Vous aimerez peut-être aussi
- UF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoD'EverandUF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoPas encore d'évaluation
- ELABORACIÓN DEL DIAGRAMA DE FLUJO DE PROCESOy Su UtilizaciónDocument5 pagesELABORACIÓN DEL DIAGRAMA DE FLUJO DE PROCESOy Su UtilizaciónKarlos RojasPas encore d'évaluation
- Cálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209D'EverandCálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209Évaluation : 5 sur 5 étoiles5/5 (1)
- Unidad 3 Estudio de TrabajoDocument32 pagesUnidad 3 Estudio de Trabajojozss50% (2)
- UF1125 - Técnicas de programación en fabricación mecánicaD'EverandUF1125 - Técnicas de programación en fabricación mecánicaPas encore d'évaluation
- Estudio Trabajo 1 Flujo ProcesosDocument13 pagesEstudio Trabajo 1 Flujo ProcesosOc FloresPas encore d'évaluation
- UF1127 - Registro, evolución e incidencias en la producción en fabricación mecánicaD'EverandUF1127 - Registro, evolución e incidencias en la producción en fabricación mecánicaPas encore d'évaluation
- Unidad IIDocument49 pagesUnidad IIAnibal Flores100% (1)
- Medios_Gráficos_para_el_Analista_de_Métodos_-_15ADocument66 pagesMedios_Gráficos_para_el_Analista_de_Métodos_-_15AEmma SantanaPas encore d'évaluation
- Practica 2 ET Equipo 4Document10 pagesPractica 2 ET Equipo 4DerekPas encore d'évaluation
- Ingenieria de MetodosDocument46 pagesIngenieria de MetodosDanielMangles100% (1)
- Estudio AcaciaDocument11 pagesEstudio AcaciaLeiraMartinezPas encore d'évaluation
- Resumen Estudio Del TrabajoDocument14 pagesResumen Estudio Del TrabajoMagui MPas encore d'évaluation
- Diagrama de Flujo y Diagrama de ProcesoDocument28 pagesDiagrama de Flujo y Diagrama de ProcesoAlberto Verdzco100% (1)
- practica#3-DIAGRAMA DE PROCESO DE FLUJO Y DIAGRAMA DE RECORRIDO PDFDocument16 pagespractica#3-DIAGRAMA DE PROCESO DE FLUJO Y DIAGRAMA DE RECORRIDO PDFDani Zamudio100% (1)
- Diagrama de ProcesosDocument37 pagesDiagrama de ProcesosOscar VitePas encore d'évaluation
- Informe - Ingenieria de Metodos - 2° Corte 2020Document11 pagesInforme - Ingenieria de Metodos - 2° Corte 2020Manuel RodriguezPas encore d'évaluation
- Listo Antologia de Diagramas de ProcesoDocument52 pagesListo Antologia de Diagramas de ProcesoLili RiveroPas encore d'évaluation
- Diagramas de RecorridoDocument5 pagesDiagramas de RecorridoLuis Enrique Hernandez Mares0% (1)
- Pruc 02Document7 pagesPruc 02Martha NayeyPas encore d'évaluation
- Antologia de DIAGRAMAS de PROCESO AlumnosDocument28 pagesAntologia de DIAGRAMAS de PROCESO AlumnosLili RiveroPas encore d'évaluation
- Actividad 1 - Práctica 1 Diagrama de OperacionesDocument5 pagesActividad 1 - Práctica 1 Diagrama de OperacionesHanakoPas encore d'évaluation
- Estudio Del Trabajo, Diagramas de ProcesoDocument16 pagesEstudio Del Trabajo, Diagramas de ProcesoAlicia Ochoa CastroPas encore d'évaluation
- 0300-Herramientas - Analisis de ProcesosDocument25 pages0300-Herramientas - Analisis de ProcesosLucas HerreraPas encore d'évaluation
- PreguntasDocument4 pagesPreguntasluigi Albert100% (1)
- Ensayo Unidad 2Document15 pagesEnsayo Unidad 2Damian DiazPas encore d'évaluation
- 1.3 Diagrama de Proceso de FlujoDocument22 pages1.3 Diagrama de Proceso de FlujoJavier Hernandez100% (1)
- Value Stream MappingDocument18 pagesValue Stream MappingankagasaPas encore d'évaluation
- Diagrama ProcesoDocument30 pagesDiagrama ProcesoJose Eduardo MurilloPas encore d'évaluation
- Trabajo - Estudio Del TrabajoDocument7 pagesTrabajo - Estudio Del TrabajoEDER DE JESUS VILLEGAS IXTEPANPas encore d'évaluation
- Diagrama BimanualDocument17 pagesDiagrama BimanualHector GuerraPas encore d'évaluation
- Estudio de trabajo con análisis de procesos productivosDocument73 pagesEstudio de trabajo con análisis de procesos productivosBtzaa Gc100% (1)
- Tema 3 HERRAMIENTA PLANIFICAR MAQUINADO - Ppt-FusionadoDocument255 pagesTema 3 HERRAMIENTA PLANIFICAR MAQUINADO - Ppt-FusionadoStephen JimboPas encore d'évaluation
- Aplicación VSMDocument16 pagesAplicación VSMJavier Ruíz PalafoxPas encore d'évaluation
- Tarea2 AnalisisdeLecturaDocument9 pagesTarea2 AnalisisdeLecturaTonatiuh CuauhtémocPas encore d'évaluation
- Diagrama de Proceso de FlujoDocument12 pagesDiagrama de Proceso de FlujoabyPas encore d'évaluation
- FabricacionDocument5 pagesFabricacionSkull CrownPas encore d'évaluation
- Estudio Del Trabajo y Productividad de Una EmpresaDocument37 pagesEstudio Del Trabajo y Productividad de Una EmpresaEmilio Peñuelas PalazuelosPas encore d'évaluation
- Caso Acme - Diagramación VSMDocument9 pagesCaso Acme - Diagramación VSMLeonardo André Manrique TejadaPas encore d'évaluation
- Diseño de planta industrialDocument25 pagesDiseño de planta industrialSHADY ANELL AVENDA�O DIAZPas encore d'évaluation
- Estudio técnico22Document37 pagesEstudio técnico22yoleniyepesPas encore d'évaluation
- Establecimiento de tiempos estándar para la fabricación de charolas de zinc-aluminioDocument19 pagesEstablecimiento de tiempos estándar para la fabricación de charolas de zinc-aluminioLa TribuPas encore d'évaluation
- Cuestionario 2 - Ingeniería de MétodosDocument5 pagesCuestionario 2 - Ingeniería de MétodosJORGE ENRIQUE GONZALEZ CAMARENA100% (1)
- Descripcion Del Proceso para Realizar Un Cursograma AnaliticoDocument24 pagesDescripcion Del Proceso para Realizar Un Cursograma AnaliticoRoosbelt Rivadeneira78% (9)
- Tema de ExposicionDocument8 pagesTema de ExposicionLuisa María Reyes GarcíaPas encore d'évaluation
- Ingenieria Del Proyecto FinalDocument29 pagesIngenieria Del Proyecto FinalCristhian Daniel Michel YupanquiPas encore d'évaluation
- Diagramas de Procesos y ActividadesDocument48 pagesDiagramas de Procesos y ActividadesandrewPas encore d'évaluation
- Manual de Procedimientos AdministrativosDocument76 pagesManual de Procedimientos AdministrativosAdam Nary50% (2)
- Procesos de ManufacturaDocument40 pagesProcesos de ManufacturaWilliams OrtizPas encore d'évaluation
- Unidad 2 Montaje y Puesta A PuntoDocument56 pagesUnidad 2 Montaje y Puesta A Puntoismaelrp00Pas encore d'évaluation
- Documento Resumen 1.1Document5 pagesDocumento Resumen 1.1ismael ozunaPas encore d'évaluation
- Tarea 2Document4 pagesTarea 2DIANA MORENO GRACIANAPas encore d'évaluation
- Análisis trabajo sitioDocument16 pagesAnálisis trabajo sitioEltunasPas encore d'évaluation
- Diagrama de Proceso Hombre-MaquinaDocument3 pagesDiagrama de Proceso Hombre-Maquinafernando garciaPas encore d'évaluation
- 1.3 Diagrama de Proceso de FlujoDocument20 pages1.3 Diagrama de Proceso de FlujoJavier HernandezPas encore d'évaluation
- Resumen Capitulo 2 Niebel 100Document3 pagesResumen Capitulo 2 Niebel 100Alberto ReyesPas encore d'évaluation
- Instrumentos y Tecnicas de o y MDocument22 pagesInstrumentos y Tecnicas de o y MMedrano Miguel67% (3)
- Informe Distribucion de PlantaDocument20 pagesInforme Distribucion de PlantaLarissa Flores100% (1)
- Clase 08 Estudio Del TrabajoDocument26 pagesClase 08 Estudio Del TrabajokathalinaPas encore d'évaluation
- DiagramaHombreMáquinaDocument22 pagesDiagramaHombreMáquinaEdgar PLPas encore d'évaluation
- Super Cargadores y Turbo CompresoresDocument35 pagesSuper Cargadores y Turbo CompresoresSkull Crown100% (1)
- Super Cargadores y Turbo CompresoresDocument35 pagesSuper Cargadores y Turbo CompresoresSkull Crown100% (2)
- Motores de Paso o Steppers MotorsDocument12 pagesMotores de Paso o Steppers MotorsSkull CrownPas encore d'évaluation
- Catálogo INTERMEC Piñones Cadenas PDFDocument136 pagesCatálogo INTERMEC Piñones Cadenas PDFMiguel Farah100% (1)
- Supercargadores ExpoDocument20 pagesSupercargadores ExpoSkull CrownPas encore d'évaluation
- Clases Tercera Sesión, Con Base en Archivo Libro Del Docente, 2014Document8 pagesClases Tercera Sesión, Con Base en Archivo Libro Del Docente, 2014Skull CrownPas encore d'évaluation
- Auditoria 4-5Document26 pagesAuditoria 4-5Skull CrownPas encore d'évaluation
- La Tecnologia Causa Influencia en La Conducta Del Ser HumanoDocument2 pagesLa Tecnologia Causa Influencia en La Conducta Del Ser HumanoSkull CrownPas encore d'évaluation
- Procesos de manufactura pieza aluminioDocument2 pagesProcesos de manufactura pieza aluminioSkull CrownPas encore d'évaluation
- Aparte Libro Proyectos Desarrollo Hhmurcia - Auditoria FinancieraDocument12 pagesAparte Libro Proyectos Desarrollo Hhmurcia - Auditoria FinancieraSkull CrownPas encore d'évaluation
- Ejercicio Tipo ParcialDocument2 pagesEjercicio Tipo ParcialSkull CrownPas encore d'évaluation
- Matriz para Priorizacion Funciones Administrativas, Febrero 14, 2014Document7 pagesMatriz para Priorizacion Funciones Administrativas, Febrero 14, 2014Skull CrownPas encore d'évaluation
- Laboratorio Bomba SimpleDocument10 pagesLaboratorio Bomba SimpleSkull CrownPas encore d'évaluation
- Motores Sobre AlimentadosDocument16 pagesMotores Sobre AlimentadosvicotegPas encore d'évaluation
- Descripcion General Del Hecho Religioso 1Document11 pagesDescripcion General Del Hecho Religioso 1Skull CrownPas encore d'évaluation
- Avance Proyecto Trans CalorDocument23 pagesAvance Proyecto Trans CalorSkull CrownPas encore d'évaluation
- 06 Variables de ProcesoDocument6 pages06 Variables de ProcesoSkull CrownPas encore d'évaluation
- Fuerza 20sobre 20superficies IdaDocument9 pagesFuerza 20sobre 20superficies IdaHector Gonzalez PuppiPas encore d'évaluation
- 11 Teoria Basica de TaladradoDocument19 pages11 Teoria Basica de TaladradoSkull CrownPas encore d'évaluation
- UNI Santo Tomas procesos manufactura probetaDocument1 pageUNI Santo Tomas procesos manufactura probetaSkull CrownPas encore d'évaluation
- Sem 3 Activ 3Document3 pagesSem 3 Activ 3Skull CrownPas encore d'évaluation
- Carpeta CorpotivaDocument4 pagesCarpeta CorpotivaSkull CrownPas encore d'évaluation
- Anillos Retenores DocumentoDocument9 pagesAnillos Retenores DocumentoSkull CrownPas encore d'évaluation
- Velocidad de corte y avanceDocument2 pagesVelocidad de corte y avanceSkull CrownPas encore d'évaluation
- Lab Tunel de VientoDocument1 pageLab Tunel de VientoSkull CrownPas encore d'évaluation
- Diseño Caliedoscopio QFDDocument20 pagesDiseño Caliedoscopio QFDSkull CrownPas encore d'évaluation
- Group Technology and Cellular ManufacturingDocument16 pagesGroup Technology and Cellular ManufacturingSkull CrownPas encore d'évaluation
- FabricacionDocument5 pagesFabricacionSkull CrownPas encore d'évaluation
- Diseño Caliedoscopio QFDDocument20 pagesDiseño Caliedoscopio QFDSkull CrownPas encore d'évaluation
- Accidentes por armas de fuego: tipos de heridas, primeros auxilios y secuelasDocument35 pagesAccidentes por armas de fuego: tipos de heridas, primeros auxilios y secuelasjuan gualberto guzman villafuertePas encore d'évaluation
- Heridas Por Armas de FuegoDocument39 pagesHeridas Por Armas de FuegoAzu Luz CalderónPas encore d'évaluation
- CESCIJUCDocument15 pagesCESCIJUCMacín JessicaPas encore d'évaluation
- Album de Municiones-TerminadoDocument23 pagesAlbum de Municiones-TerminadoOsweld Obed Miranda FuentesPas encore d'évaluation
- Resiste Tucson. Las Batallas Hispano-Apaches 01. Alberto VazquezDocument228 pagesResiste Tucson. Las Batallas Hispano-Apaches 01. Alberto Vazquezkassan4791Pas encore d'évaluation
- The Night of The Living Dead VarianteDocument3 pagesThe Night of The Living Dead Varianteluis alberto araya leonPas encore d'évaluation
- Armamento I. T 001. Decalogo de Seguridad 2Document9 pagesArmamento I. T 001. Decalogo de Seguridad 21998cristianzPas encore d'évaluation
- Tarea #1 Pericia BalísticaDocument8 pagesTarea #1 Pericia BalísticaKarla Burbano MoreiraPas encore d'évaluation
- NCH 2120-1-2004 (Listado de Sustancias Peligrosas)Document47 pagesNCH 2120-1-2004 (Listado de Sustancias Peligrosas)toys_chile100% (3)
- 09-02-2018 - 09!01!009 Taller Arma y Tiro Policial IIDocument61 pages09-02-2018 - 09!01!009 Taller Arma y Tiro Policial IInoe ticona71% (7)
- SigSauer Mosquito Cal. 22lrDocument28 pagesSigSauer Mosquito Cal. 22lrjapol100% (2)
- Balistica CayetanoDocument120 pagesBalistica CayetanoSebastian RodriguezPas encore d'évaluation
- Balistica ForenseDocument132 pagesBalistica ForenseAraira M. GonzálezPas encore d'évaluation
- Resumen Completo Armas de FuegoDocument19 pagesResumen Completo Armas de FuegoernestoPas encore d'évaluation
- Dictamen Pericial Arma - CompressDocument4 pagesDictamen Pericial Arma - CompressANDREINA ELIZABETH LOPEZ VASQUEZPas encore d'évaluation
- Sistema de Identificacion Balistica Ibis-1Document19 pagesSistema de Identificacion Balistica Ibis-1rmoraPas encore d'évaluation
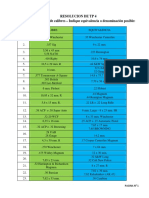
- Resolución TP 4 It 6 OnlineDocument63 pagesResolución TP 4 It 6 OnlineJosé Lanza100% (1)
- BaliěsticaDocument39 pagesBaliěsticaEnriquePas encore d'évaluation
- Informe BalísticaDocument13 pagesInforme BalísticacristianhuentePas encore d'évaluation
- 5 - BalisticaDocument21 pages5 - BalisticaCeleste CarabajalPas encore d'évaluation
- Catalogo GBDocument24 pagesCatalogo GBsadasPas encore d'évaluation
- Monografia Unidad IV. Balística ForenseDocument22 pagesMonografia Unidad IV. Balística ForenseArgimiro Carrero100% (1)
- Distancia de Disparo y Su Interpretación PDFDocument30 pagesDistancia de Disparo y Su Interpretación PDFCristian Flores MPas encore d'évaluation
- Balistica Forense-P.Document291 pagesBalistica Forense-P.ZAMBRANA TORRICO RODRIGO ANDRES50% (2)
- Manejo y normas básicas de seguridad con armas de fuegoDocument46 pagesManejo y normas básicas de seguridad con armas de fuegoJeferson AlbitesPas encore d'évaluation
- Balistica y Glosario de ArmamentoDocument310 pagesBalistica y Glosario de ArmamentoLucrecia Tarquino100% (5)
- Armas individuales del capítulo 2Document24 pagesArmas individuales del capítulo 2Anthony RujelPas encore d'évaluation
- Plataforma InteractivaDocument12 pagesPlataforma InteractivaConstanza RapalliniPas encore d'évaluation
- Instrucciones de Uso y Normas de SeguridadDocument36 pagesInstrucciones de Uso y Normas de SeguridadAgustin OteguiPas encore d'évaluation
- 12 70 Proposito GeneralDocument2 pages12 70 Proposito Generaljuan cabreraPas encore d'évaluation