Vous aimerez peut-être aussi
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitD'EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitPas encore d'évaluation
- A Case Study On-Shutdown Audit of AFBC BoilerDocument12 pagesA Case Study On-Shutdown Audit of AFBC BoilerSelvakumar Palaniandavar100% (1)
- How To Select The Right Fan or BlowerDocument6 pagesHow To Select The Right Fan or BlowerASHOKPas encore d'évaluation
- IGB016.E1-Centrifugal Fan New PDFDocument13 pagesIGB016.E1-Centrifugal Fan New PDFSusan LamPas encore d'évaluation
- Exp 2 Cooling TowerDocument15 pagesExp 2 Cooling TowerNur amirahPas encore d'évaluation
- 30 Stall Parallel OperationDocument29 pages30 Stall Parallel Operationtrung2iPas encore d'évaluation
- 02 - Condensers & Cooling Towers PDFDocument61 pages02 - Condensers & Cooling Towers PDFVimleshKumarSharmaPas encore d'évaluation
- Fans InPower PlantsDocument48 pagesFans InPower PlantsitsdilipPas encore d'évaluation
- Evaluation of The Can Velocity Effect On A Bag Filter: Powder Technology August 2017Document5 pagesEvaluation of The Can Velocity Effect On A Bag Filter: Powder Technology August 2017Satrio FebriansyahPas encore d'évaluation
- Selecting A Fan From A Fan CurveDocument3 pagesSelecting A Fan From A Fan CurvesivajaPas encore d'évaluation
- 13 Internal Walkway and PerformanceDocument24 pages13 Internal Walkway and PerformanceDSGPas encore d'évaluation
- Condenser 69-83Document15 pagesCondenser 69-83DIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Cooling Tower SpecificationDocument14 pagesCooling Tower SpecificationAmzad DPPas encore d'évaluation
- Cooling Tower TroubleshootingDocument4 pagesCooling Tower TroubleshootingTobaPas encore d'évaluation
- Asme2b sb-234Document10 pagesAsme2b sb-234fdfsdfsdfsdfPas encore d'évaluation
- Why Do Waste Heat Boilers Fail?: Excessive TemperatureDocument4 pagesWhy Do Waste Heat Boilers Fail?: Excessive TemperatureMaheesha GunathungaPas encore d'évaluation
- Steam Condensation ReportDocument17 pagesSteam Condensation ReportKingsley EdemidiongPas encore d'évaluation
- Part 1 - Fundamentals of Airflow, Fans & DuctDocument49 pagesPart 1 - Fundamentals of Airflow, Fans & Ductkhanh.vecPas encore d'évaluation
- Application Data: PAC 353 Combustion Management Solutions Furnace (Draft) Pressure Control BenefitsDocument3 pagesApplication Data: PAC 353 Combustion Management Solutions Furnace (Draft) Pressure Control BenefitsmanishjainshahPas encore d'évaluation
- 0497 4 Flow Straightener Catalog Sheet 05 14Document2 pages0497 4 Flow Straightener Catalog Sheet 05 14mkfe2006Pas encore d'évaluation
- Research On The Failure of The Induced Draft Fan's Shaft in A Power BoilerDocument8 pagesResearch On The Failure of The Induced Draft Fan's Shaft in A Power BoilernaderbahramiPas encore d'évaluation
- Dry Cooling TowerDocument40 pagesDry Cooling TowerAnil PalamwarPas encore d'évaluation
- Sootblowing System PDFDocument8 pagesSootblowing System PDFilhamPas encore d'évaluation
- Design of Ejector Parameters and Geometr PDFDocument6 pagesDesign of Ejector Parameters and Geometr PDFlkumar4454Pas encore d'évaluation
- Air CannonDocument2 pagesAir CannonJohn FulksPas encore d'évaluation
- Forced Draft BlowerDocument108 pagesForced Draft BlowerTrevor ChandlerPas encore d'évaluation
- An Investigation of The Volumetric. Efficiency of A Roots BlowerDocument9 pagesAn Investigation of The Volumetric. Efficiency of A Roots BlowershreemugPas encore d'évaluation
- Guide To Furnace SootblowingDocument40 pagesGuide To Furnace SootblowingnarayananalivePas encore d'évaluation
- De Super HeaterDocument2 pagesDe Super HeatergateauxboyPas encore d'évaluation
- Ebara Horizontal Multistage PumpDocument27 pagesEbara Horizontal Multistage PumpYohanes KrisPas encore d'évaluation
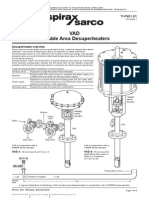
- VAD Variable Area Desuperheaters: Desuperheater OverviewDocument6 pagesVAD Variable Area Desuperheaters: Desuperheater OverviewLucasZanaPas encore d'évaluation
- Data Sheet: Description Unit Design DataDocument2 pagesData Sheet: Description Unit Design DataEDUARDOPas encore d'évaluation
- Fans in Thermal Power PlantsDocument3 pagesFans in Thermal Power PlantsMuhammad Nadeem RazaPas encore d'évaluation
- Sjae ParameterDocument296 pagesSjae Parameterrizka nur failaPas encore d'évaluation
- 5a - Boiler Construction Continued - Internals - Superheaters LockedDocument0 page5a - Boiler Construction Continued - Internals - Superheaters Lockedganeshan100% (1)
- Noise Reduction For Centrifugal Fan With Non-Isometric Forward-Swept Blade ImpellerDocument5 pagesNoise Reduction For Centrifugal Fan With Non-Isometric Forward-Swept Blade ImpellerVitthal KhandagalePas encore d'évaluation
- Hopper Heating Design GuideDocument4 pagesHopper Heating Design GuideBadukwangPas encore d'évaluation
- Bearing Internal Clearance Calculation: EX: 22218 K C3Document5 pagesBearing Internal Clearance Calculation: EX: 22218 K C3Mahmoud MohammadPas encore d'évaluation
- 2 - Application of NOx Emissions Control Technologies To Achieve NOx Emission Less Than 200 MgNm3 On CoalDocument15 pages2 - Application of NOx Emissions Control Technologies To Achieve NOx Emission Less Than 200 MgNm3 On CoalStefanos GabalacPas encore d'évaluation
- Fuel FiringDocument39 pagesFuel Firingnetygen1Pas encore d'évaluation
- Desuperheater: Variable Nozzle Desuperheater - VND FeaturesDocument4 pagesDesuperheater: Variable Nozzle Desuperheater - VND FeaturesNutthakarn WisatsiriPas encore d'évaluation
- 53-75-09 Butt Welded Joints Details & AssemblyDocument3 pages53-75-09 Butt Welded Joints Details & AssemblyJKKPas encore d'évaluation
- Pleated Filter Pressure Drop PDFDocument12 pagesPleated Filter Pressure Drop PDFAmbrish SinghPas encore d'évaluation
- WH Vacuum in Steam TurbineDocument2 pagesWH Vacuum in Steam Turbinemiths_0087Pas encore d'évaluation
- H&I. Condenser Performance MonitoringDocument43 pagesH&I. Condenser Performance MonitoringRajendran SrnPas encore d'évaluation
- Boiler Control SystemDocument33 pagesBoiler Control SystemYusufroni SitompulPas encore d'évaluation
- Air Monitoring Combustion Air Power BoilersDocument189 pagesAir Monitoring Combustion Air Power BoilersAnonymous zdCUbW8HfPas encore d'évaluation
- Az - Zour R&M Furnace Dimensions - ADocument1 pageAz - Zour R&M Furnace Dimensions - AShameer MajeedPas encore d'évaluation
- Improving Boiler Efficiency by Using Air PreheaterDocument14 pagesImproving Boiler Efficiency by Using Air PreheaterBudiharyatno Arif PangestuPas encore d'évaluation
- Unesco - Eolss Sample Chapters: Vacuum Creating EquipmentDocument7 pagesUnesco - Eolss Sample Chapters: Vacuum Creating Equipmentahmed nawazPas encore d'évaluation
- High Vibration of GA-101DDocument17 pagesHigh Vibration of GA-101DHabibie RahmanPas encore d'évaluation
- NOx Burner ControlDocument14 pagesNOx Burner ControlsdgalaponPas encore d'évaluation
- Venturi MeterDocument11 pagesVenturi MeterPrakein RajPas encore d'évaluation
- 8-65-19 ''Pulsed Arc '' MIG Welding Stright Tubes in ChattanoogaDocument9 pages8-65-19 ''Pulsed Arc '' MIG Welding Stright Tubes in ChattanoogaJKKPas encore d'évaluation
- Air Cooled CondensersDocument6 pagesAir Cooled CondensersruchiajmerPas encore d'évaluation
- Itc Limited Paperboards & Speciality Papers Division: Unit: Bhadrachalam, ApDocument7 pagesItc Limited Paperboards & Speciality Papers Division: Unit: Bhadrachalam, ApMohan RajPas encore d'évaluation
- 4c Hydrodynamic Thrust Pad Bearing 2020Document71 pages4c Hydrodynamic Thrust Pad Bearing 2020SaifPas encore d'évaluation
- Vacuum Flow Through OrificeDocument1 pageVacuum Flow Through Orificeمحمد عبدالدايمPas encore d'évaluation
- Fans at Work in BoilersDocument10 pagesFans at Work in BoilersVasanth RajanPas encore d'évaluation
- Findings On Shut Down Inspection of An AFBC BoilerDocument30 pagesFindings On Shut Down Inspection of An AFBC Boilerparthi20065768Pas encore d'évaluation
- ACO-Stainless Steel Underground PipeDocument60 pagesACO-Stainless Steel Underground PipeAli BariPas encore d'évaluation
- 5070 - 1.6-1.7 AST Sample TubesDocument3 pages5070 - 1.6-1.7 AST Sample TubesAli BariPas encore d'évaluation
- Fire Safety: Staying Alive in The Theater by Knowing How To Deal With FireDocument32 pagesFire Safety: Staying Alive in The Theater by Knowing How To Deal With FireAli BariPas encore d'évaluation
- Membership Handbook PDFDocument44 pagesMembership Handbook PDFAli BariPas encore d'évaluation
- Deaerator Level ControlDocument6 pagesDeaerator Level ControlAli BariPas encore d'évaluation
- IPPC Guidance NotesDocument128 pagesIPPC Guidance NotesAli BariPas encore d'évaluation
- SCHROEDER Automatic Recirculation Check ValveDocument14 pagesSCHROEDER Automatic Recirculation Check ValveAli Bari100% (1)
- (Crane Valve) Flow of Fluids Through Valves PDFDocument133 pages(Crane Valve) Flow of Fluids Through Valves PDFAli BariPas encore d'évaluation
- Norsok Pipe Details PDFDocument41 pagesNorsok Pipe Details PDFAli BariPas encore d'évaluation
- Tables For EN 10216-2 PDFDocument18 pagesTables For EN 10216-2 PDFAli BariPas encore d'évaluation
- Improved Level Control of A Feed Water ValveDocument7 pagesImproved Level Control of A Feed Water ValveAli Bari100% (1)
- 1981 William Hooper The Two K Method Predicts Head Losses in Pipe Fittings PDFDocument5 pages1981 William Hooper The Two K Method Predicts Head Losses in Pipe Fittings PDFAli BariPas encore d'évaluation
- Yazd-System Description For Clean Drain System PDFDocument7 pagesYazd-System Description For Clean Drain System PDFace-winniePas encore d'évaluation
- Boiler Feed PumpDocument32 pagesBoiler Feed PumpAli Bari100% (1)
- Technical Specifications For Sugauli CogenDocument558 pagesTechnical Specifications For Sugauli Cogenchaitanya_kumar_13Pas encore d'évaluation
- CCGT ExplainedDocument22 pagesCCGT ExplainedAli Bari100% (1)
- Chemical Engineering in Practice - P&IDDocument90 pagesChemical Engineering in Practice - P&IDAli Bari100% (3)
- B&W Vølund NoN-NIMBYDocument1 pageB&W Vølund NoN-NIMBYAli BariPas encore d'évaluation
- Drip Leg HeightDocument4 pagesDrip Leg HeightAli BariPas encore d'évaluation
- PPE MatrixDocument1 pagePPE MatrixAli Bari50% (2)
- Design and Maintenance Plant Space RequirementsDocument149 pagesDesign and Maintenance Plant Space RequirementsAli Bari100% (1)
- Power Plant Economics Seminar PDFDocument50 pagesPower Plant Economics Seminar PDFatulsemiloPas encore d'évaluation
- Sagher Waste BoilerDocument27 pagesSagher Waste BoilerAli BariPas encore d'évaluation
- CASE STUDY - Waste To Energy 4MWDocument2 pagesCASE STUDY - Waste To Energy 4MWAli BariPas encore d'évaluation
- FQISDocument37 pagesFQISmurad6a9Pas encore d'évaluation
- MSI Turkish Defence Review January 2018Document92 pagesMSI Turkish Defence Review January 2018SzERGPas encore d'évaluation
- Vintage Airplane - Dec 2009Document44 pagesVintage Airplane - Dec 2009Aviation/Space History LibraryPas encore d'évaluation
- Wernher VonBraun Complete FBI Files Parts 1 - 7Document331 pagesWernher VonBraun Complete FBI Files Parts 1 - 7Red Voice NewsPas encore d'évaluation
- Turbojet Matlab Problem PDFDocument26 pagesTurbojet Matlab Problem PDFdijayof87100% (1)
- Multi-Element Airfoil in Ground Effect-An Experimental and Computational StudyDocument9 pagesMulti-Element Airfoil in Ground Effect-An Experimental and Computational StudyMarcos SoarPas encore d'évaluation
- Aircraft Load Ratings (Alr'S)Document17 pagesAircraft Load Ratings (Alr'S)Heyz NovaPas encore d'évaluation
- Sheet Metal ComponentsDocument11 pagesSheet Metal Componentssaturn_industriesPas encore d'évaluation
- SBBRSBGL PDF 1708654631Document18 pagesSBBRSBGL PDF 1708654631bielpwkPas encore d'évaluation
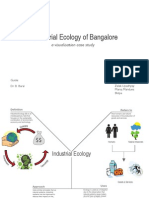
- Industrial Ecology of BangaloreDocument20 pagesIndustrial Ecology of BangaloreZalak UpadhyayPas encore d'évaluation
- Sa004 Fixed Co2 Fire Fighting Systems PDFDocument1 pageSa004 Fixed Co2 Fire Fighting Systems PDFHocine TouatiPas encore d'évaluation
- Wind Pressure Calculation ASCE - 7-05 Simplified Design ProcedureDocument2 pagesWind Pressure Calculation ASCE - 7-05 Simplified Design ProcedureramPas encore d'évaluation
- TCDS - EASA A 064 - Airbus - A318 - A319 - A320 - A321 - Iss - 46Document186 pagesTCDS - EASA A 064 - Airbus - A318 - A319 - A320 - A321 - Iss - 46Trần Triệu PhongPas encore d'évaluation
- Uk Aip: (17 Nov 11) AD 2-EGLC-2-1Document29 pagesUk Aip: (17 Nov 11) AD 2-EGLC-2-1Sebastian VasquesPas encore d'évaluation
- Dvorak 8 Vla Fingering and BowingsDocument15 pagesDvorak 8 Vla Fingering and BowingsTimothy EngPas encore d'évaluation
- IntroductionDocument3 pagesIntroductionSaniya khanPas encore d'évaluation
- Nozzles and DiffusersDocument45 pagesNozzles and DiffusersAkshay DeshpandePas encore d'évaluation
- Hazard-Identification Dec 2015Document22 pagesHazard-Identification Dec 2015Dumitru EninPas encore d'évaluation
- ICAO Noise MeasurementDocument32 pagesICAO Noise MeasurementMuralidharan ShanmugamPas encore d'évaluation
- General Introduction of Vertical Axis Wind TurbineDocument4 pagesGeneral Introduction of Vertical Axis Wind TurbineSarvesh PandeyPas encore d'évaluation
- Wilton Plane CrashDocument3 pagesWilton Plane CrashEricPas encore d'évaluation
- 20 QuestionsDocument6 pages20 QuestionsAarohi SoodPas encore d'évaluation
- Ifr6015 Military Flight Line Test Set Brochures enDocument2 pagesIfr6015 Military Flight Line Test Set Brochures enhennryns100% (1)
- Marine SSB Frequencies PDFDocument3 pagesMarine SSB Frequencies PDFJoão Miguel100% (1)
- Apollo: Model SL30 Installation ManualDocument88 pagesApollo: Model SL30 Installation Manualxwe7Pas encore d'évaluation
- TCDS EASA ARTOUSTE III Issue 02 - 20160108 - 1.0Document9 pagesTCDS EASA ARTOUSTE III Issue 02 - 20160108 - 1.0Morgen GumpPas encore d'évaluation
- Introduction To Engine Run Hand OutsDocument2 pagesIntroduction To Engine Run Hand OutsIan BautistaPas encore d'évaluation
- A Webquest For 3Rd Grade Subject: The Solar System Designed By: Mary Madalyn MillerDocument8 pagesA Webquest For 3Rd Grade Subject: The Solar System Designed By: Mary Madalyn Millerapi-335216955Pas encore d'évaluation
- Stokes' Law and The Coffee Filters: A ProblemDocument3 pagesStokes' Law and The Coffee Filters: A Problemabdul_azemiPas encore d'évaluation
- Langley Aero EngineDocument203 pagesLangley Aero EngineAviation/Space History LibraryPas encore d'évaluation