Vous aimerez peut-être aussi
- Interpretación de planos en soldadura. FMEC0210D'EverandInterpretación de planos en soldadura. FMEC0210Évaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Norma D1.3 Español para CarrocerosDocument63 pagesNorma D1.3 Español para CarrocerosMonica Intriago91% (11)
- Soldadura MAG de estructuras de acero al carbono. FMEC0210D'EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Pas encore d'évaluation
- Traduccion ASTM A36 08Document4 pagesTraduccion ASTM A36 08esaravia100% (1)
- Norma Astm A123Document7 pagesNorma Astm A123Carlos Daniel ParedesPas encore d'évaluation
- ASTM A123-02 EspañolDocument20 pagesASTM A123-02 Españoljorgeantonia3101100% (3)
- Astm 385-03Document13 pagesAstm 385-03pilo111Pas encore d'évaluation
- Soldadura en el montaje de tuberías. FMEC0108D'EverandSoldadura en el montaje de tuberías. FMEC0108Évaluation : 3.5 sur 5 étoiles3.5/5 (3)
- NTC 2076 Galvanizado en CalienteDocument11 pagesNTC 2076 Galvanizado en CalienteOrlando E Cabrera RojasPas encore d'évaluation
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309D'EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Évaluation : 5 sur 5 étoiles5/5 (1)
- Soldadura MIG de acero inoxidable y aluminio. FMEC0210D'EverandSoldadura MIG de acero inoxidable y aluminio. FMEC0210Pas encore d'évaluation
- Guía para La Inspección de Galvanizado en CalienteDocument20 pagesGuía para La Inspección de Galvanizado en CalienteEdwin53Pas encore d'évaluation
- ASTM 123-A 123M-02 EspañolDocument18 pagesASTM 123-A 123M-02 Españolmordelon468100% (1)
- Norma Galvanizado Caliente ASTM-A123Document9 pagesNorma Galvanizado Caliente ASTM-A123Vincent Conco VegaPas encore d'évaluation
- Gaviones PRODACDocument15 pagesGaviones PRODACMargarita Jazmín Cienfuegos67% (3)
- Astm A123Document13 pagesAstm A123conque1100% (1)
- Conformado y curvado en la fabricación de tuberías. FMEC0108D'EverandConformado y curvado en la fabricación de tuberías. FMEC0108Pas encore d'évaluation
- Astm A123-17 EspañolDocument23 pagesAstm A123-17 Españolvargas35Pas encore d'évaluation
- Bladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasD'EverandBladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasPas encore d'évaluation
- Astma A48Document9 pagesAstma A48Emanuel JaimePas encore d'évaluation
- 3 Diseno de Plantas IndustrialesDocument51 pages3 Diseno de Plantas IndustrialesnjanitaPas encore d'évaluation
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoD'EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoÉvaluation : 5 sur 5 étoiles5/5 (1)
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosD'EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosPas encore d'évaluation
- Diseño de Alcantarillas de ArmcoDocument25 pagesDiseño de Alcantarillas de ArmcoConstrucciones Velez Moreno100% (2)
- Normas GalvanizacionDocument3 pagesNormas GalvanizacionFernando LedesmaPas encore d'évaluation
- 2457 - CFL - CODELCO - Báscula Pesaje Camiones TIPO TRANSPORTABLE MECANO V8 20x3 Mts.Document23 pages2457 - CFL - CODELCO - Báscula Pesaje Camiones TIPO TRANSPORTABLE MECANO V8 20x3 Mts.Del Valle MauroPas encore d'évaluation
- Traduccion Norma Astm 123 - 17Document14 pagesTraduccion Norma Astm 123 - 17LuisPas encore d'évaluation
- Soldadura MAG de chapas de acero al carbono. FMEC0210D'EverandSoldadura MAG de chapas de acero al carbono. FMEC0210Pas encore d'évaluation
- Suministro eléctrico medido en media tensión para demandas mayores a 250 kWDocument44 pagesSuministro eléctrico medido en media tensión para demandas mayores a 250 kWVíctor Hernandez100% (1)
- Astm A 588Document5 pagesAstm A 588Henry MatosPas encore d'évaluation
- Astm 123Document7 pagesAstm 123koyiat100% (1)
- AASHTO 167M (Traduccion)Document16 pagesAASHTO 167M (Traduccion)Diego Armando Rodriguez WolffPas encore d'évaluation
- Astm A384Document3 pagesAstm A384Juan Ayala ValdebenitoPas encore d'évaluation
- Astm A384Document3 pagesAstm A384Juan Ayala ValdebenitoPas encore d'évaluation
- Cuestionario capacitación plomería Nivel 2 PVC asbesto cobre galvanizadoDocument7 pagesCuestionario capacitación plomería Nivel 2 PVC asbesto cobre galvanizadoEder Miguel Cogollo Ceballos100% (2)
- Codigo Ansi Aws d1.3 Del 98Document63 pagesCodigo Ansi Aws d1.3 Del 98hugo_rueda17100% (3)
- Normas de galvanizado en caliente ASTMDocument6 pagesNormas de galvanizado en caliente ASTMtristanxp0% (1)
- Norma Astm A722 en EspanollDocument16 pagesNorma Astm A722 en EspanollGabrielaAjilaPas encore d'évaluation
- Uniones Soldadas Con Acero GalvanizadoDocument4 pagesUniones Soldadas Con Acero GalvanizadoCarlos F. Tiapa M.Pas encore d'évaluation
- Astm - A856 - A856m - 98Document7 pagesAstm - A856 - A856m - 98macarenko100% (3)
- 07 - Astm A153Document8 pages07 - Astm A153vargas35Pas encore d'évaluation
- Cómo Mantener Funcionando La Máquina Roladora de Lamina34Document2 pagesCómo Mantener Funcionando La Máquina Roladora de Lamina34Jose Elian Cuellar Pinzón0% (1)
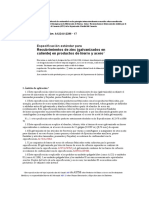
- 1 AlcanceDocument6 pages1 Alcancealex salasPas encore d'évaluation
- Astm A123-02Document8 pagesAstm A123-02Edwin Alfredo Esqueche AragonPas encore d'évaluation
- Normas ASTM 974 - 97 CastellanoDocument10 pagesNormas ASTM 974 - 97 CastellanoSoluciones Especiales Reformas y AislamientosPas encore d'évaluation
- Inen 2483Document0 pageInen 2483Henry ValenciaPas encore d'évaluation
- NTC 3320 (1992 Vencida 2014)Document11 pagesNTC 3320 (1992 Vencida 2014)Edwin Alexis Contreras MontenegroPas encore d'évaluation
- 5 Norma Astm153-82Document2 pages5 Norma Astm153-82FranciscoBrucePas encore d'évaluation
- Norma ASTM A36Document2 pagesNorma ASTM A36Oscar OjedaPas encore d'évaluation
- 1091-01 Aceros A Altas TemperaturasDocument24 pages1091-01 Aceros A Altas TemperaturasMARIANGONZALESUGMAPas encore d'évaluation
- Norma NTG 36011 (ASTM A615-A615 M-12)Document17 pagesNorma NTG 36011 (ASTM A615-A615 M-12)Wil MonPas encore d'évaluation
- Acero (ASTM A615-A615 M-12) VDocument15 pagesAcero (ASTM A615-A615 M-12) VCarolina Helen Alanoca CamberosPas encore d'évaluation
- Norma ASTM A36Document3 pagesNorma ASTM A36Jackson Fernández100% (1)
- 620 Perfiles y Chapas de Acero Laminados en Caliente para Estructuras MetalicasDocument10 pages620 Perfiles y Chapas de Acero Laminados en Caliente para Estructuras MetalicasRamon Pacheco0% (1)
- Estructuras de AceroDocument34 pagesEstructuras de AceroEduardo Carrillo DiazPas encore d'évaluation
- 316 00Document18 pages316 00Lobo C Nuvia100% (1)
- A36 - 14 NormaDocument5 pagesA36 - 14 Normacarlos ivanPas encore d'évaluation
- ASTM A 767 Barras de Acero Galvanizadas 8DA9635Ed01Document6 pagesASTM A 767 Barras de Acero Galvanizadas 8DA9635Ed01kandy128100% (1)
- Manual Cold-Formed Steel DesignDocument19 pagesManual Cold-Formed Steel DesignChocolegendPas encore d'évaluation
- NORMA NTE INEN 2221 Paneles de Acero Proyecto Actualizacion - 30 de JunioDocument18 pagesNORMA NTE INEN 2221 Paneles de Acero Proyecto Actualizacion - 30 de JunioWilinton OrtizPas encore d'évaluation
- Norma Astm A722 en EspañollDocument16 pagesNorma Astm A722 en Españollsuperdany56Pas encore d'évaluation
- A537 (Traducida)Document7 pagesA537 (Traducida)Wlaruto RosilloPas encore d'évaluation
- 04 EETT Perfiles, Planchas y Pernos de AceroDocument12 pages04 EETT Perfiles, Planchas y Pernos de AceroSerapio Flores FloresPas encore d'évaluation
- Galvanizadora CEMESA-ESP'ESOR - GALVANIZADODocument7 pagesGalvanizadora CEMESA-ESP'ESOR - GALVANIZADOUlises CardenasPas encore d'évaluation
- Control de GalvanizadoDocument4 pagesControl de GalvanizadoSergio FernandezPas encore d'évaluation
- Control de Calidad en RecubrimientosDocument32 pagesControl de Calidad en RecubrimientosRodolfo Anibal Estrada100% (1)
- IN 018 Instructivo Reparacion de Perforaciones Ene 2005Document3 pagesIN 018 Instructivo Reparacion de Perforaciones Ene 2005Juan Ayala ValdebenitoPas encore d'évaluation
- Control de Calidad en RecubrimientosDocument32 pagesControl de Calidad en RecubrimientosRodolfo Anibal Estrada100% (1)
- 3.3 Soldadura PDFDocument10 pages3.3 Soldadura PDFAnonymous m43RBxOVZ2Pas encore d'évaluation
- Fabricación IndustrialDocument14 pagesFabricación IndustrialJuan Ayala ValdebenitoPas encore d'évaluation
- DOSIFICACIÓNDocument4 pagesDOSIFICACIÓNJuan Ayala ValdebenitoPas encore d'évaluation
- Defectos en Piezas Galvanizadas Muy GrandesDocument4 pagesDefectos en Piezas Galvanizadas Muy GrandesJuan Ayala ValdebenitoPas encore d'évaluation
- Diseno de 20productosDocument18 pagesDiseno de 20productosJuan Ayala ValdebenitoPas encore d'évaluation
- Creciendo JuntosDocument156 pagesCreciendo JuntossaludcuracaviPas encore d'évaluation
- 9250STP250P65Document2 pages9250STP250P65Juan Ayala ValdebenitoPas encore d'évaluation
- Pentateuco I La Tora (Tarea)Document3 pagesPentateuco I La Tora (Tarea)Juan Ayala ValdebenitoPas encore d'évaluation
- Tarea y Trabajo Libros Hitoricos IIDocument2 pagesTarea y Trabajo Libros Hitoricos IIJuan Ayala ValdebenitoPas encore d'évaluation
- Tarea y Trabajo Pentateuco IDocument1 pageTarea y Trabajo Pentateuco IJuan Ayala ValdebenitoPas encore d'évaluation
- Manual Med. EspesorDocument13 pagesManual Med. EspesorJuan Ayala ValdebenitoPas encore d'évaluation
- Tutorial RG 010 RNCDocument9 pagesTutorial RG 010 RNCJuan Ayala ValdebenitoPas encore d'évaluation
- De NehemiasDocument2 pagesDe NehemiasJuan Ayala ValdebenitoPas encore d'évaluation
- Manual Med. EspesorDocument13 pagesManual Med. EspesorJuan Ayala ValdebenitoPas encore d'évaluation
- NormasDocument4 pagesNormasJuan Ayala ValdebenitoPas encore d'évaluation
- NormasDocument4 pagesNormasJuan Ayala ValdebenitoPas encore d'évaluation
- Criterios de Estructuración (Acero)Document92 pagesCriterios de Estructuración (Acero)Elizabeth Victoria MartinezPas encore d'évaluation
- Descriptor - Tecnologia de Los Materiales - 8Document4 pagesDescriptor - Tecnologia de Los Materiales - 8Juan Ayala ValdebenitoPas encore d'évaluation
- Guia de InspeccionDocument3 pagesGuia de InspeccionJuan Ayala ValdebenitoPas encore d'évaluation
- ToráDocument8 pagesToráJuan Ayala ValdebenitoPas encore d'évaluation
- 09 07 05elvalordelalamaDocument3 pages09 07 05elvalordelalamaJuan Ayala ValdebenitoPas encore d'évaluation
- Catalogo Torres Kubiec Abr2015Document6 pagesCatalogo Torres Kubiec Abr2015arthur9mozoPas encore d'évaluation
- ESPEC. TECNICAS SANITARIAS IEI Níã538 - ERICSONDocument54 pagesESPEC. TECNICAS SANITARIAS IEI Níã538 - ERICSONEdwin HoyosPas encore d'évaluation
- Ficha ATEG 2-10 Soldadura GalvanizadosDocument3 pagesFicha ATEG 2-10 Soldadura GalvanizadosFernando RíosPas encore d'évaluation
- Electrorrefinacion y Electrodeposicion Del Oro2Document21 pagesElectrorrefinacion y Electrodeposicion Del Oro2alex sandersPas encore d'évaluation
- Proceso de Oxidación-Corrosión Tecnología Industrial 2 BachilleratoDocument3 pagesProceso de Oxidación-Corrosión Tecnología Industrial 2 BachilleratoAlberto SanchezPas encore d'évaluation
- Electrolisis y Depósito ElectrolíticoDocument6 pagesElectrolisis y Depósito ElectrolíticoluisPas encore d'évaluation
- Experimento de La Pila o Batería de FrutasDocument4 pagesExperimento de La Pila o Batería de FrutasCristhian SuarezPas encore d'évaluation
- Aguas de Decapado1Document5 pagesAguas de Decapado1xdelmerPas encore d'évaluation
- Electroquímica: Ejercicios de claseDocument6 pagesElectroquímica: Ejercicios de claseAderly SacaPas encore d'évaluation
- ECP SPI 61-11-003 R0 Ahbghuccesorios ConduitDocument9 pagesECP SPI 61-11-003 R0 Ahbghuccesorios ConduitJohn Jairo Bueno OrtizPas encore d'évaluation
- Garbar Z 60.00Document2 pagesGarbar Z 60.00AndyJCPas encore d'évaluation
- DEACERODocument9 pagesDEACEROALEJANDRA AGUILAR HERNANDEZPas encore d'évaluation
- Corrosion SelectivaDocument4 pagesCorrosion SelectivaKevin LoraPas encore d'évaluation
- Ordenanza de Gasolineras y Estaciones de ServicioDocument21 pagesOrdenanza de Gasolineras y Estaciones de ServicioHéctor P. JaramilloPas encore d'évaluation
- Informe de Produccion AnimalDocument23 pagesInforme de Produccion AnimalDanteIvanAteroMoralesPas encore d'évaluation
- Catalogo Mayja 2011Document46 pagesCatalogo Mayja 2011VEMATELPas encore d'évaluation
- ElectrodeposiciónDocument4 pagesElectrodeposiciónyuzurijaPas encore d'évaluation
- Informe EstañoDocument15 pagesInforme EstañoAngel Eduardo GuevaraPas encore d'évaluation
- 09 - Astm A385Document18 pages09 - Astm A385vargas35100% (1)
- Tipos de Instalaciones EléctricasDocument11 pagesTipos de Instalaciones EléctricasJavierPas encore d'évaluation
- Magnelis Book ESDocument56 pagesMagnelis Book ESJesús Javier ApodacaPas encore d'évaluation
- Recubrimientos MetalicosDocument7 pagesRecubrimientos MetalicosDevon Yonathan Atero OportoPas encore d'évaluation