Vous aimerez peut-être aussi
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisD'EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisÉvaluation : 4 sur 5 étoiles4/5 (2)
- Dynamic Absorber DesignDocument14 pagesDynamic Absorber DesignLarry Deem0% (1)
- Application of Full Spectrum of Rotating Machinery DiagnosticsDocument5 pagesApplication of Full Spectrum of Rotating Machinery DiagnosticsMajid SattarPas encore d'évaluation
- WB - Bearings - Poster - FINAL - US SizeDocument1 pageWB - Bearings - Poster - FINAL - US SizeAditya Shiva AppallaPas encore d'évaluation
- Basics of VibrationDocument6 pagesBasics of VibrationChetan PrajapatiPas encore d'évaluation
- Orbit v27n207 SlowrollDocument13 pagesOrbit v27n207 SlowrollAyman ElsebaiiPas encore d'évaluation
- Vibration Diagonistic Chart PDFDocument1 pageVibration Diagonistic Chart PDFnarimenePas encore d'évaluation
- YbearingsDocument227 pagesYbearingsmasmuinPas encore d'évaluation
- SDT Lubrication ULTRASONIDO INGLES PDFDocument14 pagesSDT Lubrication ULTRASONIDO INGLES PDFALONSO SOLÍSPas encore d'évaluation
- Order Analysis ToolkitDocument16 pagesOrder Analysis ToolkitManuel Enrique Salas FernándezPas encore d'évaluation
- Phase AnalysisDocument3 pagesPhase Analysisk_shah_777Pas encore d'évaluation
- Time Waveform Analysis TechniquesDocument2 pagesTime Waveform Analysis TechniquesManel Montesinos100% (1)
- Effective Use of Statistical Models To Establish and Update Vibration AlarmDocument11 pagesEffective Use of Statistical Models To Establish and Update Vibration AlarmMohammadreza GalebanPas encore d'évaluation
- Basic Vibration Analysis ?Document20 pagesBasic Vibration Analysis ?Avinash KamuniPas encore d'évaluation
- Methodical Phase AnalysisDocument31 pagesMethodical Phase Analysisturboconch100% (1)
- Detection of Ski Slopes in Vibration SpectrumsDocument7 pagesDetection of Ski Slopes in Vibration SpectrumsjeyaselvanmPas encore d'évaluation
- Using Time Waveform Analysis To Distinguish Looseness From MisalignmentDocument5 pagesUsing Time Waveform Analysis To Distinguish Looseness From MisalignmentManel Montesinos100% (1)
- Vibration SchoolDocument194 pagesVibration SchoolHéctor RiveraPas encore d'évaluation
- Vibrationreferenceguide PDFDocument2 pagesVibrationreferenceguide PDFAngela Cely100% (1)
- REDUCTION of The SKI SLOPE EFFECTDocument8 pagesREDUCTION of The SKI SLOPE EFFECTEnzo MarquesPas encore d'évaluation
- Identification of Torsional Vibration Features in Electrical Powered Rotating EquipmentDocument9 pagesIdentification of Torsional Vibration Features in Electrical Powered Rotating EquipmentHasan PashaPas encore d'évaluation
- Envelope BearingDocument14 pagesEnvelope BearingHussein Razaq100% (1)
- Vibration ChartDocument1 pageVibration Chartairframer1981Pas encore d'évaluation
- Ultrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentD'EverandUltrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Compressor Rub Verified by Rotating Phase Symtoms PDFDocument6 pagesCompressor Rub Verified by Rotating Phase Symtoms PDFLong NguyenPas encore d'évaluation
- Monitoring Gear Boxes With Peakvue: Presentation at Niagara Falls Vibration Institute Chapter January 20, 2005Document60 pagesMonitoring Gear Boxes With Peakvue: Presentation at Niagara Falls Vibration Institute Chapter January 20, 2005eko bagus sunaryo100% (2)
- ORBIT AnalysisDocument4 pagesORBIT AnalysisManoj PaneriPas encore d'évaluation
- 2130 PPT PeakVueCaseDocument98 pages2130 PPT PeakVueCasesebastian100% (1)
- Lubrication Guide - Ultrasonic Condition-Based LubricationDocument7 pagesLubrication Guide - Ultrasonic Condition-Based LubricationLLPas encore d'évaluation
- Report On Prognosis of Faulty GearDocument20 pagesReport On Prognosis of Faulty GearShashi Bhushan GunjanPas encore d'évaluation
- Orbit V31N1 2011 Q1Document60 pagesOrbit V31N1 2011 Q1KrishnaPas encore d'évaluation
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionD'EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionPas encore d'évaluation
- Vibration Analysis of Gear Box.5-MilosprokoDocument3 pagesVibration Analysis of Gear Box.5-MilosprokoRavikiran Hegde100% (2)
- Vibration Analysis For GearsDocument5 pagesVibration Analysis For GearsJaime Berry100% (1)
- Why Phase Information Is Important For Diagnosing Machinery ProblemsDocument3 pagesWhy Phase Information Is Important For Diagnosing Machinery ProblemsdinhdtPas encore d'évaluation
- Advanced Turbomachinery Diagnostics - Online Course W2Document8 pagesAdvanced Turbomachinery Diagnostics - Online Course W2ali shetaPas encore d'évaluation
- SRB BlindadosDocument28 pagesSRB BlindadosLuisSilvaPas encore d'évaluation
- Proven Method For Specifying Both Six Spectral Alarm Bands As Well As Narrowband Alarm EnvelopesDocument4 pagesProven Method For Specifying Both Six Spectral Alarm Bands As Well As Narrowband Alarm EnvelopesVILLANUEVA_DANIEL2064Pas encore d'évaluation
- Case Studies #4: Professional Services For Proactive MaintenanceDocument13 pagesCase Studies #4: Professional Services For Proactive MaintenanceMiguel VillegasPas encore d'évaluation
- 2130 - Advanced Fast Balance - 97059 - 1CD PDFDocument432 pages2130 - Advanced Fast Balance - 97059 - 1CD PDFLuisSilva100% (1)
- 2130 - Advanced Fast Balance - 97059 - 1CD PDFDocument432 pages2130 - Advanced Fast Balance - 97059 - 1CD PDFLuisSilva100% (1)
- AzimaDLI Severity Chart 2013 PDFDocument1 pageAzimaDLI Severity Chart 2013 PDFEswin Paico de la Cruz100% (1)
- Advanced Vibration Analysis TechniquesDocument324 pagesAdvanced Vibration Analysis Techniquesharikrishnanpd3327Pas encore d'évaluation
- AMPLITUDE MODULATION Versus BEATSDocument5 pagesAMPLITUDE MODULATION Versus BEATSHaitham YoussefPas encore d'évaluation
- Rotating Machine Fault Diagnostics Using VibrationDocument234 pagesRotating Machine Fault Diagnostics Using VibrationJose PradoPas encore d'évaluation
- Csi Ds TrainingandcertifDocument20 pagesCsi Ds TrainingandcertifElvis Alberto Rodriguez BravoPas encore d'évaluation
- Ue Systems 200901Document10 pagesUe Systems 200901Anonymous OFwyjaMy100% (1)
- Vibration Measurements On Slow Speed MachineryDocument9 pagesVibration Measurements On Slow Speed MachineryMohd Asiren Mohd SharifPas encore d'évaluation
- Detect Machinery Faults by Using Peak VueDocument13 pagesDetect Machinery Faults by Using Peak VueHarold Alconz100% (2)
- The Death of Reliability: Is it Too Late to Resurrect the Last, True Competitive Advantage?D'EverandThe Death of Reliability: Is it Too Late to Resurrect the Last, True Competitive Advantage?Pas encore d'évaluation
- Bently Book Chapter 4 Timebase Plots1Document18 pagesBently Book Chapter 4 Timebase Plots1Manuel L LombarderoPas encore d'évaluation
- Vibration Key ChartsDocument12 pagesVibration Key ChartsgsaiprasathPas encore d'évaluation
- Structural Health MonitoringD'EverandStructural Health MonitoringDaniel BalageasPas encore d'évaluation
- R&T 2008 - Principles and Practices of Vibrational Analysis - KeeferDocument64 pagesR&T 2008 - Principles and Practices of Vibrational Analysis - KeeferArnab De100% (1)
- A Practical Introduction To Condition Monitoring of RollingDocument14 pagesA Practical Introduction To Condition Monitoring of Rollingsatya_chagantiPas encore d'évaluation
- Mode Shapes of Centrifugal Pump Impeller PDFDocument4 pagesMode Shapes of Centrifugal Pump Impeller PDFhachanPas encore d'évaluation
- Effect of Fluid Forces On Vertical Pump Vibrations: Condition Monitoring Technical Services (TS)Document3 pagesEffect of Fluid Forces On Vertical Pump Vibrations: Condition Monitoring Technical Services (TS)JAY PARIKHPas encore d'évaluation
- Vibration Signature of Defected Gear Tooth Using Spectral AnalysisDocument8 pagesVibration Signature of Defected Gear Tooth Using Spectral AnalysisHURRYSTARPas encore d'évaluation
- CBM ManualDocument88 pagesCBM ManualZdenko SemanPas encore d'évaluation
- Phase Analysis: Making Vibration Analysis Easier: SearchDocument4 pagesPhase Analysis: Making Vibration Analysis Easier: Searchdillipsh123Pas encore d'évaluation
- Bearing in Vibrating ScreensDocument38 pagesBearing in Vibrating ScreensLuisSilva100% (1)
- Acceptance For Phased Array InspectionDocument6 pagesAcceptance For Phased Array InspectionLuisSilva100% (1)
- SKF Bearings With Solid OilDocument8 pagesSKF Bearings With Solid OilLuisSilvaPas encore d'évaluation
- Catalogo SKF FX Keyless Bushings PDFDocument32 pagesCatalogo SKF FX Keyless Bushings PDFAndres Edmundo Mercado SolizPas encore d'évaluation
- 04 Vibracon®Document2 pages04 Vibracon®LuisSilvaPas encore d'évaluation
- Belt Frequency Meter ManualDocument28 pagesBelt Frequency Meter ManualLuisSilvaPas encore d'évaluation
- Technical Spec - Final PDFDocument13 pagesTechnical Spec - Final PDFLuisSilvaPas encore d'évaluation
- Selection of Vibracon SM Element For (Marine) Gearboxes: Please Insert Data Into Coloured CellsDocument1 pageSelection of Vibracon SM Element For (Marine) Gearboxes: Please Insert Data Into Coloured CellsLuisSilvaPas encore d'évaluation
- SKF Bearings With Solid Oil - The Third Lubrication ChoiceDocument8 pagesSKF Bearings With Solid Oil - The Third Lubrication ChoiceLuisSilvaPas encore d'évaluation
- 6897 enDocument72 pages6897 enLuisSilvaPas encore d'évaluation
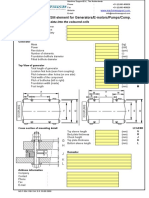
- Selection of Vibracon SM Element For Generators/E-motors/Pumps/CompDocument1 pageSelection of Vibracon SM Element For Generators/E-motors/Pumps/CompLuisSilvaPas encore d'évaluation
- 02 How To Order Vibracon® ChocksDocument16 pages02 How To Order Vibracon® ChocksLuisSilvaPas encore d'évaluation
- Alignment, Mounting & Engineering ServicesDocument4 pagesAlignment, Mounting & Engineering ServicesLuisSilvaPas encore d'évaluation
- Service For IndustryDocument2 pagesService For IndustryLuisSilvaPas encore d'évaluation
- Vibracon Frequently Asked Questions: An SKF Group CompanyDocument16 pagesVibracon Frequently Asked Questions: An SKF Group CompanyLuisSilvaPas encore d'évaluation
- CM3151 en Accelerometers As Assets in SKF @ptitude AnalystDocument8 pagesCM3151 en Accelerometers As Assets in SKF @ptitude AnalystLuisSilvaPas encore d'évaluation
- CM3152 en SKF Idler Sound MonitorDocument4 pagesCM3152 en SKF Idler Sound MonitorLuisSilvaPas encore d'évaluation
- CM3149 en Run Up Coast Down Module-How To UseDocument8 pagesCM3149 en Run Up Coast Down Module-How To UseLuisSilvaPas encore d'évaluation