Vous aimerez peut-être aussi
- Chapter 3B. Welded Connections: CE4: Design of Steel Structures - Prof. Dr. A. VarmaDocument14 pagesChapter 3B. Welded Connections: CE4: Design of Steel Structures - Prof. Dr. A. VarmaGPas encore d'évaluation
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceD'EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferencePas encore d'évaluation
- 2.1.6 NG1005 Welding and TestingDocument154 pages2.1.6 NG1005 Welding and TestingjovicatrpcevicPas encore d'évaluation
- ASME-Notch-Toughness & Supplementary Essential VariablesDocument16 pagesASME-Notch-Toughness & Supplementary Essential VariablesSuleyman Halicioglu100% (2)
- AWS Resources For Engineers: Monitoring and Control of Welding and JoiningDocument36 pagesAWS Resources For Engineers: Monitoring and Control of Welding and JoiningLázaro Magaña MartínezPas encore d'évaluation
- DNV OS-H102 Marine Operations Design and Fabrication 2012-01Document12 pagesDNV OS-H102 Marine Operations Design and Fabrication 2012-01Marios DiasPas encore d'évaluation
- Effect of Heat Input On Microstructure and Mechanical Properties of The TIG Welded Joints of AISI 304Document10 pagesEffect of Heat Input On Microstructure and Mechanical Properties of The TIG Welded Joints of AISI 304Kaushik SenguptaPas encore d'évaluation
- Projection Welding Guide for Materials & DesignDocument20 pagesProjection Welding Guide for Materials & DesignCebrac ItatibaPas encore d'évaluation
- Tack WeldDocument1 pageTack Weldbhatti19Pas encore d'évaluation
- NozzlePRO 14.1NewFeatures-2019ReleaseDocument13 pagesNozzlePRO 14.1NewFeatures-2019ReleasedelitesoftPas encore d'évaluation
- AD 399 - Design of Partial Penetration Butt Welds in Accordance With BS EN 1993-1-8Document1 pageAD 399 - Design of Partial Penetration Butt Welds in Accordance With BS EN 1993-1-8symon ellimacPas encore d'évaluation
- 5 - Section 14 - Arc Welding ConsumablesDocument11 pages5 - Section 14 - Arc Welding Consumablesrizkialia12Pas encore d'évaluation
- Shear Strength of High-Strength BoltsDocument61 pagesShear Strength of High-Strength Boltsloox600Pas encore d'évaluation
- Weld Defects CswipDocument10 pagesWeld Defects CswipOLiver RobertPas encore d'évaluation
- Welded connection designDocument16 pagesWelded connection designAnkit SinghPas encore d'évaluation
- Welding Procedure Data Sheet for Steel Groups 1-3Document1 pageWelding Procedure Data Sheet for Steel Groups 1-3suronocaturatmojoPas encore d'évaluation
- Joining Processes: Permanent JointsDocument31 pagesJoining Processes: Permanent JointsgemnikkicPas encore d'évaluation
- Twi Hardness TestingDocument8 pagesTwi Hardness TestingchungndtPas encore d'évaluation
- Local Load Analysis - WRCB-107,297Document14 pagesLocal Load Analysis - WRCB-107,297Gaurav BedsePas encore d'évaluation
- Weld Imperfection Examination StandardDocument4 pagesWeld Imperfection Examination StandardMohd Akmal ShafiePas encore d'évaluation
- Mathcad - ASME I I VIII I Thickness Cylindrical ShellDocument3 pagesMathcad - ASME I I VIII I Thickness Cylindrical ShellkurcekPas encore d'évaluation
- Lunch & Learn: Structural Steel SelectionDocument17 pagesLunch & Learn: Structural Steel Selectionanuj SinghPas encore d'évaluation
- 6 - CE 511 - Base Plate Design PDFDocument33 pages6 - CE 511 - Base Plate Design PDFJayson RamosPas encore d'évaluation
- Welded Joint Design FundamentalsDocument16 pagesWelded Joint Design FundamentalsEngr Arfan Ali DhamrahoPas encore d'évaluation
- Forging Vs CastingDocument1 pageForging Vs CastingsdsadPas encore d'évaluation
- M. N. Dastur: 8S Company (P) LTD, KolkataDocument151 pagesM. N. Dastur: 8S Company (P) LTD, KolkataHari SankarPas encore d'évaluation
- The Use of Two Nuts To Prevent Self LooseningDocument4 pagesThe Use of Two Nuts To Prevent Self LooseningManojkumar ThilagamPas encore d'évaluation
- Residual Stresses in Weld JointsDocument8 pagesResidual Stresses in Weld Jointshayder1920Pas encore d'évaluation
- Chap8 RivetsDocument51 pagesChap8 RivetsManoj ManoharanPas encore d'évaluation
- Radiography TestDocument26 pagesRadiography TestHoangPas encore d'évaluation
- ASME B16.47 Series A FlangeDocument7 pagesASME B16.47 Series A FlangeManoah StephenPas encore d'évaluation
- Bolting and WeldingDocument73 pagesBolting and Weldinggerrydimayuga100% (2)
- Bolted Design Sandia ReducedDocument47 pagesBolted Design Sandia Reducedmiguelq_scribdPas encore d'évaluation
- Titanium FormingDocument5 pagesTitanium FormingSiavash IraniPas encore d'évaluation
- Torque Calculation For BoltDocument3 pagesTorque Calculation For BoltNaga Manikanta TatikondaPas encore d'évaluation
- Quality Level BDocument17 pagesQuality Level BUgonnaPas encore d'évaluation
- Demagnetization: BSS Non Destructive Testing PVT - LTDDocument18 pagesDemagnetization: BSS Non Destructive Testing PVT - LTDSANU100% (1)
- MDOT GussetPlate LFR Analysis 263315 7Document27 pagesMDOT GussetPlate LFR Analysis 263315 7ankitPas encore d'évaluation
- Vibration and Shock IsolationDocument3 pagesVibration and Shock IsolationSaravanan.KPas encore d'évaluation
- Introduction Fracture Mechanics 1Document15 pagesIntroduction Fracture Mechanics 1aap1Pas encore d'évaluation
- Failure Modes of Bolt and Nut Assemblies Under Tensile LoadingDocument11 pagesFailure Modes of Bolt and Nut Assemblies Under Tensile LoadingclevercogPas encore d'évaluation
- Steel WiseDocument1 pageSteel WisenvnagarajuPas encore d'évaluation
- Post Weld Toe Treatments Improve Fatigue Life FEA StudyDocument89 pagesPost Weld Toe Treatments Improve Fatigue Life FEA Studyvikrant GarudPas encore d'évaluation
- ASTM A262, CorrosietestenDocument2 pagesASTM A262, CorrosietestenSales HBS Solutions100% (1)
- Detecting and preventing lack of sidewall and inter-run fusion in weldsDocument4 pagesDetecting and preventing lack of sidewall and inter-run fusion in weldsguru_terexPas encore d'évaluation
- Oth 482Document145 pagesOth 482Hossein PapahnPas encore d'évaluation
- Measuring Fillet Weld Size It's Easy Right - Karsten Madsen - Pulse - LinkedInDocument5 pagesMeasuring Fillet Weld Size It's Easy Right - Karsten Madsen - Pulse - LinkedInnkvonPas encore d'évaluation
- High Cyclic Fatigue: A Review of Failure Analysis and Prediction MethodsDocument54 pagesHigh Cyclic Fatigue: A Review of Failure Analysis and Prediction Methodsmaurizio.desio4992Pas encore d'évaluation
- Introduction to Welding Processes and Their ApplicationsDocument4 pagesIntroduction to Welding Processes and Their ApplicationsSreejith MenonPas encore d'évaluation
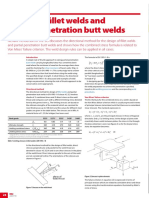
- Fillet Weld and Partial Penetration Butt WeldDocument3 pagesFillet Weld and Partial Penetration Butt Weldsusan87Pas encore d'évaluation
- Fatigue Performance of Repair WeldsDocument197 pagesFatigue Performance of Repair WeldszhangjlPas encore d'évaluation
- Schaeffler Diagram PDFDocument16 pagesSchaeffler Diagram PDFrajesh_14Pas encore d'évaluation
- Hot Chamber Die Casting ProcessDocument1 pageHot Chamber Die Casting ProcessNordiana IdrisPas encore d'évaluation
- Cladding Using High Density Infrared Fusion Cladding Process PDFDocument5 pagesCladding Using High Density Infrared Fusion Cladding Process PDFangga fajarPas encore d'évaluation
- American Institute of Steel ConstructionDocument7 pagesAmerican Institute of Steel ConstructionsojeckPas encore d'évaluation
- MSN612215/MSN616218 Elemen Mesin I: Welding JointsDocument36 pagesMSN612215/MSN616218 Elemen Mesin I: Welding JointsDavid TaradePas encore d'évaluation
- Design of Structural MembersDocument153 pagesDesign of Structural Membersquiron20100% (1)
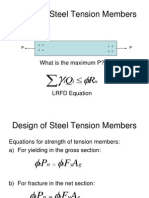
- 02 - Design of Steel Tension MembersDocument15 pages02 - Design of Steel Tension MembersMayur PatelPas encore d'évaluation
- Fatigue Failure of Welded JointsDocument40 pagesFatigue Failure of Welded JointsShahazad ShaikPas encore d'évaluation
- Flexibility Analysis of A Bare Pipe Line Used For Cryo ApplicationDocument12 pagesFlexibility Analysis of A Bare Pipe Line Used For Cryo ApplicationksvvijPas encore d'évaluation
- Air Cooled Heat ExchangerDocument2 pagesAir Cooled Heat Exchangersprashant5Pas encore d'évaluation
- Euro IV Tankages - CPCL Project Presentation: Kamal Nayak B Lakshman L R Shanmukha Sreenivas P Shiriram Prabhu SDocument29 pagesEuro IV Tankages - CPCL Project Presentation: Kamal Nayak B Lakshman L R Shanmukha Sreenivas P Shiriram Prabhu Ssprashant5Pas encore d'évaluation
- Thermal Stress Analysis of Process Piping System Installed On LNG Vessel Subject To Hull Design LoadsDocument16 pagesThermal Stress Analysis of Process Piping System Installed On LNG Vessel Subject To Hull Design LoadsprakashPas encore d'évaluation
- Seattle CNG Near MissDocument38 pagesSeattle CNG Near Misssprashant5Pas encore d'évaluation
- Earned Value Project ManagementDocument45 pagesEarned Value Project Managementsprashant5Pas encore d'évaluation
- Efficiency and Economy of Automating Displacements For FPSO Pipe Stress Analysis PDFDocument10 pagesEfficiency and Economy of Automating Displacements For FPSO Pipe Stress Analysis PDFjeganPas encore d'évaluation
- For Masela LNG PJ Piping Stress Analysis Review and SupportDocument23 pagesFor Masela LNG PJ Piping Stress Analysis Review and Supportsprashant5Pas encore d'évaluation
- Efficiency and Economy of Automating Displacements For FPSO Pipe Stress Analysis PDFDocument10 pagesEfficiency and Economy of Automating Displacements For FPSO Pipe Stress Analysis PDFjeganPas encore d'évaluation
- Earned Value Project ManagementDocument45 pagesEarned Value Project Managementsprashant5Pas encore d'évaluation
- Earned Value Project ManagementDocument45 pagesEarned Value Project Managementsprashant5Pas encore d'évaluation
- Natural Gas Storage TankDocument10 pagesNatural Gas Storage TankSurya Budi WidagdoPas encore d'évaluation
- Energies: Stress Analysis of LNG Storage Tank Outlet Pipes and FlangesDocument19 pagesEnergies: Stress Analysis of LNG Storage Tank Outlet Pipes and FlangesrodrigoperezsimonePas encore d'évaluation
- Efficiency and Economy of Automating Displacements For FPSO Pipe Stress Analysis PDFDocument10 pagesEfficiency and Economy of Automating Displacements For FPSO Pipe Stress Analysis PDFjeganPas encore d'évaluation
- Health Companion 12 - 2011an-02Document2 pagesHealth Companion 12 - 2011an-02sprashant5Pas encore d'évaluation
- Bentley AutoPIPE V8iDocument2 pagesBentley AutoPIPE V8iAleksandar Stefanovic100% (1)
- Methods For Design of Hoppers, Silo's, Bins & BunkersDocument10 pagesMethods For Design of Hoppers, Silo's, Bins & BunkersJaco KotzePas encore d'évaluation
- 919037Document64 pages919037imrock1234Pas encore d'évaluation
- Header Box Heat Exchanger ManufacturingDocument7 pagesHeader Box Heat Exchanger Manufacturingsprashant5Pas encore d'évaluation
- How Silos FailDocument14 pagesHow Silos FailMedhat Hasanain100% (2)
- Ped Guidelines enDocument250 pagesPed Guidelines enmithunjobsPas encore d'évaluation
- Heat Flow in Furnaces and Heat ExchangersDocument6 pagesHeat Flow in Furnaces and Heat Exchangerssprashant5Pas encore d'évaluation
- Methods For Design of Hoppers, Silo's, Bins & BunkersDocument10 pagesMethods For Design of Hoppers, Silo's, Bins & BunkersJaco KotzePas encore d'évaluation
- CNG Refueling Station Bid SpecificationsDocument12 pagesCNG Refueling Station Bid Specificationssprashant5Pas encore d'évaluation
- GALAMBOS Guide To Stability Design Criteria For Metal StructuresDocument468 pagesGALAMBOS Guide To Stability Design Criteria For Metal Structuressprashant578% (9)
- WRC 107Document2 pagesWRC 107sudhirm16Pas encore d'évaluation
- Pressure Vessel Design (CALD Series II Training Material)Document220 pagesPressure Vessel Design (CALD Series II Training Material)sprashant5Pas encore d'évaluation
- Stress Analysis Torispherical Shell With NozzleDocument6 pagesStress Analysis Torispherical Shell With NozzlepiolinwallsPas encore d'évaluation
- Pressure Vessel Design (CALD Series II Training Material)Document220 pagesPressure Vessel Design (CALD Series II Training Material)sprashant5Pas encore d'évaluation
- Mikavukasaragod Physics PDFDocument148 pagesMikavukasaragod Physics PDFRaj SinhaPas encore d'évaluation
- Statistical PhysicsDocument105 pagesStatistical PhysicsMahmuddin Nurul Fajri100% (2)
- The Physics of BilliardsDocument12 pagesThe Physics of Billiardssaeed sadeghi vahidPas encore d'évaluation
- Mechanics of Materials NotesDocument74 pagesMechanics of Materials Notesranjithkraj100% (2)
- CHE545 - Tutorial Gas AbsorptionDocument4 pagesCHE545 - Tutorial Gas AbsorptionZaiful AlifPas encore d'évaluation
- Seminar Report On: BeltsDocument14 pagesSeminar Report On: BeltsMayank RawatPas encore d'évaluation
- Heat Transfer Chapter One and TwoDocument74 pagesHeat Transfer Chapter One and TwoTariku Negash100% (2)
- Radius of CurvatureDocument15 pagesRadius of CurvatureLakshayPas encore d'évaluation
- Lesson 1 Big Bang TheoryDocument36 pagesLesson 1 Big Bang TheoryEthan LopezPas encore d'évaluation
- Calculate TDH and NPSH for pumpsDocument2 pagesCalculate TDH and NPSH for pumpsRajat MinochaPas encore d'évaluation
- HDI Direct Injection OperationDocument31 pagesHDI Direct Injection OperationdjautoPas encore d'évaluation
- Slab On GradeDocument56 pagesSlab On GradeTere Mota DondéPas encore d'évaluation
- Analize de Aciditate Si Isocianat La Fabricarea - The Plastics PDFDocument6 pagesAnalize de Aciditate Si Isocianat La Fabricarea - The Plastics PDFCorina StanculescuPas encore d'évaluation
- Electricity and Magnetism For Mathematicians GarrityDocument75 pagesElectricity and Magnetism For Mathematicians GarrityChristian Gonzalez43% (7)
- ChE 441 Problem Set 8Document5 pagesChE 441 Problem Set 8Ziyad Al Abasie50% (2)
- Real Gases Exercises Chapter 1 PropertiesDocument10 pagesReal Gases Exercises Chapter 1 PropertiesZakirPas encore d'évaluation
- SPE 63041 Design and Installation of Sand Separation and Handling SystemDocument10 pagesSPE 63041 Design and Installation of Sand Separation and Handling Systemalexalek2000Pas encore d'évaluation
- BS-200 Parameter Setting for UREA Test (40Document42 pagesBS-200 Parameter Setting for UREA Test (40Jose Rolando Orellana Rodriguez75% (4)
- Basic Electricity Final ExamDocument9 pagesBasic Electricity Final ExamrockerfxPas encore d'évaluation
- Rock Stress Measurement MethodsDocument50 pagesRock Stress Measurement MethodschouszeszePas encore d'évaluation
- NSO Class 11 Sample Paper 2019 20Document3 pagesNSO Class 11 Sample Paper 2019 20AYUSH ANANDPas encore d'évaluation
- EDC Formula Notes - PDF 65Document8 pagesEDC Formula Notes - PDF 65VenkatGollaPas encore d'évaluation
- PHY01Document66 pagesPHY01Jason DemdamPas encore d'évaluation
- PPTDocument12 pagesPPTChandan V ChanduPas encore d'évaluation
- Worksheet PhysicsDocument4 pagesWorksheet PhysicsKenneth BailadorPas encore d'évaluation
- Nuclear Physics: DAE SymposiumDocument579 pagesNuclear Physics: DAE SymposiumESPas encore d'évaluation
- CH 29Document13 pagesCH 29CristianPas encore d'évaluation
- Tutorial Sheet 1: Force Resolution, Resultant and EquilibriumDocument5 pagesTutorial Sheet 1: Force Resolution, Resultant and EquilibriumJahnavi JanuPas encore d'évaluation
- MORRIS JR., J. W. Overview of Dislocation Plasticity.Document36 pagesMORRIS JR., J. W. Overview of Dislocation Plasticity.Vitor Scarabeli BarbosaPas encore d'évaluation
- A Method To Model Wood by Using ABAQUS Finite Element SoftwareDocument58 pagesA Method To Model Wood by Using ABAQUS Finite Element SoftwareAnonymous 7MdZQn1Pas encore d'évaluation