Vous aimerez peut-être aussi
- PC700-8 Uess15301 1208Document24 pagesPC700-8 Uess15301 1208LTATECNICOPas encore d'évaluation
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingD'EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingÉvaluation : 5 sur 5 étoiles5/5 (3)
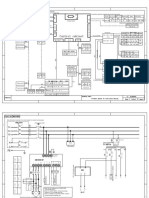
- Wire Diagram Complete Elevator - SL ELEVATOR 20190805Document23 pagesWire Diagram Complete Elevator - SL ELEVATOR 20190805Eka Rama100% (2)
- NextCloud OnlyOffice PDFDocument89 pagesNextCloud OnlyOffice PDFOmar Gallegos Vazquez100% (1)
- Design of A 30 Storey Office Building With Reinforced Concrete Design Using Etabs Structural SoftwareDocument51 pagesDesign of A 30 Storey Office Building With Reinforced Concrete Design Using Etabs Structural SoftwareAyodele Oluwaseyi Dina100% (1)
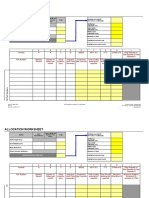
- Supplier Run Rate CalculatorDocument9 pagesSupplier Run Rate CalculatordcevipinPas encore d'évaluation
- Damages on Pumps and Systems: The Handbook for the Operation of Centrifugal PumpsD'EverandDamages on Pumps and Systems: The Handbook for the Operation of Centrifugal PumpsÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Gear Trains ProblemsDocument9 pagesGear Trains Problemsa c s Kumar100% (1)
- Design and Startup of AnMBRDocument5 pagesDesign and Startup of AnMBRprannoyPas encore d'évaluation
- ReactorsDocument7 pagesReactorsLyka BalmesPas encore d'évaluation
- Examine Inlet Separation Technologies For Increased Reliability (Nexo Solutions)Document16 pagesExamine Inlet Separation Technologies For Increased Reliability (Nexo Solutions)DWNLD USRMLPas encore d'évaluation
- Modeling, Control, and Optimization of Natural Gas Processing PlantsD'EverandModeling, Control, and Optimization of Natural Gas Processing PlantsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Types of ReactorsDocument8 pagesTypes of ReactorsAli Ahmad94% (17)
- LOLERDocument68 pagesLOLERpraba8105100% (3)
- Lecture Notes Catalysis EngineeringDocument221 pagesLecture Notes Catalysis Engineeringburbuja412100% (1)
- Lab Experiment 12 Filter PressDocument10 pagesLab Experiment 12 Filter PressRafique Ahmed AbroPas encore d'évaluation
- Adiabatic Fixed-Bed Reactors: Practical Guides in Chemical EngineeringD'EverandAdiabatic Fixed-Bed Reactors: Practical Guides in Chemical EngineeringPas encore d'évaluation
- Hoja Completa UASBDocument12 pagesHoja Completa UASBAlex Ignacio AndradePas encore d'évaluation
- Batch Reactor: Department of Chemical EngineeringDocument12 pagesBatch Reactor: Department of Chemical EngineeringAli RizgarPas encore d'évaluation
- A New Separator Helps FCC Adapt To A New Refinery-Petrochemical Role-EnglishDocument10 pagesA New Separator Helps FCC Adapt To A New Refinery-Petrochemical Role-EnglishMai Ngoc ChienPas encore d'évaluation
- Failure Scenarios For ReactorsDocument17 pagesFailure Scenarios For ReactorsYorman Zambrano Silva100% (2)
- UPCORE QuestionsDocument12 pagesUPCORE QuestionsIsmael KhalilPas encore d'évaluation
- Purification KATALCO Mar 07Document16 pagesPurification KATALCO Mar 07SimEnzPas encore d'évaluation
- Continuous Stirred Tank Reactor (CSTR)Document6 pagesContinuous Stirred Tank Reactor (CSTR)Elaine PuiPas encore d'évaluation
- BCT Loop Reactor Technology 2009-02-2Document7 pagesBCT Loop Reactor Technology 2009-02-2fsingPas encore d'évaluation
- Background Study On Continuously Stirred Tank ReactorDocument4 pagesBackground Study On Continuously Stirred Tank ReactorSyazani HussainiPas encore d'évaluation
- Introduction & FundamentalDocument4 pagesIntroduction & FundamentalsugieebakiPas encore d'évaluation
- 10 2118@192309-MS PDFDocument10 pages10 2118@192309-MS PDFAldi PriambodoPas encore d'évaluation
- Condensate Recovery by Reverse OsmosisDocument8 pagesCondensate Recovery by Reverse OsmosisIsbel CedilloPas encore d'évaluation
- CSTR 40lDocument22 pagesCSTR 40lafnan_lion94Pas encore d'évaluation
- Appendix eDocument43 pagesAppendix eNermeen ElmelegaePas encore d'évaluation
- 1.2.4 Static Mixer ReactorsDocument13 pages1.2.4 Static Mixer ReactorsJyoti RaniPas encore d'évaluation
- Laboratory AssignmentsDocument44 pagesLaboratory AssignmentsPewdiepaw RockPas encore d'évaluation
- Process Intensification ReportDocument12 pagesProcess Intensification ReportSushma SusmitaPas encore d'évaluation
- Technical Paper PresentationDocument27 pagesTechnical Paper PresentationBhagyashree BachhavPas encore d'évaluation
- Types of Reactor2Document4 pagesTypes of Reactor2Aleem AhmedPas encore d'évaluation
- Catalytic Reforming Improved by Moisture MeteringDocument4 pagesCatalytic Reforming Improved by Moisture MeteringIrfan QadirPas encore d'évaluation
- Micro ReactorDocument7 pagesMicro ReactorMaxwell Quezada FelizPas encore d'évaluation
- Pulp and Paper 2007 - Paper CGE Systems SDN BHDDocument10 pagesPulp and Paper 2007 - Paper CGE Systems SDN BHDHarald EbbersPas encore d'évaluation
- Micro ReactorDocument7 pagesMicro Reactorrr1819Pas encore d'évaluation
- Strategies Multi Phase Reactor SelectionDocument53 pagesStrategies Multi Phase Reactor SelectionHibiki TokaiPas encore d'évaluation
- Scientific & Technical ReportDocument15 pagesScientific & Technical ReportMariam AsgharPas encore d'évaluation
- Case 01Document19 pagesCase 01Rushanth ChandrabosePas encore d'évaluation
- 1.1.0 Background 1.1.1 Chemical ReactorsDocument5 pages1.1.0 Background 1.1.1 Chemical ReactorsEvan ChinPas encore d'évaluation
- Practical Uses Kinetic Seperation in Sample System DesignDocument14 pagesPractical Uses Kinetic Seperation in Sample System DesignSamit ShaikhPas encore d'évaluation
- Chemical and Mechanical DesignDocument460 pagesChemical and Mechanical DesignNuriman K-monPas encore d'évaluation
- Flow ChemistryDocument6 pagesFlow Chemistryrr1819Pas encore d'évaluation
- 28890ccc PDFDocument9 pages28890ccc PDFmoujahedPas encore d'évaluation
- 1-S2.0-S0255270196041682-Main Westerterp PDFDocument11 pages1-S2.0-S0255270196041682-Main Westerterp PDFnicocarraraPas encore d'évaluation
- Residence Time Distribution Applications: 7.1. Major TargetsDocument66 pagesResidence Time Distribution Applications: 7.1. Major TargetsWillykateKairuPas encore d'évaluation
- Study and Improvement in Operations of Chemical Plant: Guide: Shri. Mahesh DhawalikarDocument68 pagesStudy and Improvement in Operations of Chemical Plant: Guide: Shri. Mahesh DhawalikarPrathamesh NaikPas encore d'évaluation
- How Hydroprocessing Feed Filtration System Design Impacts Process Reliability and EfficiencyDocument8 pagesHow Hydroprocessing Feed Filtration System Design Impacts Process Reliability and EfficiencyAyman FawzyPas encore d'évaluation
- OSART Good Practices: Ignalina, LithuaniaDocument40 pagesOSART Good Practices: Ignalina, Lithuanianermeen ahmedPas encore d'évaluation
- Musni PlugFlowReactor 2020Document30 pagesMusni PlugFlowReactor 2020David MusniPas encore d'évaluation
- CAP 15 - 3 Design of Water Resource Recovery Facilities, Sixth Edition Nitrogen-Removal-Sidestream-Process-DesignDocument4 pagesCAP 15 - 3 Design of Water Resource Recovery Facilities, Sixth Edition Nitrogen-Removal-Sidestream-Process-DesignNICOLAS SANCHEZ GOMEZPas encore d'évaluation
- With Membrane Technolgy For Oil Sands and Power Generation ApplicationsDocument8 pagesWith Membrane Technolgy For Oil Sands and Power Generation ApplicationsMarcelo Varejão CasarinPas encore d'évaluation
- SewageTreatment AdvancedTechnology2Document29 pagesSewageTreatment AdvancedTechnology2tonybutcher90Pas encore d'évaluation
- 1.1 AbstractDocument25 pages1.1 AbstractZati TarhiziPas encore d'évaluation
- 15 Eduardo Nunez (PLENARIA) PDFDocument14 pages15 Eduardo Nunez (PLENARIA) PDFCatalina Francisca Villagran OliveraPas encore d'évaluation
- Submitted By: Nasirsaeed 2010-BT-CHEM-30 Amir Shahzad 2010-BT-CHEM-28 Muhammad Shahid Malik 2010-BT-CHEM-31Document20 pagesSubmitted By: Nasirsaeed 2010-BT-CHEM-30 Amir Shahzad 2010-BT-CHEM-28 Muhammad Shahid Malik 2010-BT-CHEM-31Atif MehfoozPas encore d'évaluation
- Chemical Reactor2Document5 pagesChemical Reactor2Sohail AsgharPas encore d'évaluation
- What Is Process Intensification?: RamshawDocument17 pagesWhat Is Process Intensification?: RamshawVRUSHABHPas encore d'évaluation
- Study On The Integration of Fluid Catalytic Cracking Unit in Refinery With Solvent-Based Carbon Dioxide AbsorptionDocument7 pagesStudy On The Integration of Fluid Catalytic Cracking Unit in Refinery With Solvent-Based Carbon Dioxide AbsorptionJessica CehPas encore d'évaluation
- Crudo 2016Document6 pagesCrudo 2016bcherejiPas encore d'évaluation
- Modeling and Simulation of Fluid Catalytic Cracking Unit: Reviews in Chemical Engineering January 2005Document38 pagesModeling and Simulation of Fluid Catalytic Cracking Unit: Reviews in Chemical Engineering January 2005Diyar AliPas encore d'évaluation
- Exergy Analysis of A 10,000 M /day Tajoura SWRO Desalination PlantDocument7 pagesExergy Analysis of A 10,000 M /day Tajoura SWRO Desalination Plantchengawy7Pas encore d'évaluation
- Module 04 Continuous Stirred Tank Reactor (CSTR)Document6 pagesModule 04 Continuous Stirred Tank Reactor (CSTR)Farah -HPas encore d'évaluation
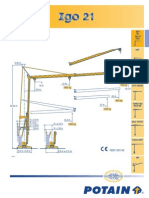
- Potain Igo 21 PDFDocument4 pagesPotain Igo 21 PDFMarco CruzPas encore d'évaluation
- Tan Tzu enDocument68 pagesTan Tzu enLoc HuynhPas encore d'évaluation
- MMPB 730 RerollDocument4 pagesMMPB 730 RerollLuis Padilla SandovalPas encore d'évaluation
- Nupack User Guide 3.2Document44 pagesNupack User Guide 3.2Dicastelgandolfo VchPas encore d'évaluation
- Body of Knowledge PDFDocument1 pageBody of Knowledge PDFAda RamirezPas encore d'évaluation
- Tay Township User Fees and Service Charges BylawDocument27 pagesTay Township User Fees and Service Charges BylawMidland_MirrorPas encore d'évaluation
- B.tech Regular Examination Fee Registration FormDocument1 pageB.tech Regular Examination Fee Registration FormvishwasPas encore d'évaluation
- ABSORPTION AND SP GRAVITY fine agg. QC 467,468- 19-11-2020 العلمين PDFDocument1 pageABSORPTION AND SP GRAVITY fine agg. QC 467,468- 19-11-2020 العلمين PDFjajajajPas encore d'évaluation
- Error Codes Samsung SL Fin 501l 502lDocument33 pagesError Codes Samsung SL Fin 501l 502lcesar salasPas encore d'évaluation
- ABM Chain HoistDocument14 pagesABM Chain HoistZuwairi NawawiPas encore d'évaluation
- Multi Spindl Drilling MachineDocument38 pagesMulti Spindl Drilling MachineBoopathi KalaiPas encore d'évaluation
- Foaming of Friction Stir Processed Al /mgco3 Precursor Via Ame HeatingDocument27 pagesFoaming of Friction Stir Processed Al /mgco3 Precursor Via Ame HeatingArshad SiddiqueePas encore d'évaluation
- Catalogo EpirocDocument7 pagesCatalogo EpirocAngel García0% (1)
- Hepworth Clay DoPs - Full SetDocument54 pagesHepworth Clay DoPs - Full SetAnonymous XYAPaxjbYPas encore d'évaluation
- Chemistry, Intermediate II Year Model Question PapersDocument3 pagesChemistry, Intermediate II Year Model Question PapersAkshay PandeyPas encore d'évaluation
- A35 Ostetricia Ginecologia PDFDocument8 pagesA35 Ostetricia Ginecologia PDFAarthiPas encore d'évaluation
- QuestionsDocument7 pagesQuestionsallanrnmanalotoPas encore d'évaluation
- Guinness Case StudyDocument3 pagesGuinness Case StudyMunyaradzi T HotoPas encore d'évaluation
- Catalogo CMCDocument145 pagesCatalogo CMCalyboscanPas encore d'évaluation
- Uk Fat 2017Document178 pagesUk Fat 2017Christopher J MillsPas encore d'évaluation
- UntitledDocument107 pagesUntitledniko_seppanenPas encore d'évaluation
- INSPECTION-REPORT-OF-RIVER-CHANNEL-IN-BRGY Ponong in Magarao, Camarines SurDocument3 pagesINSPECTION-REPORT-OF-RIVER-CHANNEL-IN-BRGY Ponong in Magarao, Camarines SurBerp OnrubiaPas encore d'évaluation
- f77 f55 User ManualDocument36 pagesf77 f55 User ManualGabi GabrielPas encore d'évaluation