Vous aimerez peut-être aussi
- Industrial Waste Fuel Options and Steam Generator Design ConsiderationsDocument21 pagesIndustrial Waste Fuel Options and Steam Generator Design ConsiderationsSathish PaulPas encore d'évaluation
- Thermax IR-CFBC Conference Rajavel - DistributionDocument32 pagesThermax IR-CFBC Conference Rajavel - Distributionchada1971100% (4)
- Exxonmobil 2003Document58 pagesExxonmobil 2003Guerrero OmarPas encore d'évaluation
- Factors in P.F. Boiler DesignDocument147 pagesFactors in P.F. Boiler DesignAnil Palamwar100% (3)
- Presentation On CFBC Technology by Cethar Vessels (P) LTDDocument21 pagesPresentation On CFBC Technology by Cethar Vessels (P) LTDRavi Chandar100% (3)
- Delayed Coker Fired HeatersDocument20 pagesDelayed Coker Fired HeatersJean Carlos Gonzalez Hernandez100% (3)
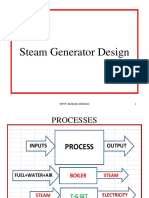
- Steam Generator DesignDocument147 pagesSteam Generator Designzerocool86100% (1)
- Petcoke in Cement Industry - Global Cement Conference - MumbaiDocument28 pagesPetcoke in Cement Industry - Global Cement Conference - MumbairsvasanrssPas encore d'évaluation
- Encon Thermal Engineers: Answer To The Continued Need For Energy ConservationDocument70 pagesEncon Thermal Engineers: Answer To The Continued Need For Energy ConservationAtul SaxenaPas encore d'évaluation
- Boiler InterviewDocument16 pagesBoiler InterviewSachin PatelPas encore d'évaluation
- Submerged Combustion Melting: Next Generation Glass Melting SystemDocument19 pagesSubmerged Combustion Melting: Next Generation Glass Melting SystemkhladunPas encore d'évaluation
- CFB Boiler BrochureDocument6 pagesCFB Boiler BrochureDineshPas encore d'évaluation
- 4a Boiler DesignDocument148 pages4a Boiler DesignSaurabh Kumar100% (4)
- Coal To Biomass Conversion: Adam Nicholson Ceng Fimeche 19 February 2019Document47 pagesCoal To Biomass Conversion: Adam Nicholson Ceng Fimeche 19 February 2019Diego Martínez FernándezPas encore d'évaluation
- Pulverized Coal TechnologyDocument7 pagesPulverized Coal TechnologyRi KoPas encore d'évaluation
- Calciner Technology in AF FiringDocument22 pagesCalciner Technology in AF Firingkatonbf23100% (3)
- Delayed Coking by NavidDocument63 pagesDelayed Coking by NavidShivangi ThakkerPas encore d'évaluation
- CFB PresentationDocument48 pagesCFB PresentationSam100% (3)
- Atmospheric Fluidised Bed Combustion BoilerDocument10 pagesAtmospheric Fluidised Bed Combustion BoilersushantPas encore d'évaluation
- Fundamentals of LNG Production and EquipmentDocument24 pagesFundamentals of LNG Production and EquipmentBarita JonBos SilalahiPas encore d'évaluation
- CFB Boiler BrochureDocument2 pagesCFB Boiler BrochuremechguybalaPas encore d'évaluation
- Turbo ExpanderDocument105 pagesTurbo Expandermartinandrei100% (11)
- 07 Ammonia Synthesis Revamps - March 2015Document37 pages07 Ammonia Synthesis Revamps - March 2015Kvspavan KumarPas encore d'évaluation
- HM DeS KRDocument12 pagesHM DeS KRabhinay02mePas encore d'évaluation
- Coal Handling Storage of CoalDocument122 pagesCoal Handling Storage of CoalpsunmoorthyPas encore d'évaluation
- Steam System 41Document41 pagesSteam System 41MadanKarkiPas encore d'évaluation
- Boiler CombustionDocument20 pagesBoiler CombustionAnand SwamiPas encore d'évaluation
- Encon Thermal Engineers: Answer To The Continued Need For Energy ConservationDocument73 pagesEncon Thermal Engineers: Answer To The Continued Need For Energy Conservationdawit mesfinPas encore d'évaluation
- Thermal Power Plant-1Document47 pagesThermal Power Plant-1Sadiq AntuPas encore d'évaluation
- Boiler Fundamental & Water Circulation System MdifiedDocument55 pagesBoiler Fundamental & Water Circulation System MdifiedSam100% (5)
- Fired Heater DesignDocument47 pagesFired Heater DesignMarcel100% (4)
- Role of Maintenance in Boiler Energy ConservationDocument125 pagesRole of Maintenance in Boiler Energy ConservationkkannanmtpsPas encore d'évaluation
- Energy conservation opportunities in steam systemsDocument32 pagesEnergy conservation opportunities in steam systemsPrudhvi RajPas encore d'évaluation
- Boiler OverviewDocument35 pagesBoiler Overviewshashank dasPas encore d'évaluation
- Green Co Best Practice Award 2016 PresentationDocument22 pagesGreen Co Best Practice Award 2016 PresentationSivakumaran RajuPas encore d'évaluation
- Start Up Procedures PDFDocument18 pagesStart Up Procedures PDFbulentbulut100% (1)
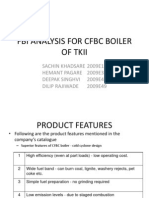
- Fbi Analysis For CFBC Boiler of TkiiDocument11 pagesFbi Analysis For CFBC Boiler of TkiiDilip RajiwadePas encore d'évaluation
- Uninterrupted and Reliable Operation For CFB BOILERDocument59 pagesUninterrupted and Reliable Operation For CFB BOILERRizqi PriatnaPas encore d'évaluation
- Coal Quality and End-Use in Power Generation: Com BustionDocument28 pagesCoal Quality and End-Use in Power Generation: Com BustionLilik ArdiyantoPas encore d'évaluation
- Automobile EngineeringDocument160 pagesAutomobile EngineeringDin Ash100% (4)
- Grand Prix Product RangeDocument2 pagesGrand Prix Product RangeInamMuradPas encore d'évaluation
- CFBC CatalogueDocument4 pagesCFBC CatalogueD NageshPas encore d'évaluation
- Boiler Specification With MountingsDocument9 pagesBoiler Specification With MountingsKrishna RajuPas encore d'évaluation
- Boiler Water Treatment For Kiln DryingDocument42 pagesBoiler Water Treatment For Kiln DryingSyavash EnshaPas encore d'évaluation
- Coal MillsDocument44 pagesCoal Millsashish364Pas encore d'évaluation
- Trouble Shooting of BoilersDocument59 pagesTrouble Shooting of Boilersmordidomi100% (1)
- Boiler FundamentalsDocument73 pagesBoiler Fundamentalsmasoodism100% (1)
- Overiew of Comb Cycle Rev 6.0 - Part 1Document73 pagesOveriew of Comb Cycle Rev 6.0 - Part 1SamPas encore d'évaluation
- Supercritical PMIDocument76 pagesSupercritical PMIVinod Mahajan100% (1)
- Thermal Power PlantDocument139 pagesThermal Power PlantSadiq AntuPas encore d'évaluation
- Boiler1 PDFDocument8 pagesBoiler1 PDFkhang10182Pas encore d'évaluation
- Alkali Bypass WHRPP Nov - 11 PDFDocument18 pagesAlkali Bypass WHRPP Nov - 11 PDFNinad Bhave100% (1)
- Thermal CrackingDocument24 pagesThermal Crackingmihir kumar100% (1)
- Thermal Power Plant: Design and OperationD'EverandThermal Power Plant: Design and OperationÉvaluation : 4.5 sur 5 étoiles4.5/5 (23)
- Circulating Fluidized Bed Boilers: Design and OperationsD'EverandCirculating Fluidized Bed Boilers: Design and OperationsÉvaluation : 4.5 sur 5 étoiles4.5/5 (6)
- Heating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsD'EverandHeating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsPas encore d'évaluation
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersD'EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersPas encore d'évaluation
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesD'EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesPas encore d'évaluation
- Al 01202530259Document7 pagesAl 01202530259mukthipatiPas encore d'évaluation
- Training R1K Voith CouplingDocument28 pagesTraining R1K Voith CouplingmukthipatiPas encore d'évaluation
- Fibrelogic Flowtite Engineering Guidelines DES M-004Document122 pagesFibrelogic Flowtite Engineering Guidelines DES M-004Wilfredo GuerreroPas encore d'évaluation
- UntitledDocument1 pageUntitledmukthipatiPas encore d'évaluation
- UntitledDocument1 pageUntitledmukthipatiPas encore d'évaluation
- PROCESS GAS SOLUTIONS: AERZEN'S RELIABLE COMPRESSORS AND BLOWERSDocument26 pagesPROCESS GAS SOLUTIONS: AERZEN'S RELIABLE COMPRESSORS AND BLOWERSWesley andrade martins100% (1)
- Activated CarbonDocument34 pagesActivated CarbonSanjeeva YedavalliPas encore d'évaluation
- Air Pollution Control Technology Fact Sheet: EPA-452/F-03-017Document0 pageAir Pollution Control Technology Fact Sheet: EPA-452/F-03-017widhisaputrawijayaPas encore d'évaluation
- Natural Gas Processing - 2010Document44 pagesNatural Gas Processing - 2010Ahmed Khamees Shatla100% (1)
- Cunningham 2011Document3 pagesCunningham 2011januar fitrianaPas encore d'évaluation
- Internship ReportDocument31 pagesInternship ReportShashidhara AEPas encore d'évaluation
- Experiment 5Document30 pagesExperiment 5Mags CabelinPas encore d'évaluation
- Karbohidrat: Dyke Gita Wirasisya, S.Farm., M.SC., Apt Program Studi Farmasi, Fakultas Kedokteran, Universitas MataramDocument37 pagesKarbohidrat: Dyke Gita Wirasisya, S.Farm., M.SC., Apt Program Studi Farmasi, Fakultas Kedokteran, Universitas Matarambrahmani ptrPas encore d'évaluation
- Spray Application of Belzona 2009Document4 pagesSpray Application of Belzona 2009Mounir BoutaghanePas encore d'évaluation
- Advantage and Disadvantage of Using Nanoparticles in AgricultureDocument13 pagesAdvantage and Disadvantage of Using Nanoparticles in AgricultureAmjadRashidPas encore d'évaluation
- Ultra Jet Dle-Lv 489 BK Bot 1 L - World - en - 3 - Rep820020Document26 pagesUltra Jet Dle-Lv 489 BK Bot 1 L - World - en - 3 - Rep820020Fazlul HoquePas encore d'évaluation
- Sample Paper 2Document12 pagesSample Paper 2Sheereen AiyazPas encore d'évaluation
- My New ResumeDocument4 pagesMy New ResumeSurajPas encore d'évaluation
- Composition and Stability of Iron and Copper Citrate Complexes in Aqueous SolutionDocument9 pagesComposition and Stability of Iron and Copper Citrate Complexes in Aqueous SolutionNitinPrachiJainPas encore d'évaluation
- Unit Iv Photochemistry and Spectroscopy: Part A 1. Define PhotochemistryDocument18 pagesUnit Iv Photochemistry and Spectroscopy: Part A 1. Define PhotochemistryKrithigasri MurugesanPas encore d'évaluation
- UPVC DOORS & WINDOW NewDocument14 pagesUPVC DOORS & WINDOW NewRUSHALI SRIVASTAVAPas encore d'évaluation
- CentrifugationDocument12 pagesCentrifugationVytheeshwaran Vedagiri100% (16)
- High Temp Grease Technical Data SheetDocument2 pagesHigh Temp Grease Technical Data SheetErickPas encore d'évaluation
- Rilco Aerogel ProductsDocument1 pageRilco Aerogel Productsnhr71Pas encore d'évaluation
- EndocrineDocument3 pagesEndocrinePotato HeadPas encore d'évaluation
- Cast Steel-Sic Composites As Wear Resistant Materials: Dejan ČikaraDocument5 pagesCast Steel-Sic Composites As Wear Resistant Materials: Dejan ČikaraAna MijatovicPas encore d'évaluation
- Well Control Methods PDFDocument10 pagesWell Control Methods PDFrobert5castillo-5Pas encore d'évaluation
- Alkyl Halide and Aryl HalideDocument43 pagesAlkyl Halide and Aryl HalideShivanshi0950% (2)
- EQUILIBRIUM - MCQ WorksheetDocument17 pagesEQUILIBRIUM - MCQ WorksheetAster LeePas encore d'évaluation
- Int Esws at Y9 Workbook Answers TTPPDocument37 pagesInt Esws at Y9 Workbook Answers TTPPChrystal GracePas encore d'évaluation
- Atex 2 PDFDocument2 pagesAtex 2 PDFzainahmedscribdPas encore d'évaluation
- Creatively Using Poo for Fertilizer or EnergyDocument7 pagesCreatively Using Poo for Fertilizer or EnergyprasadjdwPas encore d'évaluation
- OPSS 369 Nov08Document7 pagesOPSS 369 Nov08Muhammad UmarPas encore d'évaluation
- Chapter 8Document44 pagesChapter 8Oscar Espinosa BonillaPas encore d'évaluation
- Turbocharger Service InstructionsDocument4 pagesTurbocharger Service Instructionskarol1177Pas encore d'évaluation