nmero de parte para el intercambi o para futuros propsitos de duplicado. Las partes estandarizadas se deben identificar con el nombre y nmero original del proveedor. El proveedor debe indicar en las listas de partes antes mencionadas, cuales repuestos son los recomendables para el arranque y cuales para un mantenimiento normal, ver el prrafo 8.5.2.3 punto e). El proveedor debe remitir las listas a PEMEX despus de recibir los dibujos revisados, y con tiempo para permitir la orden y entrega de las partes antes del arranque en campo. La carta de transmisin se debe identificar con los datos especificados en el prrafo 8.5.1.2. Manuales de instalacin, operacin, mantenimiento y de datos tcnicos. Generalidades.
b)
c)
8.5.3.6 8.5.3.6.1
El proveedor debe proporcionar instrucciones escritas y una lista de los dibujos para la instalacin, operacin y mantenimiento del equipo solicitado. Esta informacin se debe recopilar en un manual o manuales con una hoja de cubierta que contenga una referencia con los datos de identificacin especificados en el prrafo 8.5.1.2, una
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 39 DE 61
hoja de ndice que contenga los ttulos de cada seccin, y una lista completa incluyendo los dibujos de referencia por ttulo y nmero. El manual se debe preparar para una instalacin especfica y no debe ser tpica. 8.5.3.6.2 Manual de instalacin.
La informacin especial requerida para el diseo apropiado de la instalacin que no se encuentra en los dibujos se debe recopilar en un manual separado de instrucciones de mantenimiento y operacin. Este manual se debe remitir en el tiempo acordado en la orden. El manual debe contener informacin tal como alineacin especial o procedimientos de cimentacin, especificaciones de servicios (incluyendo la cantidad), y los datos del diseo de la. instalacin, incluyendo cualquier dibujo o dato pertinente especificado en los prrafos 8.5.2.2 y 8.5.2.3. Se deben suministrar los esquemas que muestran la localizacin del centro de gravedad y suministro de aparejos que permiten el retiro de cualquier subensamble parcial que pese ms de 135 kg (300 libras) a menos que se indique de otra manera en el contrato. 8.5.3.6.3 Manuales de operacin y mantenimiento.
El proveedor debe suministrar el manual de datos de operacin y mantenimiento en idioma espaol, y remitirlo en un plazo no mayor a dos semanas despus de la terminacin satisfactoria de las pruebas especificadas. Debe incluir una seccin para cubrir las instrucciones especiales para operacin en condiciones especficas ambientales extremas y los datos contenidos en el Anexo 12.4. 8.5.3.6.4 Manual de datos tcnicos.
El proveedor debe proporcionar un manual en idioma espaol de datos tcnicos a PEMEX en un plazo de 30 das a la terminacin de las pruebas de taller. Para detalles de los requisitos solicitados ver el Anexo 12.4 de este documento.
9. 9.1
RESPONSABILIDADES. Petrleos Mexicanos y Organismos Subsidiarios.
Vigilar la aplicacin de los requisitos y recomendaciones de esta norma de referencia en las actividades de diseo, fabricacin, materiales, inspeccin y pruebas para la adquisicin de bombas rotatorias. 9.2 Subcomit Tcnico de Normalizacin.
Efectuar la difusin de las normas de referencia y verificar su cumplimiento en los centros de trabajo adscritos a travs de sus respectivas reas normativas y bajo un sistema de control de documentos 9.3 rea usuaria de Petrleos Mexicanos y Organismos Subsidiarios.
La verificacin del cumplimiento de esta norma de referencia debe ser realizada por el supervisor de PEMEX, a travs del procedimiento de revisin aplicado a los proveedores y/o contratistas.
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 40 DE 61
9.4
Firmas de Ingeniera, Proveedores y/o Contratistas.
Cumplir con los requisitos y recomendaciones de esta norma de referencia en las actividades de diseo, fabricacin, materiales, inspeccin y pruebas para la adquisicin de bombas rotatorias.
10.
CONCORDANCIA CON NORMAS MEXICANAS O INTERNACIONALES.
Esta norma no tiene concordancia con ninguna norma mexicana o internacional.
11. 11.1
BIBLIOGRAFA. ABMA Standard 7 -1995 (R 1999) - Shaft and Housing Fits for Metric Radial Ball and Roller Bearings (Except Tapered Roller Bearings Conforming to Basic Boundary Plan (Ajustes a flecha y alojamiento para bolas radiales mtricas y chumaceras de rodillo (excepto para chumaceras de rodillo barrenadas conforme al plan bsico de frontera)). ABMA Standard 11 -1990 (R1999) Load Ratings and Fatigue Life for Roller Bearings (Caractersticas de carga y vida de fatiga para chumaceras de rodilllo). ABMA Standard 20 - 1996 Bearings of Ball, Cylindrical Roller and Spherical Roller Types Metric Design (Diseo mtrico de tipos de chumaceras de bola, rodillos cilndricos y rodillos esfricos). AGMA 6010 - 1997 Standard for Spur, Helical, Herringbone and Bevel Enclosed Drives (Estndar para transmisin cerrada por engranes rectos, helicoidales, doble helicoidal y cnico). ANSI/AWS D1.1-2004 - Structural Welding Code - Steel (Acero cdigo de soldadura estructural) API Standard 526-2002 - Flanged Steel Pressure Relief Valves, Fifth Edition (Vlvulas bridadas de alivio de presin de acero, quinta edicin). API Standard 676-1994 - Positive displacement pumps rotary, Second Edition desplazamiento positivo rotatorias, segunda edicin). (Bombas de
11.2
11.3
11.4
11.5 11.6
11.7
11.8
API 677-2006 - General Purpose Gear Units for Petroleum, Chemical and Gas Industry Services Third Edition (Unidades de engranes de propsito general para servicios en la industria de gas y petroqumica, tercera edicin). ASME B1.1-2003 - Unified Inch Screw Threads (UN and UNR Thread Form) (Roscas de tornillos unificado en pulgadas (Forma de la rosca UN y UNR)). ASME B1.20.1-1983 (R 2001) - Pipe Threads, General Purpose (Inch) (Fileteado de tubos de uso general (pulgadas). ASME B16.5-2003 - Pipe Flanges and Flanged Fittings NPS 1/2 Through NPS 24 Metric/Inch Standard (Estndar para bridas de tubera y accesorios bridadas con tubera de a 24 metros/pulgadas).
11.9
11.10
11.11
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 41 DE 61
11.12
ASME B16.11-2001 Forged Fittings, Socket-Welding and Threaded (Accesorios forjados, soldadura insertada y fileteada) ASME B31.3 -2004 Process Piping (Tubera de procesos). ASME SECTION V 2004 Nondestructive examinations (Pruebas no destructivas). ASME SECTION VIII DIVISIN 1 - 2004 - Rules for Constructin of Pressure Vessels (Reglas para construccin de recipientes a presin). ASME SECTION IX 2004 - Welding on Brazing Qualificatin (Calificaciones de soldadura elctrica y autgena) ASTM A 48/A 48M - 03 Standard Specification for Gray Iron Castings (Especificacin estndar para fundiciones moldeadas de hierro). ASTM A 105/A 105 M -05 Standard Specification for Carbon Steel Forgings for Piping Applications (Especificacin estndar para forjas de acero al carbono para aplicaciones en tubera). ASTM A 108 2003 (Editorial changes 2005) Standard Specification for Steel Bar, Carbon and Alloy, Cold-Finished (Especificacin estndar para barras de acero, carbono y aleaciones, terminado en fro). ASTM A 153/A 153M-05 - Standard Specification for Zinc Coating (Hot-Dip) on Iron and Steel Hardware (Norma estndar para cubierta de zinc (temple en caliente) en equipo de acero y moldeable) ASTM A 182/A 182M 2007 Standard Specification for Forged or Rolled Alloy and Stainless Steel Pipe Flanges, Forged Fittings, and Valves and Parts for High-Temperature Service (Especificacin estndar para bridas de tubera de acero aleado forjado o rolado, accesorios forjados y vlvulas y partes para servicio de alta temperatura). ASTM A 192/A 192M -2002 Standard Specification for Seamless Carbon Steel Boiler Tubes for HighPressure Service (Especificacin estndar para tubera para calentadores de acero al carbono sin costura para servicio de alta presin). ASTM A 193/A 193M -06/A - Standard Specification for Alloy-Steel and Stainless Steel Bolting Materials for High-Temperature Service (Especificacin estndar para aleacin de acero y acero inoxidable de materiales de tornillos para servicio a alta temperatura). ASTM A 194/A 194M -06/A- Standard Specification for Carbon and Alloy Steel Nuts for Bolts for High Pressure or High Temperature Service, or Both (Especificacin estndar para tornillos y tuercas de carbono y aleacin de acero para servicio a presiones altas y temperaturas altas, o ambas). ASTM A 210/A 210M 2002 Standard Specification for Seamless Medium-Carbon Steel Boiler and Superheater Tubes (Especificacin estndar para calentadores de acero al carbono con media sin costura y tubos recalentados). ASTM A 216/A 216M 07 Standard Specification for Steel Castings, Carbon, Suitable for Fusion Welding, for High-Temperature Service (Especificacin estndar para fundiciones de acero, carbono, indicadas para soldaduras con fusin, para servicio con alta temperatura). ASTM A 217/A 217M 2007 Standard Specification for Steel Castings, Martensitic Stainless and Alloy, for Pressure-Containing Parts, Suitable for High-Temperature Service (Especificacin estndar
11.13 11.14 11.15
11.16
11.17 11.18
11.19
11.20
11.21
11.22
11.23
11.24
11.25
11.26
11.27
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 42 DE 61
de fundiciones de acero, acero inoxidable martenstico y aleaciones, para partes a presin, indicados para servicio de alta temperatura). 11.28 ASTM A 240/A 240M 2007 (E2007) Standard Specification for Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip for Pressure Vessels and for General Applications (Especificacin estndar de placas, hojas y tiras de acero inoxidable, cromo y niquel cromo para recipientes a presin y para aplicaciones en general). ASTM A 24706 - Standard Test Method for Evaluating the Microstructure of Graphite in Iron Castings (Mtodo estndar de prueba para evaluacin de microestructura de grafito en fundiciones moldeadas) ASTM A 269 - 2007 Standard Specification for Seamless and Welded Austenitic Stainless Steel Tubing for General Service (Especificacin estndar para tubing con y sin costura de acero inoxidable para servicios generales). ASTM A 276 - 2006 Standard Specification for Stainless Steel Bars and Shapes (Especificacin estndar de barras y perfiles de acero inoxidable). ASTM A 278/A 278M 2001 (R.2006) Standard Specification for Gray Iron Castings for PressureContaining Parts for Temperatures Up to 650 Degrees F (350 Degrees C) (Especificacin estndar para fundiciones moldeadas de hierro gris para partes a presin para temperaturas arriba de los 350C (650 F)) ASTM A 312/A 312M 2006 Standard Specification for Seamless, Welded, and Heavily Cold Worked Austenitic Stainless Steel Pipes (Especificacin estndar para tubera de acero inoxidable austentico trabajado fuertemente en fro, con y sin costura). ASTM A 32005/A - Standard Specification for Alloy-Steel and Stainless Steel Bolting Materials for Low-Temperature Service (Especificacin estndar para materiales de tornillos de acero inoxidable y de aleacin de acero para servicio a temperaturas bajas). ASTM A 322 - 2007 Standard Specification for Steel Bars, Alloy, Standard Grades (Especificacin estndar para barras de acero, aleacin, grados estndar). ASTM A 351/A 351M06 - Standard Specification for Castings, Austenitic, for Pressure-Containing Parts (Norma estndar para fundiciones austenticas y austenticas-ferrticas (duplex) para partes sujetas a presin). ASTM A 395/A 395M99/04 - Standard Specification for Ferritic Ductile Iron Pressure-Retaining Castings for Use at Elevated Temperatures (Especificacin estndar para fundiciones de contencin de presin de hierro dctil ferroso para uso a temperaturas elevadas). ASTM A 395/A 395M - 1999 (Reapproved 2004) Standard Specification for Ferritic Ductile Iron Pressure-Retaining Castings for Use at Elevated Temperatures (Especificacin estndar para fundiciones que retienen presin de hierro dctil ferrtico para uso en temperaturas elevadas). ASTM A 403/A 403M - 2007 Standard Specification for Wrought Austenitic Stainless Steel Piping Fittings (Especificacin estndar para accesorios de tuberas de acero inoxidable austentico conformado).
11.29
11.30
11.31
11.32
11.33
11.34
11.35
11.36
11.37
11.38
11.39
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 43 DE 61
11.40
ASTM A 436 84 (Reapproved 2006) Standard Specification for Austenitic Gray Iron Castings (Especificacin estndar para fundiciones de hierro gris austentico). ASTM A 439 83 (Reapproved 2004) Standard Specification for Austenitic Ductile Iron Castings (Especificacin estndar para fundiciones de hierro ductile austentico). ASTM A 494/A 494M 07 Standard Specification for Castings, Nickel and Nickel Alloy (Especificacin estndar para fundiciones de niquel y aleacin de niquel). ASTM A 515/ A 515M-03 - Standard Specification for Pressure Vessel Plates, Carbon Steel, for Intermediate- and Higher-Temperature Service (Especificacin estndar para placas de envases a presin, de acero al carbono, para servicio a temperaturas altas e intermedias). ASTM A 563/A 563M-04/A - Standard Specification for Carbon and Alloy Steel Nuts (Norma estndar para tuercas de carbono y aleacin de acero). ASTM A 564/A 564M 04 Standard Specification for Hot-Rolled and Cold-Finished Age-Hardening Stainless Steel Bars and Shapes (Especificacin estndar para barras y perfiles de acero inoxidable rolados en caliente, endurecido estructural y terminado en fro ). ASTM A 576 90b (Reapproved 2006) Standard Specification for Steel Bars, Carbon, Hot-Wrought, Special Quality (Especificacin estndar barras de acero, carbono, forjado en caliente, calidad especial). ASTM A 582/ A 582M 2005 Standard Specification for Free-Machining Stainless Steel Bars (Especificacin estndar para barras de acero inoxidable de libre maquinado). ASTM A 743/A743M 2006 Standard Specification for Castings, Iron-Chromium, Iron-ChromiumNickel, Corrosion Resistant, for General Application (Especificacin estndar para fundiciones de hierro- niquel- cromo, hierro-cromo y resistente a la corrosin para aplicacin en general). ASTM A 744/A 744M 06 Standard Specification for Castings, Iron-Chromium-Nickel, Corrosion Resistant, for Severe Service (Especificacin estndar para fundiciones de hierro- niquel- cromo, hierro-cromo y resistente a la corrosin para servicio severo). ASTM A 747/A 747M 07 Standard Specification for Steel Castings, Stainless, Precipitation Hardening (Especificacin estndar para fundiciones de acero, inoxidable, dureza de la precipitacin). ASTM B 23 - 2000 (R2005) Standard Specification for White Metal Bearing Alloys (Known Commercially as Babbitt Metal) (Especificacin estndar para aleaciones de chumaceras de metal blanco conocido como metal babbit). ASTM B 124/B 124M - 2006 Standard Specification for Copper and Copper Alloy Forging Rod, Bar, and Shapes (Especificacin estndar para rodillos, barras y perfiles para forjas de cobre y aleacin de cobre). ASTM B 12705 - Standard Specification for Nickel-Copper Alloy (UNS N04400) Plate, Sheet, and Strip (Especificacin estndar para placa, lmina y cinta de aleaciones de nquel-cobre (UNS N0440). ASTM B 139/B 139M 2006 Standard Specification for Phosphor Bronze Rod, Bar, and Shapes (Especificacin estndar para rodillos, barras y perfiles de bronce fsforo).
11.41
11.42
11.45
11.46
11.47
11.48
11.49
11.50
11.51
11.52
11.53
11.54
11.55
11.56
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 44 DE 61
11.57 11.58
ASTM B 164 2003 Standard Specification for Nickel-Copper Alloy Rod, Bar, and Wire (Especificacin estndar para rodillos, barras y perfiles de nquel cobre). ASTM B 473 07 Standard Specification for UNS N08020, UNS N08024, and UNS N08026 Nickel Alloy Bar and Wire (Especificacin estndar de barras y alambres de aleacin de nquel UNS N08020, UNS N08024 Y UNS N08026). ASTM B 474 - 2003 Standard Specification for Electric Fusion Welded Nickel and Nickel Alloy Pipe (Especificacin estndar tubera de nquel y de aleacin de nquel con costura por fusin elctrica). ASTM B 564 06a Standard Specification for Nickel Alloy Forgings (Especificacin estndar para forjas de aleacin de nquel). ASTM B 574 06 Standard Specification for Low-Carbon Nickel-Chromium-Molybdenum, Low-Carbon Nickel-Molybdenum-Chromium-Tantalum, Low-Carbon Nickel-Chromium-Molybdenum-Copper, and Low-Carbon Nickel-Chromium-Molybdenum-Tungsten Alloy Rod1 (Especificacin estndar para rodillos de aleacin de nquel-cromo-molibdeno-tungsteno de bajo carbono y cobre- molibdeno cromo nquel de bajo carbono, tantalio cromo molibdeno nquel de bajo carbono y molibdeno cromo nquel de bajo carbono). ASTM B 575 06 Standard Specification for Low-Carbon Nickel-Chromium-Molybdenum, Low-Carbon Nickel-Chromium-Molybdenum-Copper, Low-Carbon Nickel- Chromium-Molybdenum-Tantalum, and Low-Carbon Nickel- Chromium-Molybdenum-Tungsten Alloy Plate, Sheet, and Strip (Especificacin estndar para placa, hoja y tiras de aleaciones de nquel cromo molibdeno de bajo carbono, nquel cromo molibdeno cobre de bajo carbono, nquel cromo molibdeno tantalio de bajo carbono y nquel cromo molibdeno tungsteno de bajo carbono ). ASTM B 584 REV A - 2006 Standard Specification for Copper Alloy Sand Castings for General Applications in Automotive Applications (Especificacin estndar para fundiciones con moldeado de aleacin de cobre para aplicaciones generales en aplicaciones automotrices). ASTM B 637 2006 Standard Specification for Precipitation-Hardening Nickel Alloy Bars, Forgings, and Forging Stock for High-Temperature Service (Especificacin estndar para barras, forjas y material forjado de aleacin de nquel endurecido por precipitacin para servicio a alta temperatura). ASTM B 670 2002 Standard Specification for Precipitation-Hardening Nickel Alloy (UNS N07718) Plate, Sheet, and Strip for High-Temperature Service (Especificacin estndar para placa, hoja y tiras de aleacin de nquel (UNS N07718) endurecido por precipitacin para servicio en alta temperatura). ASTM D 1418 2006 Standard Practice for Rubber and Rubber Latices Nomenclatura (Prctica estndar para caucho y latex de caucho - nomenclatura ). ASTM D 2000 REV A 2006 (E 2007) Standard Classification System for Rubber Products (Sistema de clasificacin estndar para productos de caucho). ASTM E 94 04 - Standard Guide for Radiographic Examination (Gua estndar para exmen radiogrfco). NACE - Corrosion Engineer's Reference Book, Third Edition (Libro de referencia para ingenieros en corrosin, tercera edicin). NACE No.3SSPC-SP-6-1999 (R 1999) Joint Surface Preparation Standard. (Estndar para la preparacin de superficies de junta).
11.59 11.60 11.61
11.62
11.63
11.64
11.65
11.66 11.67 11.68 11.69 11.70
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 45 DE 61
12. 12.1 12.2
ANEXOS. Anexo 1 Anexo 2 (Informativo) Hoja de datos de bombas rotatorias (Normativo) Especificaciones de material.
Tabla 3. Especificaciones de Material para Partes de Bombas Rotatorias. Tabla 4. Materiales Diversos. 12.3 12.4 12.5 Anexo 3 (Normativo) Lista de comprobacin del inspector. Anexo 4 (Normativo) Requisitos de datos y dibujos por el proveedor. Anexo 5 (Informativo) Carga neta positiva de succin disponible contra la presin neta positiva de entrada Anexo 6 (Normativo) Materiales de sellos Tabla 5. Descripcin de materiales miscelneos para partes de sellos mecnicos. Tabla 6. Especificaciones de materiales ASTM o sus equivalentes para partes de sello mecnicos Tabla 7. Lmites de temperatura para empaques de sellos para servicio de hidrocarburos Tabla 8. Gua para lmites de temperatura para empaques de sellos secundarios para servicio de hidrocarburos. 12.7 Anexo 7 (Normativo) Presentacin de documentos equivalentes.
12.6
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 46 DE 61
12.1 Anexo 1 (Informativo) Hoja de datos de bombas rotatorias BOMBAS ROTATORIAS HOJA DE DATOS SISTEMA INTERNACIONAL
PGINA: 1 PROYECTO No.: ORD. DE COMPRA: REQUISICIN No. REVISIN: DE 2 PARTIDA No.: FECHA: POR: FECHA:
APLICABLE A : PARA: SITIO: SERVICIO: FABRICANTE: NOTA:
PROPUESTA
COMPRA
COMO SE CONSTRUY CLAVE DE UNIDAD: No. DE BOMBAS REQUERIDAS: TAMAO Y TIPO: No. SERIE:
INDICA INFORMACIN POR PEMEX GENERAL OTRO TIPO DE ACCIONADOR: No. PARTIDA DE LA BOMBA: No. PARTIDA DEL ACCIONADOR: ACCIONADOR SUM. POR: ACCIONADOR MONTADO POR: H. D. DEL ACCIONADOR No:
POR EL PROVEEDOR
No. DE MOTORES: No. PARTIDA DE LA BOMBA: No. PARTIDA DEL MOTOR: MOTOR SUM. POR: MOTOR MONTADO POR: H. D. DEL MOTOR No:
No. DE ENGRANES: ENGRANES SUM. POR: ENGRANES MONT. POR: H. D. ENGRANES No.
CONDICIONES DE OPERACIN 3 FLUJO @ PT m /h: @ VISCOSIDAD MXIMA @ VISCOSIDAD MNIMA PRESIN DE DESCARGA kPa: MXIMO MNIMO PRESIN DE SUCCIN kPa: MXIMO MNIMO PRESIN DIFERENCIAL kPa: MXIMO MNIMO NPSH DISPONIBLE m: POTENCIA HIDRULICA kW: COMPORTAMIENTO 3 CAPACIDAD NORMAL m /h: NPSH REQUERIDO m: VELOCIDAD NOMINAL r/min: 3 DESPLAZAMIENTO m /h: EFICIENCIA VOLUMTRICA %: EFICIENCIA MECNICA %: kW @ VISCOSIDAD MXIMA: kW @ AJUSTE DE LA VLVULA DE ALIVIO: MXIMA VELOCIDAD PERMISIBLE: r/min MNIMA VELOCIDAD PERMISIBLE: r/min
LIQUIDO TIPO DE LQUIDO: TEMPERATURA DE BOMBEO C: NORMAL MX GRAV. ESPECIF. MX CALOR ESPEC. Cp: VISCOSIDAD Pa s: MN AGENTE CORROSIVO / EROSIVO: CONC. DE CLORURO ppm: CONC. DE H2S ppm: LQUIDO: TOXICO INFLAMABLE
MN MN kJ/kgC MX
OTRO:
DATOS DE UBICACIN Y SERVICIOS LOCALIZACIN: INTERIOR INTEMPERIE TROPICAL AMB. MARINO BAJO TECHO CLASF. REA ELEC. CLASE GRUPO DIV. REQ. PROTECCION AMB. REQ. TROPICALIZACIN DATOS DEL SITIO: RANGO TEMP. AMB. MN/MX / C CONDICIONES INUSUALES: POLVO VAPORES ATM. MARINA OTROS CONDICIONES DE LOS SERVICIOS: ELEC. ACCIONADOR CALENTADOR CONTROL PARO VOLTAJE HERTZ FASE AGUA DE ENFRIAMIENTO: ENTRADA TEMP. C MX PRES. kPa MIN
CONEXIONES SUCCIN DESCARGA LAVADO DREN VENTEO CAMISA
CONSTRUCCIN DIMETRO PN (CLASE)
CARA
POSICIN
RETORNO
DISEO
MX
TIPO ENGRANAJE INTERNO DOBLE TORNILLO ENGRANAJE EXTERNO TRIPLE TORNILLO TIPO DE ENGRANES RECTO HELICOIDAL OTRO
AIRE DE INSTRUMENTOS: MAX ROTOR DE PALETAS . PRESIN kPa : CAVIDAD PROGRESIVA
MIN
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 47 DE 61
12.1 Anexo 1 (Informativo) Hoja de datos de bombas rotatorias
PGINA: PROYECTO No.: ORD. DE COMPRA: REQUISICIN No. REVISIN: 2 DE 2 PARTIDA No.: FECHA: POR: FECHA:
BOMBAS ROTATORIAS HOJA DE DATOS SISTEMA INTERNACIONAL
CONSTRUCCION (CONTINUACIN) CARCASA kPa @ PRESION MAX. PERMISIBLE C PRES. PRUEBA HIDROSTTICA kKPa @ C MONTAJE DEL ROTOR ENTRE COJINETES CANTILIVER ENGRANES DE SINCRONIZACION SI NO TIPO DE RODAMIENTO: RADIAL EMPUJE TIPO DE LUBRICACIN: DE NIVEL CONSTANTE FLUIDO BOMBEADO POR ANILLO NEBLINA DE ACEITE EXTERNO POR INUNDACION GRASA TIPO DE LUBRICANTE: SELLOS MECANICOS: FABRICANTE Y MODELO: CDIGO DE FABRICANTE: ISO 21049PLAN DE LAVADO DE SELLOS: ISO 21049 CDIGO DE SELLOS: EMPAQUE ANILLO LINTERNA FABRICANTE Y TIPO No. DE ANILLOS MECANISMO DEL ACCIONADOR ACOPLAMIENTO DIRECTO BANDA EN V TREN DE ENGRANES FABRICANTE DEL ACOPLAMIENTO: ACCIONADOR MOTOR: FABRICANTE: TIPO: ARMAZON No.: VELOCIDAD CONSTANTE: VELOCIDAD VARIABLE: Potencia kW VOLTS: HERTZ: FACTOR DE SERVICIO: CLASIFICACIN DE REA:
MATERIALES CARCASA: ESTATOR: PLACA EXTERNA: ROTOR(ES): PALETAS: FLECHA: CAMISA(S): PRENSAESTOPAS: ALOJAMIENTO DEL RODAMIENTO: ENGRANES DE SINCRONIZACION: PRUEBAS ESPECIALES PARA MATERIAL (8.2.1.3): PRUEBAS DE MATERIALES PARA AMBIENTES DE BAJA TEMPERATURA (8.2.5): INSPECCIN Y PRUEBAS CONFORMIDAD CON LA LISTA DE INSPECCIN CERTIFICACIN DE MATERIALES CLAROS DEL ENSAMBLE FINAL INSPECCIN SUPERFICIAL E INTERNA RADIOGRAFA: ULTRASONIDO: PART. MAGNTICAS: LIQUIDOS PENETRANTES: PRE LIMPIEZA PARA EL ENSAMBLE FINAL: DUREZA DE PARTES, SOLDADAS Y ZONAS AFECTADAS POR EL CALOR PROCEDIMIENTOS PARA PRUEBAS OPCIONALES: PRUEBAS: REQ. ATESTIGUADA OBS. HIDROSTTICA GIRO MECANICO COMPORTAMIENTO NPSH PREPARACIN PARA EMBARQUE DOMSTICO EXPORTACIN CAJA DE EXPORTACIN ALMACENAMIENTO A LA INTEMPERIE PARA MAS DE 6 MESES BOMBA: REDUCTOR: PESO Kg BASE: ACCIONADOR: OTRO ACCIONADOR
r/min: FASE:
OTROS REQUERIMIENTOS DE PEP UNIDADES DE LA PLACA DE IDENTIFICACIN: SISTEMA INTERNACIONAL DE UNIDADES SUMINISTRO DE VLVULAS DE ALIVIO: SI NO TUBERA PARA LA JUNTA DE DESCARGA SUMINISTRADA POR: PROVEEDOR DE LA BOMBA OTROS TUBERA PARA LA REFRIGERACIN/CALEFACCIN SUM. POR: PROVEEDOR DE LA BOMBA OTROS
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 48 DE 61
12.2 Anexo 2 (Normativo) Especificaciones de material
Especificacin ASTM o equivalente Clase de material Carcasa Hierro fundido Hierro nodular Acero al carbono Bronce Acero al 5% cromo A 278 o A 48 A 395 A 216, Gr WCA o Gr WCB B 584 A 217, Gr C5 A 744/A 744M A 744/A 744M A 744/A 744M Forjas A 105 A 182, Gr F5 Barra A 576 o A 108 B 139 A276, tipo 410 o 582, tipo 416 A 276, tipo 304 A 276, tipo 316 A 322, Gr 4140 Tornillos y pernos B 124 -
Acero al 12% cromo Acero inoxidable 18-8 Acero inoxidable 316 Acero AISI 4140
A 182, Gr F6 A 182, Gr F304 A 182, Gr F316 -
A 193, Gr B6 A 193, Gr B8 A 193, Gr B8M A 193, Gr B7
Tabla 3, Especificaciones de Material para Partes de Bombas Rotatorias.
La tabla 3 debe ser utilizada como gua para las especificaciones de materiales.
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 49 DE 61
12.2 Anexo 2 (Normativo) Especificaciones de material (continuacin)
Material Aleacin 20 Babbit bronce Carbono Flouroelastmero FKM Grafito flexible Cara endurecida Carburo de tungsteno tipo 1 Carburo de tungsteno 2 Carburo de tungsteno tipo 3 Monel (aleacin nquelcobre) Ni-resist Descripcin ASTM B 473, UNS 8029 (forjado); ASTM A 744, grado CN7M (fundicin) o equivalente. ASTM B 23, grados 1-9, como requiera el proveedor, de acuerdo a las condiciones de servicio. ASTM B 584, UNS C87200 (bronce silicn) o C95800 (nquel aluminio bronce) o equivalente. Carbono mecnicamente adecuado a la recomendacin del proveedor para las condiciones de servicio. ASTM D 1418 o equivalente Grafoil de Union Carbide o equivalente. Estelita o equivalente, colomonoy o equivalente, carburo de tungsteno tipo 3 o capa soldada de 0,8 mm de espesor. Como se requiera para condiciones de servicio (con aglutinante de cobalto) parte slida, sin recubrimiento. Como se requiera para condiciones de servicio (con aglutinante de nquel) parte slida, sin recubrimiento. Recubrimiento por rociado segn lo requerido para las condiciones de servicio, con capa de aspersin de 0,8 mm. ASTM A 494, grado M30C (fundicin soldable) o equivalente. ASTM B 164, clase A UNS N04400 (barra) o equivalente. ASTM A 436, tipo 1, 2 3 (hierro fundido austentico) o equivalente. ASTM A 439, tipo D2 (hierro dctil austentico) o equivalente. Nitrilo Politetrafluoro etileno PTFE PTFE vidrio rellenado de ASTM D 2000 BG-FG o equivalente. Tefln o equivalente. PTFE con 25% de vidrio. ASTM A 564, grado 630 / 631 (forjado) o equivalente. ASTM A 747, acero inoxidable, grado CB7C (fundicin) o equivalente. Material de fibras largas con hule sinttico como aglutinante o espirales de acero inoxidable. RBSiC o SSSiC.
Acero inoxidable endurecido por precipitacin Hoja de empaque Carburo de silicn
Tabla 4, Materiales Diversos.
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 50 DE 61
12.3 Anexo 3 (Normativo) Lista de Comprobacin del Inspector Lista de comprobacin del inspector
CONCEPTO 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 CERTIFICACIN (8.4.2.1.1.a)) DE MATERIALES (8.2.1.2) FECHA DE INSPECCIN INSPECCIONADO POR ESTADO
INSPECCIONES NO (COMPONENTES) (8.2.1.3)
DESTRUCTIVAS
OPERADORES Y PROCEDIMIENTOS CALIFICADOS DE SOLDADURA (8.2.4.1) ( 8.2.4.3) FLECHAS DE ROTACIN (8.2.6.2) DATOS EN LA PLACA DE IDENTIFICACIN DEL EQUIPO (8.2.6.1) DIMENSIONES TOTALES Y LOCALIZACIONES DE LAS CONEXIONES (*) DIMENSIONES DE LA BRIDA DE LA BOQUILLA (*) DISPOSICIN Y TAMAO DE LOS PERNOS DE ANCLAJE (*) DIMENSIONES DE LA FLECHA Y RANURADO () BARRENOS DE ZAPATAS DEL EQUIPO (8.1.2.8) CARACTERSTICAS DE LA VLVULA DE ALIVIO (8.3.4.1) ( 8.3.4.2) INSPECCIN DE TUBERA (8.3.5.1) HERRAMIENTAS ESPECIALES (8.3.6) DOCUMENTACIN DE PRUEBAS (8.4.2.1.1.c)) DATOS DE MANTENIMIENTO Y TOLERANCIAS DE CLAROS (8.4.2.1.1.d)) COMPONENTES INSPECCIONADOS PARA LIMPIEZA DE LNEAS (ENLISTAR CADA UNO) (8.4.2.2.5.c)) PRUEBAS DE DUREZA (8.4.2.2.5.d)) PRUEBAS HIDROSTTICAS (8.4.3.2) PRUEBAS DE GIRO MECNICO (8.4.3.3) PRUEBAS DE COMPORTAMIENTO (8.4.3.4.a)) PRUEBA NPSH (8.4.3.4.c)) PREPARACIN PARA EMBARQUE (8.4.4) PINTURA (8.4.4.c1)) DOCUMENTOS (8.4.4.c8)) Y ETIQUETAS DE EMBARQUE
16 17 18 19 20 21 22 23 24
(*) Chequeo cruzado con los dibujos dimensionales certificados.
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 51 DE 61
12.4 Anexo 4 (Normativo) Requisitos de datos y dibujos por el inspector
BOMBA DE ROTATORIAS REQUISITOS DE DATOS Y DIBUJOS POR EL PROVEEDOR
PROYECTO No.: ORD. DE COMPRA: REQUISICIN No. INVESTIGACIN No. PGINA: 1 PARTIDA No.: FECHA: FECHA: FECHA: POR:
DE
PARA: SITIO: SERVICIO: Propuesta b Revisin c Final
a
REVISIN: UNIDAD: No REQUERIDO: El licitador suministrara ------- copias de todos los datos de los conceptos indicados por X El Proveedor suministrara ------- copias y -------transparencia de dibujos y datos indicados El Proveedor suministrara ------- copias y -------transparencia de dibujos y datos indicados El Proveedor suministrara ------- manuales de operacin y mantenimiento Final Recibido de parte del proveedor C Final Pendiente del proveedor Revisin - Regresado al proveedor Revisin - Recibido de parte del proveedor C Revisin - Pendiente del proveedor
REGISTRO DE DISTRIBUCIN
1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26. 27. 28. 29. 30. 31.
a b
DESCRIPCIN Dibujo de detalle dimensional certificado y lista de conexiones. Dibujo de seccin transversal y lista materiales. Dibujos del ensamble del rotor y lista de materiales. Dibujos del ensamble de cojinetes de empuje axial y lista de materiales. Dibujos de ensamble de cojinetes radiales y lista de materiales. Dibujos de ensamble del acoplamiento para transmisin y lista de materiales. Diagramas esquemticos de aceite de lubricacin y lista de materiales. Diagramas esquemticos elctricos y de instrumentacin y lista de materiales. Dibujos de ensamble elctricos y de instrumentacin y listas de conexiones. Tabulacin de requerimientos de utilidad. Curva de potencia de salida en la flecha contra torque. Cargas permisibles en bridas. Diagrama del acoplamiento para transmisin. Procedimientos de soldadura. Certificado de prueba hidrosttica. Certificados de operacin mecnica. Registro de prueba de funcionamiento. Procedimientos de prueba no destructiva. Procedimientos de pruebas especiales y opcionales (ver 8.4.3.4). Certificado prueba de fabrica. Hojas de datos de cmo se construyo. Dimensiones de cmo se construyo y datos. Manual de instalacin. Manuales de operacin y mantenimiento. Recomendaciones para partes de repuesto. Ingeniera, fabricacin y programa de entrega (reportes de avance). Lista de dibujos. Lista de embarque. Lista de herramientas especiales suministradas para el mantenimiento. Manual de datos tcnicos. Hojas de datos de aseguramiento del material.
Los dibujos de Propuesta y datos que no tienen que ser certificados o como se construyo. Los datos tpicos deben ser identificados claramente como tales El comprador indicar en esta columna el intervalo de tiempo para suministrar los materiales usando la nomenclatura dada al final de esta forma C El licitador terminar estas dos columnas para reflejar su horario real de distribucin y para incluir esta forma con su oferta NOTAS: 1. Envi todos los dibujos y datos a: 2. Todos los dibujos y datos deben mostrar proyecto, aprobacin, orden de compra, nmeros de artculos adems de la ubicacin de la planta y unidad. Adems de las copias arriba especificadas, un juego de dibujos e instructivos necesarios para la instalacin en campo que debe remitirse con el embarque. Nomenclatura: S nmero de semanas antes del embarque F nmero de semanas despus de firmada la orden D numero de semanas despus de recibir los dibujos aprobados PROVEEDOR: FECHA: FIRMA: (Firma con acuse de recibo de todas las instrucciones ) REFERENCIA DEL PROVEEDOR:
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 52 DE 61
12.4 Anexo 4 (Normativo) Requisitos de datos y dibujos por el inspector (continuacin) Descripcin del alcance 1) a) b) c) d) e) Dibujos de detalles dimensionales certificados y una lista de las conexiones, incluyendo lo siguiente: Tamao, clase y localizacin de todas las conexiones de PEMEX. Pesos totales de manejo aproximados. Dimensiones totales. Altura de la lnea de centros. Dimensiones completas de las placas de montaje (si se suministra), con dimetro, nmero, localizaciones de los agujeros roscados y espesor del metal a travs del cual los pernos deben pasar; centros de gravedad; y detalles para el diseo de la cimentacin. Dibujos de seccin transversal y lista de materiales, incluyendo lo siguiente:
2)
a) Tolerancias y claros de cojinetes radiales. b) Tolerancias y claros del extremo del eje de transmisin. 3) a) Diagramas del ensamble del rotor y lista de materiales, incluyendo lo siguiente: Posicin axial desde la cara del collar de empuje axial activo a 1. Cada una de las lneas de centros de los cojinetes. 2. Cara del acoplamiento o extremo de la flecha. b) Detalles del ensamble del collar de empuje, incluyendo: 1. flecha collar, con tolerancia 2. Tolerancia de Concentricidad (o desviacin axial). 3. Torque requerido por contratuerca 4. Requerimientos para acabado superficial de las caras del collar. 5. Mtodo de precalentamiento y requerimientos de temperatura para la instalacin del collar puesto en caliente. 4) 5) Dibujos del ensamble del cojinete de empuje axial y lista de materiales. Dibujos del ensamble de cojinetes radiales y lista de materiales para todos los rotores con mantenimiento en campo. Dibujos del ensamble del acoplamiento para la transmisin y lista de materiales, incluyendo lo siguiente: a) Procedimiento de montaje hidrulico. b) Claro en el extremo del eje y tolerancia. c) Guardas del acoplamiento 7) Diagramas esquemticos de aceite de lubricacin y lista de materiales, incluyendo lo siguiente: a) Flujo de aceite en estado transitorio y estable, y presiones en cada punto empleado.
6)
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 53 DE 61
12.4 Anexo 4 (Normativo) Requisitos de datos y dibujos por el inspector (continuacin)
b) Ajustes de control, alarma y disparo (presiones y temperaturas recomendadas). c) Requerimientos de servicios, incluyendo electricidad agua y aire. d) Tuberas y tamaos de vlvulas. e) Instrumentacin, aparatos de seguridad y esquemas de control. 8) Diagramas esquemticos elctricos e instrumentacin y listas de materiales para todos los sistemas. Los esquemas deben mostrar todas las alarmas y lmites de disparo (valores establecidos). Dibujos de ensamble elctrico e instrumentacin y listas de conexiones.
9)
10) Tabulacin de requerimientos de servicios (deber ser como indican las hojas de datos del comprador). 11) Curva de potencia al freno contra torque. 12) Cargas permisibles en bridas para todas las conexiones de PEMEX, incluyendo movimientos debidos a temperatura anticipados con referencia a un punto definido. 13) Dibujo de alineamiento del acoplamiento incluyendo lmites de acoplamiento durante la operacin. Ntese todos los cambios en posicin del extremo de la flecha y crecimiento del soporte desde una temperatura ambiente de referencia de 15C u otra temperatura especificada por PEMEX. Incluyendo el mtodo de alineamiento recomendado y las lainas de ajuste en fro. 14) Procedimientos de soldadura para la fabricacin y reparacin, ver 8.2.1.11, 8.2.2.3, 8.2.4.4.b), 8.2.4.4.c), 8.2.4.4 d), 8.3.5.12 y 8.4.2.2. 15) Certificado de prueba hidrosttica. 16) Certificado de prueba de operacin mecnica. 17) Certificado de prueba de comportamiento y registro. 18) Procedimientos de pruebas no destructivas, segn lo detallado en las hojas de datos, de la orden de compra o el dibujo del proveedor y la forma de los datos requeridos. 19) Procedimientos para cualquier otra prueba especial u opcional (ver 8.4.3.4). 20) Reportes de pruebas certificadas de fbrica de los conceptos segn lo convenido en el preacuerdo o juntas de preinspeccin. 21) Hojas de datos de cmo se construy. 22) Dimensiones de cmo se construy (incluyendo las dimensiones nominales y tolerancias de diseo) y los datos para la siguiente lista de partes: a) Dimetro de flecha o de camisas en 1. Collarn de empuje (para collares separados).
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 54 DE 61
12.4 Anexo 4 (Normativo) Requisitos de datos y dibujos por el inspector (continuacin) 2. Cada componente del sello. 3. Cada chumacera radial b) c) d) e) f) Cada laberinto o dimetro interno del anillo de sellado. Dimetro interno del collar de empuje (para collares separados). Dimetro interno de cada chumacera radial. Concentricidad de la chumacera de empuje (desplazamiento axial) Metalurgia y tratamientos de calor para: 1. Flecha. 2. Rotores. 3. Collar de empuje axial. 23) Manual de instalacin, ver 8.5.3.6.2, describiendo lo siguiente: a) b) c) d) e) f) g) h) Procedimientos de almacenaje. Plano de la base. Detalles de la cimentacin. Equipo de montaje, procedimientos de montaje, pesos de los componentes, y diagramas de elevacin. Diagrama del acoplamiento alineado (para el inciso 13, anterior). Recomendaciones para la tubera, incluyendo las cargas permisibles para bridas. Dibujos de detalle compuestos por el tren del equipo (accionador y el accionado), incluyendo localizaciones de pernos de anclaje. Claros de desmontajes.
24) Manuales de operacin y mantenimiento describiendo lo siguiente: a) b) c) d) e) f) Arranque. Paro normal. Paro de emergencia. Recomendaciones en la lubricacin. Procedimientos de operaciones rutinarias, incluyendo horarios recomendados de inspeccin y procedimiento. Instrucciones para: 1. Desensamble y reensamble de los cojinetes radiales (para cojinetes de almohadillas de inclinacin, las instrucciones deben incluir dimensiones pasa/no pasa con tolerancias para indicadores con conexin de tres pasos). 2. Desensamble y reensamble de los cojinetes de empuje axial.
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 55 DE 61
12.4 Anexo 4 (Normativo) Requisitos de datos y dibujos por el inspector (continuacin) 3. Desensamble y reensamble de sellos (incluyendo claros mximos y mnimos) g) Datos de comportamiento, incluyendo: 1. Curva de velocidad de la flecha contra el valor de la potencia desarrollada en el sitio. 2. Curva de potencia al freno contra torque. h) Hoja de datos de cmo se construy incluirn: 1. Hoja de datos de como se construy. 2. Dimensiones o datos de como se construy, incluyendo claros de montaje. 3. Registros de las pruebas hidrostticas. Para el concepto 15, anterior. 4. Registro de las pruebas de funcionamiento, Para el concepto 16, anterior. i) Los dibujos y datos incluirn: 1. Dibujos de detalles dimensionales certificados y una lista de las conexiones. 2. Dibujo de seccin transversal y lista materiales. 3. Dibujos de ensamble del rotor y lista materiales. 4. Dibujos del ensamble del cojinete de empuje axial y lista de materiales. 5. Dibujos del ensamble del cojinete radial y lista de materiales. 6. Dibujo de componentes del sello y lista de materiales. 7. Diagramas esquemticos de lubricacin por aceite y lista de materiales. 8. Diagramas esquemticos elctricos, de instrumentacin y lista materiales. 9. Dibujos de ensamble elctrico y de instrumentacin y lista de conexiones. 25) Lista de partes de repuesto con recomendaciones para el nivel de almacenamiento, de acuerdo con 8.5.3.5. 26) Reportes de avance y programa de envo, incluyendo conjunto de compras del proveedor y los trabajos inmediatos. 27) Lista de dibujos, incluyendo los nmeros y las fechas de la ltima revisin. 28) Lista de embarque, incluyendo todos los componentes mayores que se enviarn por separado. 29) Lista de las herramientas especiales suministradas para el mantenimiento, vase 8.3.6. 30) Manual de datos tcnicos, incluir lo siguiente: a. Hojas de datos de como se construy, para el concepto 21 anterior. b. Curvas de comportamiento certificadas, para el concepto 17 anterior. c. Dibujos, de acuerdo con 8.5.3.2. d. Claros del ensamble como se construy. e. Lista de las partes de repuesto, de acuerdo con 8.5.3.5. f) Datos de los servicios generales, para el concepto 13 anterior. g) Reportes, para el concepto 17 anterior. 31) Hoja de datos de seguridad de acuerdo a la NOM-018-STPS-2000.
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 56 DE 61
12.5 Anexo 5 (Informativo) Carga neta positiva de succin disponible contra la presin neta positiva de entrada. Puesto que las bombas centrfugas y las bombas de desplazamiento positivo funcionan con principios enteramente diferentes, y por su uso comnmente se han creado dos diferentes formas de identificar las presiones asociadas a ellas. En su forma ms simple, una bomba centrfuga es una mquina de velocidad. El lquido que se bombea es dirigido directamente al centro de un impulsor rotatorio por donde pasa a los alabes del impulsor y se acelera a mxima velocidad. La carcasa que rodea al impulsor entonces, convierte la velocidad mxima a presin. Debido a que es una mquina de velocidad, si la presin se mide en unidades de longitud del lquido, todas las unidades medidas llegarn a ser constantes. La velocidad se mide en metro/segundo (pies/segundo), y la presin se mide en metros (pies), por ejemplo, la presin creada por la altura de una columna del lquido que es bombeado. El uso de estas unidades simplifica grandemente los clculos de la bomba y permite ignorar los efectos de ciertas propiedades del lquido (por ejemplo, la gravedad especfica). Por el contrario, una bomba de desplazamiento positivo no genera presin solamente aumentando la velocidad del fluido. En cambio estas bombas convierten el movimiento y torque rotatorio en movimiento del fluido, superando la presin del sistema en la conexin de descarga. Las bombas de desplazamiento positivo no tienen limitaciones tericas en la presin de descarga. Responden solamente al sistema de bombeo y requieren un sistema de control de la presin de descarga, usualmente se controla por la vlvula de alivio, para prevenir algn dao al mecanismo de la bomba y/o el atascamiento del accionador. Una bomba centrfuga, sin embargo, responde bastante diferente en donde la presin de descarga desarrollada es una funcin del flujo a travs de los impulsores de la bomba. Con un flujo decreciente (como en el caso del incremento de la resistencia del sistema), la bomba centrfuga desarrolla un incremento continuo de presin hasta llegar al punto definido como carga de cierre al alcanzar el flujo cero. La carga de cierre es el incremento mximo de presin que una bomba centrfuga puede desarrollar. Para una bomba rotatoria de desplazamiento positivo, tericamente el flujo es constante por revolucin. Cualquier tipo de bomba requiere suficiente presin de fluido a la entrada para prevenir el lanzamiento de gases disueltos y/o el cambio de estado del fluido bombeado de lquido a gas. El trmino usado para la presin a la entrada es carga neta positiva de succin CNPS o presin a la entrada neta positiva PENP. Para ser congruentes, con los estndares de API para ambas bombas, centrfugas y rotatorias, se refieren a la carga de succin total como CNPS ms que como PENP. Los estndares para bombas rotatorias del Hydraulic Institute indican que PENP se expresa normalmente en kilo Pascal (libras por pulgada cuadrada) porque esta no requiere conversin de unidades para la gravedad especfica como lo hace CNPS. Las lecturas de presin de la instalacin, se dan en kilo Pascal (libras por pulgada cuadrada). Los ltimos estndares de API se refieren a CNPS en metros, la terminologa preferida por ambos tipos de bombas, para evitar confusin. Los fabricantes de bombas rotatorias generalmente se refieren a PENP en kilo Pascal (libras por pulgada cuadrada). CNPS o PENP es indicado como disponible o requerido. La presin a la entrada neta positiva disponible es la presin absoluta sobre la presin de vapor del fluido en la entrada de bomba y se determina como sigue: PENP Disponible = Pa + Pz - Pf - Pvp - Pvvp Donde: Pa = Presin absoluta en la superficie del lquido en kPa.
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 57 DE 61
12.5 Anexo 5 (Informativo) Carga neta positiva de succin disponible contra la presin neta positiva de entrada (continuacin). Pz Pf Pvp = Carga esttica (+), o Elevacin esttica (-) en kPa (psi), para niveles de fluido arriba o debajo de la lnea de entrada. Prdidas de friccin en la lnea de entrada, vlvulas y llenado con una viscosidad mxima en kPa (psi). Presin de vapor del fluido o presin de disolucin del gas en kPa absolutos (psia).
La PENP requerida est en funcin del tipo de bomba, la velocidad y viscosidad del fluido bombeado. La PENP disponible siempre ser mayor que la PENP requerida para prevenir que ocurran efectos de cavitacin. Es comn, que el PENP requerido, los fabricantes publiquen el desplazamiento positivo expresado en unidades de kPa (psi).
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 58 DE 61
12.6 Anexo 6 (Normativo) Materiales de sellos
Material Aleacin 20
Descripcin ASTM B 473, UNS N08020 (forjado) ASTM A 744, Grado CN-7M, UNS J95150 (fundicin) o equivalente
Flouroelastmero (FKM) Grafito flexible Canasta Aleacin Ni-Mo-Cr con bajo carbono
ASTM D 1418 o equivalente Grafoil de Union Carbide o equivalente Bobina espiral de acero inoxidable con grafito o filtro equivalente Hastelloy C276 (o equivalente) ASTM B 564 (forja) o equivalente ASTM B 574 (barra) o equivalente ASTM 575 (placa) o equivalente ASTM A 494 grado CW-2M (fundicin soldable) o equivalente
Aleacin niquel-cobre
Monel aleacin 400 o equivalente ASTM B 564 (forja) o equivalente ASTM B 164 Clase A (barra) o equivalente ASTM B 127 (placa) o equivalente ASTM A 494 grado M30C (fundicin soldable) o equivalente
Ni-resist
ASTM A 436 tipo 1, 2 3 (hierro fundido austentico) o equivalente ASTM A 439 tipo D2 (hierro dctil austentico) o equivalente
Nitrilo Perfloruro elastmero (FFKM) Aleacin de nquel endurecida por precipitacin
Buna-N o equivalente ASTM D 1418 FFKM o equivalente Inconel aleacin 718 o equivalente ASTM B 637 (forja) o equivalente ASTM B 670 (placa) o equivalente
Acero inoxidable endurecido por precipitacin
ASTM A 564 grado 630/631 (forja) o equivalente
Tabla 5.- Descripcin de materiales miscelneos para partes de sellos mecnicos.
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 59 DE 61
12.6 Anexo 6 (Normativo) Materiales de sellos (continuacin) Clase de material Acero al carbono Aplicacin Fundicin sujeta a presin Especificacin ASTM A 216 Gr.WCA A 216 Gr.WCB Labrado/forja A 105 A 576 Barra general Tornillera y tuercas Acero al 12% cromo Fundicin sujeta a presin A 576 Gr. 10515 A 217 Gr. CA 15 A 487 Gr. CA 6NM Labrado/forja A 182 Gr.F6 A 182 Gr. F6 NM Barra general A 276 Tipo 410 A 276 Tipo 416 Tornillera y tuercas Acero inoxidable austentico Fundicin sujeta a presin A 193 Gr. B6 A 351 Gr. CF8 A 351 Gr. CF3 Labrado/forja Barra general Tornillera y tuercas Acero inoxidable Fundicin sujeta a presin A 182 A 276 A 193 A 351 Gr. CF 8M A 351 Gr.CF 3M Labrado/forja A 182 Gr. F316 A 182 Gr. F316L Barra general A 276 Tipo 316 A 276 Tipo 316L Tornillera y tuercas A 193 Gr. B8M
Tabla 6.- Especificaciones de materiales ASTM o equivalentes para partes de sello mecnicos
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 60 DE 61
12.6 Anexo 6 (Normativo) Materiales de sellos (continuacin) Material de la cara Carburo de tungsteno Carburo de silicio (slido) Grafito carbono Oxidante No oxidante 275 475 Temperatura Mxima C 400 425
Tabla 7, Lmites de temperatura para empaques de sellos para servicio de hidrocarburos
Temperatura ambiente o de bombeo C Material Mnima Fluoroelastmero (FKM) - Servicio de hidrocarburos - Servicio basado en agua Perfluoroelastmero (FFKM) Nitrilo Grafito laminado -7 -7 -7 -4 -240 150 120 290 120 480 Mxima
Tabla 8, Gua para lmites de temperatura para empaques de sellos secundarios para servicio de hidrocarburos
NRF-209-PEMEX-2008 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios BOMBAS ROTATORIAS Rev.: 0 PGINA 61 DE 61
12.7 Anexo 7 (Normativo) Presentacin de documentos equivalentes. 12.7.1 Si el contratista o proveedor considera que un documento normativo es equivalente a un documento normativo (Norma, Cdigo, Especificacin o Estndar extranjero) indicado en esta norma de referencia, debe someterlo a autorizacin por parte de PEMEX a travs de los medios establecidos, anexando los antecedentes y argumentacin en forma comparativa, concepto por concepto, demostrando que cumple con los requisitos indicados en 12.7.2 a) y en 12.7.2 b) de esta Norma de Referencia. PEMEX debe responder por escrito a dicha solicitud, indicando si es o no autorizado para utilizarse como documento normativo equivalente. 12.7.2 La leyenda o equivalente, que se menciona en esta Norma de Referencia, despus de las palabras Normas, Cdigos y Estndares Extranjeros, significa lo siguiente: a. Las Normas, Cdigos y Estndares Extranjeros equivalentes deben cumplir o ser superiores a las propiedades mecnicas, fsicas, qumicas, de seguridad, proteccin ambiental, de diseo y de operacin establecidas en las Normas de Referencia, en las Especificaciones de PEMEX, en las Especificaciones Particulares del Proyecto y en las Normas, Cdigos y Estndares Extranjeros ah referenciados. b. No se aceptan como equivalentes las Normas, Cdigos, Estndares Extranjeros o Normas Mexicanas, que tengan requerimientos menores a los solicitados por PEMEX en sus documentos, por ejemplo: menores espesores, menores factores de seguridad, menores presiones y/o temperaturas, menores niveles de aislamiento elctrico, menores propiedades a la temperatura, mayor emisin de humos y caractersticas constructivas de los conductores elctricos, menores capacidades, eficiencias, caractersticas operativas, propiedades fsicas, qumicas y mecnicas, etc., de equipos y de materiales, y todos los casos similares que se puedan presentar en cualquier especialidad dentro del proyecto. 12.7.3 Los criterios anteriores aplican tambin en relacin a los requerimientos sealados en los Documentos Tcnicos de los Paquetes de Ingeniera Bsica de los Licenciadores (Tecnlogos). 12.7.4 En todos los casos, las caractersticas establecidas en las Normas, Cdigos, Estndares y en los documentos indicados en esta Norma de Referencia, son requerimientos mnimos a cumplir por el Contratista. 12.7.5 Los documentos sealados en el prrafo anterior, si no son de origen mexicano, deben estar legalizados ante cnsul mexicano o, cuando resulte aplicable, apostillados de conformidad con el Decreto de Promulgacin de la Convencin por la que se suprime el requisito de Legalizacin de los Documentos Pblicos Extranjeros, publicado en el Diario Oficial de la Federacin del 14 de agosto de 1995. Los documentos que se presenten en un idioma distinto al espaol deben acompaarse con su traduccin a dicho idioma Espaol, hecha por perito traductor, considerando la conversin de unidades conforme a la NOM-008-SCFI-2002. 12.7.6 En caso que PEMEX no autorice el uso del documento normativo equivalente propuesto, el contratista o proveedor est obligado a cumplir con la normatividad establecida en esta Norma de Referencia.
Vous aimerez peut-être aussi
- NRF 050 Pemex 2012Document57 pagesNRF 050 Pemex 2012Nicholas Jones100% (1)
- NRF-189-PEMEX-2008 Requisitos técnicos centrifugadoras dieselDocument26 pagesNRF-189-PEMEX-2008 Requisitos técnicos centrifugadoras dieselAngel Alberto Rodriguez RodriguezPas encore d'évaluation
- NRF 190 Pemex 2008 F PDFDocument17 pagesNRF 190 Pemex 2008 F PDFAngela VazquezPas encore d'évaluation
- NRF 133 Pemex 2012Document37 pagesNRF 133 Pemex 2012Nataly HerreraPas encore d'évaluation
- Calentadores de CrudoDocument30 pagesCalentadores de CrudoJONATHAN100% (1)
- Proy M NRF 081 Pemex 2005Document27 pagesProy M NRF 081 Pemex 2005EdiriosPas encore d'évaluation
- Refineria SalamancaDocument3 pagesRefineria SalamancaRebeca LópezPas encore d'évaluation
- Filosofía de OperaciónDocument7 pagesFilosofía de OperaciónCristian ITh MedinaPas encore d'évaluation
- Bombas y Eyectores PDFDocument62 pagesBombas y Eyectores PDFAntonela PortaPas encore d'évaluation
- P.2.0000.04 Sist Med Fiscal Hidroc PDFDocument20 pagesP.2.0000.04 Sist Med Fiscal Hidroc PDFMargarita Romero Escalante100% (1)
- NRF-286-PEMEX-2012 DV Sopladores de Hollín.Document19 pagesNRF-286-PEMEX-2012 DV Sopladores de Hollín.Ildefonso FloresPas encore d'évaluation
- NRF-002-PEMEX-2001 Tuberia Hidrocarburos No AmargosDocument19 pagesNRF-002-PEMEX-2001 Tuberia Hidrocarburos No Amargoscascabel2453Pas encore d'évaluation
- Simulación en Aspen Hysys: Crudo ITSMO - MéxicoDocument53 pagesSimulación en Aspen Hysys: Crudo ITSMO - MéxicoMariana Martinez Palacios0% (1)
- Norma Sfi NRF 249 Pemex 2010Document42 pagesNorma Sfi NRF 249 Pemex 2010Cesar MoralesPas encore d'évaluation
- Ubicación Del Pozo PDFDocument2 pagesUbicación Del Pozo PDFAngeloPucePas encore d'évaluation
- Canalización de La Lechada en La Cementación de Cañerías en Pozos Dirigidos en El Campo San AlbertoDocument3 pagesCanalización de La Lechada en La Cementación de Cañerías en Pozos Dirigidos en El Campo San AlbertoFelix ColquePas encore d'évaluation
- Manual Del PetróleoDocument45 pagesManual Del PetróleoMaleo García100% (1)
- Reporte de Practica Profesional MatapioncheDocument7 pagesReporte de Practica Profesional MatapioncheElier Vazquez ReyesPas encore d'évaluation
- Número de Documento NRF-039-PEMEX-2008 25 de AgostoDocument34 pagesNúmero de Documento NRF-039-PEMEX-2008 25 de AgostoluisgasPas encore d'évaluation
- Efecto Del Peso Molecular Del Gas Sobre El Rendimiento Del Compresor CentrífugoDocument7 pagesEfecto Del Peso Molecular Del Gas Sobre El Rendimiento Del Compresor CentrífugoFranklin Santiago Suclla PodestaPas encore d'évaluation
- Procedimiento SeparadoresDocument250 pagesProcedimiento SeparadoresluisPas encore d'évaluation
- TRATAMIENTO DE AGUAS ACEITOSAS EN LA INDUSTRIA PETROLERADocument7 pagesTRATAMIENTO DE AGUAS ACEITOSAS EN LA INDUSTRIA PETROLERAChrissNyx100% (1)
- Valvulas de ControlDocument8 pagesValvulas de ControlMvz Roberto Toledo RománPas encore d'évaluation
- 1 Cap1. Sistema de Procesamiento Del GasDocument18 pages1 Cap1. Sistema de Procesamiento Del GasJoao FernandezPas encore d'évaluation
- Desengrasado de AminaDocument40 pagesDesengrasado de AminaJuan Hernández GilPas encore d'évaluation
- Dival 160ap+SB87.it - Español PDFDocument44 pagesDival 160ap+SB87.it - Español PDFMauricio RoldanPas encore d'évaluation
- Normas Por CatálogosDocument110 pagesNormas Por CatálogoschecoburgosPas encore d'évaluation
- Sistemas de medición fiscal de gasDocument14 pagesSistemas de medición fiscal de gasNicole WilliamsPas encore d'évaluation
- Pipephase TutorialDocument41 pagesPipephase TutorialCecilia Isabel Aguilar100% (1)
- NRF 171 Pemex 2013Document27 pagesNRF 171 Pemex 2013David SanchezPas encore d'évaluation
- Descripcion Detallada Del ProcesoDocument9 pagesDescripcion Detallada Del Procesorufo786Pas encore d'évaluation
- Estacion de Regulacion PDFDocument138 pagesEstacion de Regulacion PDFPaul SolorzanoPas encore d'évaluation
- PPOE control producciónDocument5 pagesPPOE control producciónDrake BalderasPas encore d'évaluation
- Nrf-164-Pemex-2011 PiDocument24 pagesNrf-164-Pemex-2011 PiyatzylPas encore d'évaluation
- Definicion Cabezales PDFDocument59 pagesDefinicion Cabezales PDFANDREA LINETHPas encore d'évaluation
- Calidad en la obra pública y adquisiciones P.1.0000.02:2005 CNDocument14 pagesCalidad en la obra pública y adquisiciones P.1.0000.02:2005 CNMonica EguanPas encore d'évaluation
- Consideraciones Generales Sistema de Medición Con CoriolisDocument4 pagesConsideraciones Generales Sistema de Medición Con CoriolisEdgarPas encore d'évaluation
- NRF-081-2004 Medición Ultrasónica de Hidrocarburos en Fase GaseosaDocument48 pagesNRF-081-2004 Medición Ultrasónica de Hidrocarburos en Fase GaseosaJuliusMaximus12Pas encore d'évaluation
- NOM 016 Cre 2016 PDFDocument37 pagesNOM 016 Cre 2016 PDFvchavezh100% (2)
- Detectores de GasDocument43 pagesDetectores de GasJavier VespaPas encore d'évaluation
- Teoria de Sellos SecosDocument16 pagesTeoria de Sellos SecosFrank BautistaPas encore d'évaluation
- Proceso de RefinaciónDocument6 pagesProceso de RefinaciónKaren AparicioPas encore d'évaluation
- Reporte Atasta CPTGDocument11 pagesReporte Atasta CPTGIrlanda GtPas encore d'évaluation
- NRF 277 Pemex 2011Document27 pagesNRF 277 Pemex 2011Leandro Becerra Fernandez100% (2)
- Componentes TurboexpansorDocument4 pagesComponentes TurboexpansorOctavioPas encore d'évaluation
- Medidores y Medición Del Gas NaturalDocument109 pagesMedidores y Medición Del Gas NaturalYaisbeth Piña100% (1)
- Informe Final de MantenimientoDocument53 pagesInforme Final de MantenimientoÁlvarez AzzumyPas encore d'évaluation
- Descripcion Del Proceso FCCDocument65 pagesDescripcion Del Proceso FCCGandhi FlaminhotPas encore d'évaluation
- Predictiva 21 e 1Document44 pagesPredictiva 21 e 1Cesar Augusto Morales CasanovaPas encore d'évaluation
- 671-21300-IGO-7007 Instructivo para Operacion de Drenajes Industriales y Separador APIDocument21 pages671-21300-IGO-7007 Instructivo para Operacion de Drenajes Industriales y Separador APIBeto Velázquez100% (1)
- Inducción Al Sistema Nacional de RefinaciónDocument156 pagesInducción Al Sistema Nacional de RefinaciónElizabeth RazoPas encore d'évaluation
- Criterios de Diseño de Equipos y TuberiasDocument6 pagesCriterios de Diseño de Equipos y TuberiasChristian Paul Salazar SanchezPas encore d'évaluation
- PEMEX EST 0211 2017 Valvulas DuctosDocument35 pagesPEMEX EST 0211 2017 Valvulas DuctosAlfredo Loga100% (3)
- Diagrama de Fases de Los YacimientoDocument8 pagesDiagrama de Fases de Los YacimientobaldemarPas encore d'évaluation
- Valvulas de Compuerta Globo y Retencion Rev.1Document27 pagesValvulas de Compuerta Globo y Retencion Rev.1EstebanRiveraPas encore d'évaluation
- Nrf-019-Pemex-2011protección Contraincendio en Cuartos de Control Que Contienen Equipo ElectrónicoDocument46 pagesNrf-019-Pemex-2011protección Contraincendio en Cuartos de Control Que Contienen Equipo ElectrónicoGilberto Castañeda HidalgoPas encore d'évaluation
- NRF 211 Pemex 2008 PDFDocument36 pagesNRF 211 Pemex 2008 PDFFelipe CarpioPas encore d'évaluation
- NRF 140 Pemex 2011Document36 pagesNRF 140 Pemex 2011Juan Carlos Perez Matias100% (2)
- Pemex Reparacion de TanquesDocument81 pagesPemex Reparacion de TanquesrulangePas encore d'évaluation
- NRF-203-PEMEX-2008 Arrestadores de Flama PDFDocument16 pagesNRF-203-PEMEX-2008 Arrestadores de Flama PDFDiego HigaredaPas encore d'évaluation
- NRF 050 Pemex 2012Document57 pagesNRF 050 Pemex 2012Fernando Reyes EsproncedaPas encore d'évaluation
- NRF-027-PEMEX-2009-F Espárragos y Tornillos de Aleación de Acero InoxidableDocument33 pagesNRF-027-PEMEX-2009-F Espárragos y Tornillos de Aleación de Acero InoxidableDiego HigaredaPas encore d'évaluation
- NRF-026-PEMEX-2008: Requisitos de protección con recubrimientos anticorrosivos para tuberías enterradas y sumergidasDocument65 pagesNRF-026-PEMEX-2008: Requisitos de protección con recubrimientos anticorrosivos para tuberías enterradas y sumergidasDiego Higareda71% (7)
- NRF-162-PEMEX-2011 Placas de Orificio Concéntricas PDFDocument21 pagesNRF-162-PEMEX-2011 Placas de Orificio Concéntricas PDFDiego Higareda100% (3)
- Especificaciones técnicas Dietanolamina PEMEXDocument10 pagesEspecificaciones técnicas Dietanolamina PEMEXDiego HigaredaPas encore d'évaluation
- Nrf-003-Pemex-2007 Diseño y Evaluación de PlataformasDocument82 pagesNrf-003-Pemex-2007 Diseño y Evaluación de PlataformasDiego HigaredaPas encore d'évaluation
- Manual de Operacion Sobre OASyS 5-BDocument117 pagesManual de Operacion Sobre OASyS 5-BDiego HigaredaPas encore d'évaluation
- NRF-008-PEMEX-2007 Calzado Industrial de PielDocument37 pagesNRF-008-PEMEX-2007 Calzado Industrial de PielDiego HigaredaPas encore d'évaluation
- El Camino Hacia La FelicidadDocument42 pagesEl Camino Hacia La FelicidadvivianachavezPas encore d'évaluation
- NRF 095 Pemex 2004 Motores ElectricosDocument52 pagesNRF 095 Pemex 2004 Motores ElectricosJuan Antonio HernandezPas encore d'évaluation
- NRF-007-PEMEX-2008 Lentes y Gogles de SeguridadDocument25 pagesNRF-007-PEMEX-2008 Lentes y Gogles de SeguridadDiego Higareda67% (3)
- NRF-158-PEMEX-2012 DV Juntas de Expansión Metálicas PDFDocument26 pagesNRF-158-PEMEX-2012 DV Juntas de Expansión Metálicas PDFDiego Higareda100% (2)
- NRF-034-PEMEX-2011 DV - 22feb11 PDFDocument47 pagesNRF-034-PEMEX-2011 DV - 22feb11 PDFMargarita Romero Escalante100% (1)
- NRF 095 Pemex 2004 Motores ElectricosDocument52 pagesNRF 095 Pemex 2004 Motores ElectricosJuan Antonio HernandezPas encore d'évaluation
- NRF-156-PEMEX-2008 Juntas y Empaques PDFDocument79 pagesNRF-156-PEMEX-2008 Juntas y Empaques PDFDiego HigaredaPas encore d'évaluation
- NRF-119-PEMEX-2008-F Vehiculos Contraincendio PDFDocument44 pagesNRF-119-PEMEX-2008-F Vehiculos Contraincendio PDFDiego HigaredaPas encore d'évaluation
- NRF-110-PEMEX-2010 - P29Abr10 Ánodos de Magnesio PDFDocument22 pagesNRF-110-PEMEX-2010 - P29Abr10 Ánodos de Magnesio PDFDiego HigaredaPas encore d'évaluation
- NRF-088-PEMEX-2011 26dic2011 Equipo de Protección Facial PDFDocument16 pagesNRF-088-PEMEX-2011 26dic2011 Equipo de Protección Facial PDFDiego HigaredaPas encore d'évaluation
- NRF-142-PEMEX-20111 Válvulas Macho PDFDocument30 pagesNRF-142-PEMEX-20111 Válvulas Macho PDFDiego HigaredaPas encore d'évaluation
- NRF-058-PEMEX-2012-FINAL-DV Casco de Protección para La Cabeza PDFDocument14 pagesNRF-058-PEMEX-2012-FINAL-DV Casco de Protección para La Cabeza PDFDiego Higareda100% (2)
- NRF-027-PEMEX-2009-F Espárragos y Tornillos de Aleación de Acero InoxidableDocument33 pagesNRF-027-PEMEX-2009-F Espárragos y Tornillos de Aleación de Acero InoxidableDiego HigaredaPas encore d'évaluation
- Nrf-062-Pemex-2002-Viudas-Escalas y Pasarelas PDFDocument15 pagesNrf-062-Pemex-2002-Viudas-Escalas y Pasarelas PDFDiego Higareda100% (1)
- NRF-024-PEMEX-2009-27feb2010 REQ MINIMOS PARA CINTURONES BANDOLAS ARNESES PDFDocument29 pagesNRF-024-PEMEX-2009-27feb2010 REQ MINIMOS PARA CINTURONES BANDOLAS ARNESES PDFDiego HigaredaPas encore d'évaluation
- Nrf-120-Pemex-2006 Sosa Cáustica Líquida Grado Rayón y Estándar PDFDocument11 pagesNrf-120-Pemex-2006 Sosa Cáustica Líquida Grado Rayón y Estándar PDFDiego HigaredaPas encore d'évaluation
- NRF-164-PEMEX-2011 Manómetros (Analógicos) PDFDocument24 pagesNRF-164-PEMEX-2011 Manómetros (Analógicos) PDFDiego Higareda50% (2)
- NRF-114-PEMEX-2006 Guantes de Cuero, Algodón y - o Combinados para Trabajos Generales PDFDocument84 pagesNRF-114-PEMEX-2006 Guantes de Cuero, Algodón y - o Combinados para Trabajos Generales PDFDiego HigaredaPas encore d'évaluation
- Especificaciones técnicas Dietanolamina PEMEXDocument10 pagesEspecificaciones técnicas Dietanolamina PEMEXDiego HigaredaPas encore d'évaluation
- NRF-008-PEMEX-2007 Calzado Industrial de PielDocument37 pagesNRF-008-PEMEX-2007 Calzado Industrial de PielDiego HigaredaPas encore d'évaluation
- Especificaciones para polvos químicos y líquidos espumantes contraincendioDocument23 pagesEspecificaciones para polvos químicos y líquidos espumantes contraincendioDiego HigaredaPas encore d'évaluation
- NRF-007-PEMEX-2008 Lentes y Gogles de SeguridadDocument25 pagesNRF-007-PEMEX-2008 Lentes y Gogles de SeguridadDiego Higareda67% (3)
- CONVERSIONES DE MAYOR USO EN LA INDUSTRIADocument8 pagesCONVERSIONES DE MAYOR USO EN LA INDUSTRIASebas Montenegro HerreraPas encore d'évaluation
- Documentacion TecnicaDocument25 pagesDocumentacion TecnicaRuiPas encore d'évaluation
- Tarea Unidades de Medida Topografia 1Document9 pagesTarea Unidades de Medida Topografia 1Marvin FloresPas encore d'évaluation
- Sistema apantallamiento ECOPETROLDocument5 pagesSistema apantallamiento ECOPETROLcarlosgerman2008Pas encore d'évaluation
- 5.5 Verificación de La Precisión y Veracidad PDFDocument74 pages5.5 Verificación de La Precisión y Veracidad PDFomarcucho29100% (1)
- Mapa Mental Modulo 3Document5 pagesMapa Mental Modulo 3Josue Rigoberto Valdez Medrano100% (1)
- Iv Semana 16 - PotenciaDocument3 pagesIv Semana 16 - Potenciajohn jerson ramos torresPas encore d'évaluation
- Trabajo de Investigacion - Iot SecurityDocument25 pagesTrabajo de Investigacion - Iot SecurityJoel SalinasPas encore d'évaluation
- Buses y componentes internos de una computadoraDocument3 pagesBuses y componentes internos de una computadoraPoma MisesPas encore d'évaluation
- Predimensionamiento de Estructuras - SismicaDocument10 pagesPredimensionamiento de Estructuras - SismicaJhosep GonzalesPas encore d'évaluation
- Glock 25Document6 pagesGlock 25Isabel SuarezPas encore d'évaluation
- Informe Proyecto Comunicacion SerialDocument13 pagesInforme Proyecto Comunicacion SerialJoao CruzPas encore d'évaluation
- PHP Orientado A ObjetosDocument11 pagesPHP Orientado A Objetosjer86Pas encore d'évaluation
- Iso 14001Document14 pagesIso 14001Ang LucPas encore d'évaluation
- Perfil Tecnico - Comunicacion de InternetDocument39 pagesPerfil Tecnico - Comunicacion de InternetEfrain Vazquez100% (1)
- Guía de EjerciciosDocument3 pagesGuía de EjerciciosRodriguez Vasquez AntonioPas encore d'évaluation
- Introduccion Video DigitalDocument3 pagesIntroduccion Video DigitalMauricio AriasPas encore d'évaluation
- FTTHDocument42 pagesFTTHAdriana Sosa ChavarríaPas encore d'évaluation
- Esquemas de direccionamiento IPv6: Tipos de direcciones y abreviacionesDocument6 pagesEsquemas de direccionamiento IPv6: Tipos de direcciones y abreviacionesjuan david velandia montañez100% (1)
- Catalogo Compact NSX PDFDocument280 pagesCatalogo Compact NSX PDFJulio ArmandoPas encore d'évaluation
- Carretilla Elevadora de Carga LateralDocument4 pagesCarretilla Elevadora de Carga LateralJorge MoreiraPas encore d'évaluation
- Cómo Crear Mapas Con Google My Maps - MappingGISDocument26 pagesCómo Crear Mapas Con Google My Maps - MappingGISSalomón LCPas encore d'évaluation
- NTC EpiDocument14 pagesNTC EpiJonathan Santanilla GomezPas encore d'évaluation
- BIM y Lean C.en - EsDocument32 pagesBIM y Lean C.en - EsFladimir Bautista GarcíaPas encore d'évaluation
- FMF100 Complementos de Física Clase 1Document34 pagesFMF100 Complementos de Física Clase 1pitagorasjcPas encore d'évaluation
- Presentación Auditoria Diagnostico Iso 17025 - Fraso AllianceDocument7 pagesPresentación Auditoria Diagnostico Iso 17025 - Fraso AllianceCMPas encore d'évaluation
- Manual Instalacion Ipcop 2.1.9Document36 pagesManual Instalacion Ipcop 2.1.9Jmatheus HernandezPas encore d'évaluation
- Tabla Codigos AsciiDocument0 pageTabla Codigos AsciimilkinffPas encore d'évaluation
- Pny500 Perkins 2506Document2 pagesPny500 Perkins 2506KeivinMCPas encore d'évaluation
- Ficha Luv DmaxDocument2 pagesFicha Luv DmaxJose FuertesPas encore d'évaluation