Vous aimerez peut-être aussi
- Eguns - Ancestralidade e ContinuidadeDocument5 pagesEguns - Ancestralidade e ContinuidadeRac A BruxaPas encore d'évaluation
- Atividades CognitivasDocument76 pagesAtividades CognitivasSimone Machado De OliveiraPas encore d'évaluation
- Dislexia - Vol 3Document32 pagesDislexia - Vol 3Ariel MedeirosPas encore d'évaluation
- Motor de Passo Nema 34Document1 pageMotor de Passo Nema 34Júlio Gallinaro MaranhoPas encore d'évaluation
- Manual DNI 0308 0309 72903330052Document1 pageManual DNI 0308 0309 72903330052Rodrigo VasconcelosPas encore d'évaluation
- 08 - Olavo de Carvalho - Advento Do CristianismoDocument35 pages08 - Olavo de Carvalho - Advento Do CristianismomauricioPas encore d'évaluation
- Linha MonzaDocument8 pagesLinha MonzaWillian EDeisy BastosPas encore d'évaluation
- Embraco Compressores HermeticosDocument20 pagesEmbraco Compressores HermeticosullyssesjosuePas encore d'évaluation
- Provas de Educação Fisica Ensino MédioDocument5 pagesProvas de Educação Fisica Ensino MédioSandra Polliane Silva100% (1)
- Manual de DiagnosticoDocument55 pagesManual de DiagnosticoSergio Gabriel ZanonPas encore d'évaluation
- Hipnose Na Prática - Um Guia Com Tudo Que Você Precisa SaberDocument15 pagesHipnose Na Prática - Um Guia Com Tudo Que Você Precisa SaberCleide Helena MacedoPas encore d'évaluation
- Reles CodigosDocument1 pageReles CodigosSilvia LimaPas encore d'évaluation
- P.O.P - Rotinas de Limpeza e HigienizaçãoDocument4 pagesP.O.P - Rotinas de Limpeza e HigienizaçãoLar VicentinoPas encore d'évaluation
- Apostila Entomologia GeralDocument51 pagesApostila Entomologia Geralmarcosjrezende100% (4)
- Elaborar Prova ContextualizadaDocument16 pagesElaborar Prova ContextualizadaAna LouPas encore d'évaluation
- 9.3 - Ergonomia e Prevenção de AcidentesDocument4 pages9.3 - Ergonomia e Prevenção de AcidentesFrancisco FrançaPas encore d'évaluation
- Capitulo 11 - Aplicativos Renault - Siemens Fenix 5Document28 pagesCapitulo 11 - Aplicativos Renault - Siemens Fenix 5Victor SanchezPas encore d'évaluation
- 2 - Inglês Técnico 1aDocument33 pages2 - Inglês Técnico 1aOrlando Schetino ValentePas encore d'évaluation
- Como Testar o Sensor de Posição Do AceleradorDocument10 pagesComo Testar o Sensor de Posição Do AceleradorJosué AmattiPas encore d'évaluation
- Falhas GMDocument25 pagesFalhas GMandercokPas encore d'évaluation
- Corsa GsiDocument27 pagesCorsa GsiEduardo QuerinoPas encore d'évaluation
- Gestão Da Conservação-Restauração Do Patrimônio Cultural Algumas Reflexões Sobre Teoria e PráticaDocument10 pagesGestão Da Conservação-Restauração Do Patrimônio Cultural Algumas Reflexões Sobre Teoria e PráticaDébora LimaPas encore d'évaluation
- Alarme FrontierDocument9 pagesAlarme FrontierWelleyPas encore d'évaluation
- Tabela Bicos SoinjecaodistribuidoraDocument5 pagesTabela Bicos SoinjecaodistribuidoraFernanda BitencourtPas encore d'évaluation
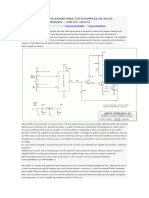
- Circuito Regulador de Tensão Ajustável de Alta Corrente, 0-30V 20ADocument18 pagesCircuito Regulador de Tensão Ajustável de Alta Corrente, 0-30V 20AJoao JesusPas encore d'évaluation
- Projeto Estação de SoldaDocument7 pagesProjeto Estação de SoldaPhillipe S. Scofield0% (1)
- Entrada Microfone Toyota PioneerDocument2 pagesEntrada Microfone Toyota PioneerMindSet MarcosPas encore d'évaluation
- Transmissão em SSBDocument15 pagesTransmissão em SSBdarius64Pas encore d'évaluation
- Fundamentos Da Termodinamica - AV2Document6 pagesFundamentos Da Termodinamica - AV2rogersampaiocosta0% (1)
- Carb BLFADocument9 pagesCarb BLFAMarcio NunesPas encore d'évaluation
- Manual Sd1600.1d EvoDocument4 pagesManual Sd1600.1d EvoAndré SobralPas encore d'évaluation
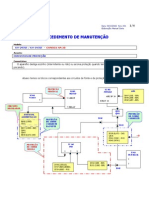
- Procedimento de Manuten o SONY KV2970T KV3470TDocument4 pagesProcedimento de Manuten o SONY KV2970T KV3470TAdir Figueiredo0% (1)
- JBLSelenium 12PXDocument2 pagesJBLSelenium 12PXJairPedroniPas encore d'évaluation
- Manual AL20XR Rev 5.0 2BDocument16 pagesManual AL20XR Rev 5.0 2BcarlosPas encore d'évaluation
- Iluminação InternaDocument1 pageIluminação InternaadrianaPas encore d'évaluation
- CCE HPS-1471 - Modo - de - Servi o - e - Tabela - de - AjustesDocument8 pagesCCE HPS-1471 - Modo - de - Servi o - e - Tabela - de - Ajustesjohnx2005100% (1)
- Manual Do Radio ICOM IC706MKIIG em Portugues Do BrasilDocument118 pagesManual Do Radio ICOM IC706MKIIG em Portugues Do BrasilPinduricoPas encore d'évaluation
- Manual DVR Intelbras VD 4E 120CDocument114 pagesManual DVR Intelbras VD 4E 120CDigobucisPas encore d'évaluation
- Manual Do Matador 12 e 15 600wDocument2 pagesManual Do Matador 12 e 15 600wAlexandre BarriosPas encore d'évaluation
- Trabalho de PressostatoDocument6 pagesTrabalho de PressostatoJose Carlos Ferreira De SáPas encore d'évaluation
- Esquema Eletrico Fonte Philco PH32M1Document1 pageEsquema Eletrico Fonte Philco PH32M1Alex ElliasPas encore d'évaluation
- Manual Choca OvoDocument11 pagesManual Choca OvoTerritório PBPas encore d'évaluation
- GM EPC 4 Installation Guide - BrazilianPortugueseDocument46 pagesGM EPC 4 Installation Guide - BrazilianPortuguesellentzPas encore d'évaluation
- Et 3001 1101 BR PDFDocument16 pagesEt 3001 1101 BR PDFanon_441690139Pas encore d'évaluation
- Filtros PassivosDocument134 pagesFiltros PassivosKarina Alves PereiraPas encore d'évaluation
- Etb Mix Dimmer Com TriacDocument11 pagesEtb Mix Dimmer Com TriacIves HernaniPas encore d'évaluation
- Tabela de Referencia AepchaveDocument3 pagesTabela de Referencia AepchaveSimone G. GoulartePas encore d'évaluation
- Botoeiras Pendentes COB XACDocument1 pageBotoeiras Pendentes COB XACledilsonPas encore d'évaluation
- Códigos de Transmissão e Motor VolkswagenDocument24 pagesCódigos de Transmissão e Motor VolkswagenFelipe Chagas dos SantosPas encore d'évaluation
- H Buster+HBTV 42L03FDDocument28 pagesH Buster+HBTV 42L03FDEveraldoPas encore d'évaluation
- Manual 526 - Raster Ex MotoDocument36 pagesManual 526 - Raster Ex MotoJailton SantosPas encore d'évaluation
- MVH 358btDocument0 pageMVH 358btOsiel LeitzkePas encore d'évaluation
- Sony PT Auto Radio Mexbt2507xDocument30 pagesSony PT Auto Radio Mexbt2507xJardel RodriguesPas encore d'évaluation
- Modulo X Teste V4: Injecão: Avp - MarelliDocument1 pageModulo X Teste V4: Injecão: Avp - MarelliJoao Silva LopesPas encore d'évaluation
- Manual Hantek TraduzidoDocument11 pagesManual Hantek TraduzidoLuiz RibeiroPas encore d'évaluation
- Manual Do Usuário Wwsolda 220pacdcDocument37 pagesManual Do Usuário Wwsolda 220pacdcLucas AugustoPas encore d'évaluation
- Manual Pandoo Fuel Inject v0.53Document78 pagesManual Pandoo Fuel Inject v0.53Ricardo UrioPas encore d'évaluation
- DriverDocument2 pagesDriverRenato NunesPas encore d'évaluation
- Manual Omega 7025Document12 pagesManual Omega 7025SUELENPas encore d'évaluation
- Catalogo Sem ValorDocument51 pagesCatalogo Sem ValorJoao Victor Vitaum0% (2)
- Fontes ChaveadasDocument1 pageFontes Chaveadasreprega&1279Pas encore d'évaluation
- Tabela Tampas ArrefecimentoDocument3 pagesTabela Tampas ArrefecimentoFernando LimaPas encore d'évaluation
- Manual Vega 4 PDFDocument6 pagesManual Vega 4 PDFFaisal S. Widya0% (1)
- Faça Um Simples Pulsador para TesteDocument6 pagesFaça Um Simples Pulsador para TesteElizangela BrandaoPas encore d'évaluation
- Falhas FiatDocument4 pagesFalhas Fiatsuper vídeosPas encore d'évaluation
- Simbologia Projeto ElétricoDocument31 pagesSimbologia Projeto ElétricoAna VitóriaPas encore d'évaluation
- Funcionamento Do Sistema Eletropneumático de Mudança de Marcha 04 Pag.Document4 pagesFuncionamento Do Sistema Eletropneumático de Mudança de Marcha 04 Pag.Carlos LaoPas encore d'évaluation
- Dehp 8080 BTDocument87 pagesDehp 8080 BTCarlos SantosPas encore d'évaluation
- Azul de Tripan 0-4%Document3 pagesAzul de Tripan 0-4%ElizabethPas encore d'évaluation
- Trabalho 7 - IHCDocument7 pagesTrabalho 7 - IHCanon_697494835Pas encore d'évaluation
- Cartilha Agroflorestal PDFDocument92 pagesCartilha Agroflorestal PDFEliene OliveiraPas encore d'évaluation
- Referencial de Formação Tecnológica - TECDocument5 pagesReferencial de Formação Tecnológica - TECadelinafelizardoPas encore d'évaluation
- Thomas WolfeDocument3 pagesThomas WolfeAnabela Rosa RosaPas encore d'évaluation
- Ficha 1Document4 pagesFicha 1Fernanda NetoPas encore d'évaluation
- Lista de Exercícios - 22 - 10 - 22 UNIVERSALDocument2 pagesLista de Exercícios - 22 - 10 - 22 UNIVERSALgiselle_azevedo29Pas encore d'évaluation
- Cuide Do Seu DinheiroDocument1 pageCuide Do Seu DinheiroIsabela GarciaPas encore d'évaluation
- Apostila Vida A DoisDocument21 pagesApostila Vida A DoisAlex PessoaPas encore d'évaluation
- Unidades de Medidas em TelecomDocument13 pagesUnidades de Medidas em Telecomcleomar tv box100% (1)
- Modulo2 - Modulo de Resistencia A FlexaoDocument13 pagesModulo2 - Modulo de Resistencia A FlexaoJéssika PauloPas encore d'évaluation
- Manual Do Aluno IPMIL Versao 2Document52 pagesManual Do Aluno IPMIL Versao 2Manuela EspinosaPas encore d'évaluation
- A Epistemologia e A Psicologia Genética de Jean PiagetDocument22 pagesA Epistemologia e A Psicologia Genética de Jean PiagetHiago Carvalho100% (1)
- O Abuso Sexual, Estudo de Casos em Cenas Incestuosas PDFDocument9 pagesO Abuso Sexual, Estudo de Casos em Cenas Incestuosas PDFAléxia VegaPas encore d'évaluation
- Como Devemos Cultuar A DeusDocument16 pagesComo Devemos Cultuar A DeusmarcoscotrimPas encore d'évaluation
- ARQUIVO ODINEIA. em Fase de ConclusãoDocument18 pagesARQUIVO ODINEIA. em Fase de ConclusãoMarcela de OliveiraPas encore d'évaluation
- Diario CartograficoDocument2 pagesDiario CartograficoTANIAMSMPas encore d'évaluation
- Guião - ENPL 2014Document1 pageGuião - ENPL 2014daniel95sousaPas encore d'évaluation