Académique Documents
Professionnel Documents
Culture Documents
Formage de Plexiglas
Transféré par
viorelu99Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Formage de Plexiglas
Transféré par
viorelu99Droits d'auteur :
Formats disponibles
Formage de PLEXIGLAS
Directives de mise en uvre
Remarques :
Pour les professionnels de lusinage de PLEXIGLAS
, dautres Directives de mise en oeuvre
sont parues sur les thmes suivants :
Usinage de PLEXIGLAS
(No. rf. 311-1)
Assemblage de PLEXIGLAS
(No. rf. 311-3)
Traitement des surfaces en PLEXIGLAS
(No. rf. 311-4).
Les bricoleurs trouveront des conseils judicieux sur PLEXIGLAS
dans la brochure
Conseils pour lusinage de PLEXIGLAS
(No. rf. 311-5).
Les proprits et lusinage de certains de nos produits et leurs applications, comme par ex. :
Plaques alvolaires et plaques profl sinusodal,
Vitrages en plaques massives,
Murs antibruit,
Enseignes lumineuses, entre autres
font lobjet de brochures spciales, disponibles chez les distributeurs PLEXIGLAS
.
Lors de lutilisation de nos produits, il convient en outre de respecter ;
les normes de construction et lois sur les missions rgionales en vigueur
les normes applicables,
les garanties
es directives des syndicats professionnels etc.
Sommaire Page
1 Gnralits 3
1.1 Formes de livraison 3
1.2 Dcoupes et retrait 4
1.3 Film de protection 4
1.4 Stockage et prschage 4
2 Chauffage 5
2.1 Temprature de formage 5
2.2 Dure de chauffe 5
3 Mthodes de chauffage 6
3.1 Chauffage par air 6
3.2 Chauffage par infrarouges, tendu et linaire 7
3.3 Chauffage par contact 8
3.4 Autres mthodes 8
4 Formage 9
4.1 Conditions et comportement 9
5 Mthodes de formage 11
5.1 Formage par pliage 11
5.2 Formage par compression 15
5.3 Formage par tirage sous pression 16
5.4 Formage par tirage 16
5.5 Formage chaud sous emboutisseuse sous vide 22
5.6 Formage chaud sur presse 24
5.7 Formage chaud des btons et tubes 26
6 Refroidissement 28
7 Outillage 29
7.1 Outils de formage 29
7.2 Outils de serrage 31
250
225
200
175
150
125
100
75
50
25
0
C
PNN a hauf
pods moleculare
(PLEXGLS
(
(4)
PNN a Iable pods
moleculare
(PLEXGLS
(
95)
Efafs
solde
zone de ramollsemenf
fhermoelasfque
ef parfellemenf fhermoplasfque
fhermoelasfque
parfellemenf fhermoelasfque
fhermoplasfque ef
fhermoplasfque
decomposofon
1 Gnralits
3
1 Gnralits
PLEXIGLAS
, le verre acrylique (poly-
mthylmthacrylate, PMMA) que nous
avons fabriqu pour la premire fois au
niveau mondial, est trs apprci en tant
que matriau polyvalent, en raison de
son excellente aptitude lusinage par
enlvement de matire. PLEXIGLAS
GS est fabriqu par coulage, tandis que
PLEXIGLAS
XT est extrud.
Les deux types de PLEXIGLAS
poss-
dent le comportement de changement de
forme d la temprature caractristique
des matires thermoplastiques amorphes.
Sur certaines plages de temprature, ils
prennent des tats diffrents (solide,
thermolastique ou thermoplastique). Les
causes en sont la diffrence de poids mol-
culaire existant entre les plaques coules et
extrudes, les tubes et les btons.
Il en rsulte des diffrences dans le
comportement chaud, qui doivent tre
prises en compte, notamment pour le
formage.
Le formage intresse avant tout le domaine
thermolastique, o les thermoplastiques
passent dans un tat caoutchouteux
et peuvent alors tre forms sans enlve-
ment de copeaux, par pressage, pliage ou
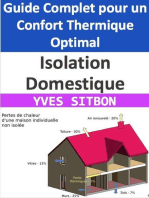
tirage. Le rcapitulatif (fg. 1) montre ces
domaines dtat pour PLEXIGLAS
GS et
PLEXIGLAS
XT aux diffrentes tempra-
tures. PLEXIGLAS
GS ( poids molcu-
laire lev), qui est coul, prsente sur un
large ventail de tempratures leves un
comportement principalement thermolas-
tique. Les pices formes ne connaissent
donc pas de dformation plastique notable
et peuvent reprendre leur forme dorigine
si on les chauffe nouveau (comparable
une reprise lastique). Les erreurs de
formage peuvent donc tre corriges
sans perte de matriau.
La plage thermolastique de PLEXIGLAS
XT extrud ( faible poids molculaire) est
par contre relativement troite. A des tem-
pratures suprieures, le matriau devient
thermoplastique, cest--dire pteux
visqueux. Comme la transition entre les
tats thermolastique et thermoplastique
nest pas nette, il subsiste toujours, suivant
la temprature de formage, un tat plus
ou moins important de formage plastique
gel dans la pice fnie. Cela explique
que les pices fnies en PLEXIGLAS
XT qui ont t formes des tempra-
tures leves ne puissent plus retrouver
totalement la gomtrie du produit aprs
un rchauffage. Le formage nest donc que
partiellement rversible.
Les diffrences typiques existant entre GS
et XT sont galement valables pour les
produits PLEXIGLAS
destins certaines
applications, telles que SOUNDSTOP
(protection antibruit transparente), ou les
produits surfaces spciales. Ces produits
peuvent tre des qualits PLEXIGLAS
de
diffrents types, traits contre les rayures,
structurs, miroirs ou avec des proprits
spciales comme HEATSTOP (rfchis-
sant la chaleur solaire), SATINICE (mata-
ges spciaux) ou NO DROP (dispersion
de leau).
Lorsquil existe des diffrences respecter
dans le formage, elles seront indiques
dans le chapitre concern.
Lobjectif de cette brochure est de vous
aider obtenir un rsultat optimal. Si
vous avez des questions lors de la lec-
ture ou dans le travail, adressez-vous
votre fournisseur PLEXIGLAS
ou
notre Service technique . Nous vous
remercions davance des suggestions que
peut nous soumettre le point de vue du
professionnel.
1.1 Formes de livraison
PLEXIGLAS
GS sest distribu sous forme
de plaques, de blocs, de btons et de
tubes, surfaces lisses ou mates et satines
( PLEXIGLAS SATINICE
).
PLEXIGLAS
XT existe en verre acrylique
traditionnel et en qualit modife choc
( PLEXIGLAS RESIST
), sous forme de
plaques massives, plaques profl sinu-
sodal, plaques alvolaires, miroirs, tubes
et btons lisses, structurs, ou mat/satin
( PLEXIGLAS SATINICE
), ainsi que de
flms.
En gnral, les types de PLEXIGLAS
de
couleur sont colors rgulirement sur
toute la masse.
Figure 1 : Etats des matriaux en fonction de la temprature
4
1 Gnralits
Quil sagisse de formats standards ou de
plaques dcoupes: tous nos conditionne-
ments sur palette portent des indications
relatives au stockage et au transport
lintrieur de lentreprise. Par principe,
il est prfrable de stocker PLEXIGLAS
dans un atelier. Toutes nos plaques sont
protges par un flm de polythylne, qui
ne pose aucun problme dlimination.
En cas de stockage lextrieur, il faut
prvoir un recouvrement supplmentaire
soigneux.
1.2 Dcoupes et retrait
La premire opration de chauffage de
PLEXIGLAS
GS et de PLEXIGLAS
XT
au-del de la temprature de ramollisse-
ment provoque un retrait unique du mat-
riau en plaque, qui est d la fabrication
et qui se produit dans le sens de la largeur
et/ou de la longueur. Ce changement des
dimensions doit ventuellement tre pris
en compte dans la dcoupe des plaques
former. Pour le verre acrylique coul,
ce retrait infuence tout autant la largeur
que la longueur des plaques. Pour tous
les autres types de plaques extrudes, il
se produit principalement dans le sens de
lextrusion et peut tre nul dans le sens
transversal ou mme se transformer en
une lgre augmentation de taille. Des
informations dtailles sont donnes dans
la fgure 2.
Le retrait des plaques ne se produit pas
dans le cas dun travail lemboutisseuse
sous vide, mais sobserve aprs le chauf-
fage des dcoupes non maintenues, par
exemple en cas de chauffage au four. Des
essais prliminaires sont ventuellement
ncessaires.
1.3 Film de protection
En fonction du type de matriau et de
lpaisseur, des flms de polythylne
adhsifs, auto-adhsifs ou autocollants non
polluants sont appliqus sur nos plaques
pour les protger. Normalement, cette
protection de surface devrait rester sur la
plaque jusqu installation dfnitive de la
pice fnie. Sil est ncessaire de retirer
le flm, par exemple, avant un formage
chaud ou un collage, fxer la plaque sur un
bord et tirer le flm par -coups.
Si les plaques sont exposes aux intemp-
ries, tous les flms, indpendamment de
leur adhrence, doivent tre retirs dans
un dlai de quatre semaines, au-del
duquel il y aurait un risque que les flms
de polythylne se fragilisent ou que leur
adhrence sintensife. Dans les deux cas, il
nest plus possible denlever correctement
le flm, et un endommagement des plaques
nest pas exclu.
Le retrait du flm de protection provoque
une charge statique de la surface, si bien
quelle attire la poussire.
Avant le formage, il est donc ncessaire
dappliquer un traitement antistatique,
par exemple en lavant la plaque avec
de leau contenant un agent mouillant
ou en projetant de lair ionis. Dans le
cas de plaques transparentes et colores
en PLEXIGLAS
GS et XT, la qualit de
deux faces est lgrement diffrente, en
raison du mode de fabrication. Le contrle
de qualit, en usine, se fait sur la face
suprieure de la plaque, qui constitue donc
pour lutilisation la bonne face. Cette
face est spcifquement identife sur le
flm de protection.
1.4 Stockage et prschage
La plupart des matires plastiques
absorbent de lhumidit en fonction des
conditions de stockage et des conditions
climatiques. Ceci est sans importance aux
tempratures courantes, mais peut pro-
voquer la formation de bulles sur le verre
acrylique extrud lorsquil est soumis
des tempratures leves, par exemple en
cours de chauffage. Il est donc conseill de
raliser un prschage prolong en tuve
circulation dair, une temprature inf-
rieure au point de ramollissement du mat-
riau. Pour ce traitement, lair doit pouvoir
circuler librement entre les plaques dbar-
rasses de leur flm de protection. Pour
des raisons conomiques, il est prfrable
que le formage suive immdiatement le
prschage. Il faut savoir que les plaques,
lorsquelles reviennent au-dessous de
100 C, reprennent progressivement de
lhumidit. Un chauffage rapide, notam-
ment laide de radiateurs infrarouges,
permet dviter un prschage. Si tel nest
pas le cas, les conditions de chauffage
doivent tre testes et slectionnes en
fonction de chaque pice forme.
Pour le pliage, il est presque toujours
possible de se passer de prschage.
Les plaques de PLEXIGLAS
XT ne
ncessitent gnralement pas de prs-
chage avant le formage chaud, si le flm
de protection nest pas abm et si les
conditions de stockage du matriau ont t
correctement observes. Si ces conditions
ne sont pas remplies, une priode de
prschage de 24 heures 80 C sufft
gnralement pour PLEXIGLAS
XT,
mme dans le cas de fans teneur en eau
relativement leve.
En cours de stockage, et surtout pour
PLEXIGLAS
XT, les empilements de
plaques doivent toujours tre referms
laide de leur flm, afn dviter, en cas
de stockage prolong, une ondulation
Epaisseurs de plaque (mm)
Retrait lors du premier
chauffement la tem-
prature de formage
PLEXIGLAS
GS PLEXIGLAS
XT
en longueur et
largeur
dans le sens de lextrusion
(ngligeable dans le sens transversal)
tous types surfaces
(sauf GS 215 TIR)
surfaces
lisse
Gallery AR
Satin Ice structure
max. 2 % toutes paisseurs - - -
max. 3 % - 3 mm - -
max. 6 % - < 3 mm
toutes
paisseurs
toutes
paisseurs
Figure 2 : Retrait de rchauffement
D
u
r
e
e
d
e
c
h
a
u
I
I
a
q
e
m
n
Epasseurs mm
0 4 8
10
20
30
Radafeur a
nIrarouqes de
10 kv]m
2
,
exposfon
blaferale a
250 mm de
dsfance
Efuve
T = 150 C
5
2.2 Dure de chauffe
La dure de chauffe pour PLEXIGLAS
GS
et PLEXIGLAS
XT dpend en premier
lieu de lpaisseur du matriau et de la
mthode de chauffage choisie. La vitesse
de circulation de lair dans ltuve et la
distance entre le fan et le radiateur infra-
rouges sont dautres facteurs prendre
en compte. Dans le cas de radiateurs
infrarouges, la coloration des plaques joue
galement un rle, cause des diffrents
degrs dabsorption du rayonnement.
2 Chauffage
des bords des plaques due labsorption
dhumidit.
Contrairement aux tubes de PLEXIGLAS
GS, les tubes de PLEXIGLAS
XT peuvent
prsenter des altrations optiques ou une
formation de bulles lors du chauffage
ou du formage chaud, dues lhumi-
dit absorbe. Il est possible dviter ce
phnomne en ralisant un prschage
dans une tuve circulation dair avec une
temprature de 70 C environ. La dure de
schage est estime environ une heure
par millimtre dpaisseur de la paroi.
2 Chauffage
PLEXIGLAS
GS et PLEXIGLAS
XT
doivent en principe tre chauffs par
convection ou rayonnement infrarouge
aussi brivement que possible, et des
tempratures de formage aussi basses que
possible, afn dviter les modifcations du
matriau ou de la pice. Les plaques de
PLEXIGLAS
avec revtement anti-rayu-
res ne peuvent pas tre chauffes ni
formes chaud (risque de fssuration du
revtement). Elles peuvent cependant tre
cintres froid lors du montage.
Le chauffage ltuvage garantit une
temprature rgulire sur toute la plaque
et donc de bonnes conditions de formage.
Si vous utilisez des radiateurs infrarouges
pour porter la plaque temprature de
formage, et mme si vous utilisez des
serre-fans temprs, il est prfrable de
prchauffer les fans environ 80 C ,
pour viter un gauchissement ultrieur
de la pice forme. La technique des
infrarouges permet dutiliser des temp-
ratures diffrentes rparties sur la plaque,
permettant par exemple datteindre une
distribution dpaisseur dtermine.
Pour viter un refroidissement trop rapide
et donc une solidifcation superfcielle,
il est conseill de chauffer le matriau
directement sur loutil de formage.
La dure de monte en temprature
augmente en fonction de lpaisseur du
matriau, selon la fgure 3. Il faut ga-
lement tenir compte du retrait lors de
lchauffement, selon la fgure 2.
2.1 Temprature de formage
Pour raliser un formage dans le domaine
thermolastique/thermoplastique, il
convient dessayer datteindre les tempra-
tures suivantes :
Suivant le degr dtirage et la vitesse de
formage (voir section 4.1), ces tempratu-
res doivent ventuellement tre augmen-
tes ou diminues pour conserver la qua-
lit optique des surfaces. Dans la pratique,
il faut donc rgler les conditions de chauffe
des appareils de chauffage pour obtenir
les tempratures du matriau indiques
ci-dessus. Le contrle de la temprature
du matriau se fera de prfrence avec un
appareil sans contact, par exemple laide
dun pyromtre rayonnement.
Pour PLEXIGLAS
GS et PLEXIGLAS
XT, il est prfrable de rchauffer aussi
les moules, les serre-fans et plaques de
contour pour le formage :
PLEXIGLAS
GS: 160 175 C
PLEXIGLAS
XT: 150 160 C
pour PLEXIGLAS
GS
et PLEXIGLAS
XT: env. 60 80 C
Figure 3 : Dure de chauffe
Figure 5 : Introduction dans ltuve dune plaque de PLEXIGLAS
suspendue
6
3 Mthodes de chauffage
Le diagramme de la fgure 3 indique
schmatiquement le temps de chauffage
en tuve et avec un radiateur infrarouges
en fonction de lpaisseur du matriau,
lexemple de PLEXIGLAS
XT. Si le
chauffage est unilatral, la dure doit tre
environ double, ce qui na toutefois de
sens que pour des matriaux de moins de
chauffage en tuve et avec un radiateur
infrarouges en fonction de lpaisseur du
matriau, lexemple de PLEXIGLAS
XT.
Si le chauffage est unilatral, la dure doit
tre environ double, ce qui na toutefois
de sens que pour des matriaux de moins
de 6 mm dpaisseur.
PLEXIGLAS
GS est largement insensible
aux dures de chauffe inutilement longues.
Pour PLEXIGLAS
XT par contre, une
dure excessive de chauffe peut provo-
quer un gauchissement du fan suspendu
(par ex. dans ltuve verticale ou dans la
machine de formage par le vide), ou bien
causer des empreintes plus prononces
dues au support (par ex. dans ltuve
horizontale).
3 Mthodes de chauffage
3.1 Chauffage par air
Les tuves avec circulation de lair
conviennent particulirement bien pour
le chauffage de PLEXIGLAS
GS et de
PLEXIGLAS
XT sous forme de plaques,
de blocs, de profls ou de tubes. Dans
la plupart des cas, ltuve verticale est la
meilleure solution, parce que les plaques
peuvent y tre chauffes sans contact
en tant suspendues. Si lon y installe
des grilles, il est galement possible de
chauffer horizontalement de petits fans,
tout comme dans une tuve tiroirs.
Ltuve verticale constitue un accessoire
indispensable pour le recuit de relaxa-
tion, notamment des pices de grande
taille, ainsi que pour la remise plat des
pices mal formes, particulirement en
PLEXIGLAS
GS. Les conditions respec-
ter sont les suivantes :
La temprature dans ltuve doit pouvoir
se rgler entre 60 C et 250 C avec une
prcision de 3 C .
Mme dans le cas dun chargement de
ltuve par les deux cts, la tolrance
maximale de temprature de 5 C ne
doit pas tre dpasse .
La circulation de lair doit tre aussi
intense que possible (vitesse de lair
de 60 90 m/min), afn dassurer un
chauffage rapide et rgulier.
Une rgulation thermique fable
prsente lavantage de pouvoir effectuer
des oprations de chauffage mme
pendant les priodes de fermeture de
lentreprise.
Le chauffage des plaques et des tubes de
PLEXIGLAS
GS et XT se fait de prf-
rence en les suspendant, afn dassurer
un chauffage rgulier. Ceci vite ainsi la
formation dempreintes en sus des points
de suspension.
Les fans de grandes dimensions en
PLEXIGLAS
XT doivent tre chauffs
couchs. En raison de leur comportement
thermoplastique, il existerait sinon un
risque de gauchissement, dallongement
Chauffage par air
Etuve horizontale
Flans de grandes dimensions
(particullirement pour PLEXIGLAS
XT)
Etuve verticale
Chauffage rgulier
Utilisation universelle (recuit, formage)
Utilisation horizontale sous certains conditions
Pistolets air chaud Pices spciales de petites dimensions
Chauffage par panneaux radiants
Ondes longues (radiateur obscur),
cramique, =3,5 6 m Economique
Ondes moyennes, verre quartz, radiateur
quartz
=2,2 2,7 m
Chauffage optimal
Raction rapide
Ondes courtes (radiatuer lampes),
=0,9 1,6 m
Performant et rapide
Minimise le risque de surchauffe par pulsations
Chauffage linaire
(bilatral conseill)
Fils chauffants (avec transformateur) Epaisseur de plaque max. 6 mm
Btons chauffants
Epaisseur max. env. 12 mm
Economique
Utilisation simple
Verre de quartz
Puissance jusqu lpaisseur de bloc
Chauffage le plus effcace
Chauffage par contact viter
Figure 4 : Rcapitulatif des mthodes de chauffage les plus courantes
Figure 6 : Banc chauffant avec diffrents radiateurs infrarouges et pice de PLEXIGLAS
plie
7
ou de sortie des supports. Il est prfra-
ble dutiliser comme supports des tles
daluminium sables ou ponces, des tles
revtues de PTFE ou des tissus de verre
spciaux qui vitent le collage du matriau
chauff.
Les petits morceaux de blocs PLEXIGLAS
GS peuvent tre placs sur chant. Pour les
pices de grande taille, il est prfrable de
poser les blocs sur un support dtoffe, qui
permettra ensuite de faire glisser la pice
dans le moule.
Si ltuve est galement utilise pour
dautres oprations, veillez ce quil ne
subsiste aucune substance pouvant pro-
voquer une corrosion ou une fssuration.
Pour le chauffage partiel, pour le pliage
de tubes par exemple, on peut utiliser
des appareils air chaud. Il faut dans ce
cas veiller ne pas surchauffer la surface
traite.
3.2 Chauffage par infrarouges,
tendu et linaire
Pour le rchauffage de plaques en
PLEXIGLAS
GS et en PLEXIGLAS
XT,
le rayonnement infrarouges prsente
lavantage de pouvoir transmettre une plus
grande quantit de chaleur par unit de
temps. Le temps de chauffage dpend de
lpaisseur du matriau, de sa coloration,
de la nature de la plaque ainsi que de
la nature et de la distance du radiateur
infrarouges et de la longueur donde
du rayonnement mis. En fonction des
longueurs dondes, on distingue :
Alors que les radiateurs obscurs,
grande longueur dondes, qui se prsen-
tent gnralement sous forme dlments
en cramique, mettent une nergie de
rayonnement qui rchauffe essentiellement
le matriau partir de la surface expose,
les radiateurs longueur dondes cour-
tes, surtout dans le cas de matriaux trans-
parents, possdent un fux dnergie plus
dense et une plus grande profondeur de
pntration dans le matriau. Dans ce cas,
cependant, une partie de lnergie peut
traverser la plaque sans tre absorbe.
Lemploi de radiateurs longueur don-
des moyennes doit tre considr comme
une solution optimale et constitue actuelle-
ment ltat de la technique. La plaque est
rchauffe dune part, extrieurement
par le rayonnement incident qui arrive
sa surface, et dautre part, intrieurement
par la partie du rayonnement qui est
absorbe. Le rayonnement transmis peut
tre rcupr laide dun rfecteur, ce
qui nest toutefois possible que dans le cas
dune exposition unilatrale, comme cest
souvent le cas pour les plaques fnes et les
flms. Pour les plaques plus paisses, il faut
en tout cas slectionner une irradiation sur
les deux faces.
Des chauffages Flash peuvent tre
utiliss pour le formage chaud du verre
acrylique afn de travailler de faon plus
rentable, cest--dire plus rapidement.
Ils fonctionnent avec des ondes courtes
moyennes et rendent lnergie aux plaques
par pulsations (vitent aussi la surchauffe/
la brlure).
Le chauffage par infrarouges sur une
grande surface pour les plaques en
PLEXIGLAS
GS et en PLEXIGLAS
XT
seffectue laide de panneaux chauf-
fants, galement connus sous le nom de
projecteur de grandes surface ou panneaux
radiants. Il sont soit monts dans des
machines demboutissage, soit mobiles
pour pouvoir tre utiliss sur diffrentes
stations de formage.
Mme pour des oprations de formage
simples, il est utile de pouvoir comman-
der individuellement chaque lment du
panneau chauffant. Les radiateurs infra-
rouges placs sur lextrieur dun panneau
peuvent alors fonctionner une puissance
suprieure celle des lments centraux.
Cest la seule solution pour obtenir une
temprature aussi rgulire que possible
sur toute la surface de la plaque et pour
compenser leffet ngatif de refroidisse-
ment du serre-fan.
Ondes longues: = 3,5 m 6,0 m
(cramique,
radiateur obscur)
Ondes moyennes: = 2,2 m 2,7 m
(verre de quartz,
radiateur quartz)
Ondes courts: = 0,9 m 1,6 m
(radiateur lampes,
lampes)
8
Figure 7 : Fil chauffant avec transformateur, bton chauffant et tube de quartz pour le chauffage linaire des pices
En outre, ceci permet de chauffer certaines
zones de la plaque des tempratures
diffrentes ce qui facilite le formage de
pices complexes.
En masquant une zone bien dfnie, par
exemple la partie centrale de la plaque, il
est possible de lexclure du processus de
chauffage. Il faudra ventuellement tein-
dre les radiateurs placs au-dessus de cette
zone. On obtient ainsi une distribution
de lpaisseur qui correspond la forme
recherche. Dans la zone masque, lpais-
seur initiale de la plaque est conserve, et
donc sa rigidit, de mme que sa qualit
optique et gnralement sa planit. Par
contre, les bords emboutis connaissent un
net allongement et donc une rduction de
lpaisseur. Ceci vite en outre de dfor-
mer les srigraphies dj appliques.
Lorsque les plaques ne sont pas serres
dans un cadre, comme dordinaire, mais
chauffes alors quelles reposent sur toute
leur surface, il est prfrable de placer un
tapis en tissu de verre pendant le chauf-
fage, afn dviter la formation demprein-
tes dans le matriau.
Le chauffage linaire de PLEXIGLAS
GS et de PLEXIGLAS
XT peut se faire
laide de bancs chauffants, cest--dire des
dispositifs quips de fls chauffants, de
btons chauffants ou de barres de quartz
utilises comme sources de chaleur. Dans
le cas dun rchauffement linaire avant
le pliage, le plus souvent appel pliage
dangle, il faut viter de chauffer la pice
par contact, afn de conserver la bonne
qualit de surface et la transparence de
PLEXIGLAS
. De plus, il vaut mieux favo-
riser le chauffage bilatral la mthode
unilatrale.
Le groupe de produits PLEXIGLAS
SATINICE
surface mate offre des pos-
sibilits de cration mme lors du pliage
dangle: leffet satin est maintenu pour
les produit SATINICE SC, DC et Satin Ice,
alors quil tend vers le brillant pour Gallery
AR. Lutilisation de fls chauffants, gn-
ralement fabriqus dans un alliage spcial
chrome-vanadium est encore trs rpan-
due. Comme ces lments sont aliments
en courant alternatif de faible tension, il
est ncessaire davoir un transformateur
par fl. Le fl doit tre tendu par des res-
sorts sur le banc de chauffage, afn dviter
que la dilatation ne le fasse descendre au
cours du chauffage. En effet, il en rsulte
une distance variable de la plaque sur la
longueur et donc un rchauffement irr-
gulier. Cette mthode, notamment utilise
bilatralement, convient pour des plaques
jusqu une paisseur de 6 mm environ.
Les btons chauffants en acier chrome-
nickel sont plus intressants que les fls
chauffants. Comme ils ne sont maintenus
quen un seul point et quils sont aliments
directement par le rseau (220 volt), ils
prsentent des avantages pratiques par
rapport aux fls chauffants. En pliant un
bton de grande longueur ( par exemple
en U), il est possible de chauffer linai-
rement une plaque en deux endroits
diffrents. Le chauffage bilatral au moyen
de btons chauffants est conseill pour les
plaques jusqu une paisseur de 20 mm
environ.
Il est galement possible dutiliser les
tubes de quartz avec spirale chauffante
simple ou double. Ces appareils sont aussi
aliments en 220 V. Comme leur puis-
sance dbite est normalement suprieure
ce qui est ncessaire pour les matires
plastiques en plaques, il faut la diminuer
laide dune commande marche/arrt dun
thermolment ou en utilisant un circuit
thyristor. Comme les tubes de quartz
permettent dexploiter les proprits
positives dun radiateur longueur dondes
moyennes, il sagit certainement de
llment chauffant le plus effcace. Grce
la rgulation de la puissance dbit et
la possibilit de choisir la distance de la
pice, il est possible, notamment en chauf-
fage bilatral, de chauffer linairement des
blocs dune paisseur maximale de 50 mm,
pour les plier.
3.3 Chauffage par contact
Le chauffage par plaques chauffantes est
essentiellement limit PLEXIGLAS
GS,
partiellement aussi PLEXIGLAS
XT et
ceci uniquement pour des fans de petites
dimensions. Lpaisseur des plaques ne
doit pas dpasser 3 mm, car le chauffage
est gnralement unilatral. La mthode
bilatrale, dans des presses chauffantes
par exemple, nest pas utilise frquem-
ment parce quelle conduit une perte de
qualit de surface de PLEXIGLAS
. Les
plaques chauffantes pour le chauffage de
PLEXIGLAS
ne doivent pas prsenter de
surfaces lisses ou polies. Les plaques dalu-
minium sables et les plaques revtues
de Tfon ont fait leurs preuves, lorsquil
sagit dviter la prise dempreinte sur les
plastiques appuys. Dune manire gn-
rale, le chauffage sur plaques chauffantes
est peu conseill, car il ne peut assurer
une distribution rgulire de la chaleur.
Il nest pas non plus conseill de raliser
un chauffage linaire par contact, avec une
lame chauffante par exemple. En effet,
3 Mthodes de chauffage
R= 100 [%]
d
0
d
1
- 1
R= 100 [%]
A
1
A
0
- 1
ou
R = Degr de formage ou detirage en %
d
0
= Epaisseur avant le formage
d
1
= Epaisseur aprs le formage
A
0
= Surface avant le formage
A
1
= Surface aprs le formage
9
Figure 8 : Reprsentation du degr dtirage au moyen dun quadrillage
des empreintes impossibles liminer par
la suite peuvent apparatre sur les artes.
Une mthode de chauffage sans contact
est donc prfrable. (voir section 3.2).
3.4 Autres mthodes
Le chauffage par une famme ouverte,
par des vibrations hautes frquences
ou dans des bains liquides ne se sont pas
confrmes dans la pratique. Le chauffage
au moyen de pistolets air chaud est
recommand sous rserve, pour rparer
des empreintes marques dans des pices
formes et pour le cintrage de tubes par
exemple. Les contraintes ainsi produites
dans le matriau sont liminer par un
recuit.
4 Formage
Pour le formage de PLEXIGLAS
GS et de
PLEXIGLAS
XT,
les degrs de formage (degrs
dtirage),
es forces de formage,
les vitesses de formage et
les tempratures de formage (voir 2.1)
dpendent essentiellement des exigences
que doit remplir la pice fnie dans son
utilisation future, ainsi que de sa forme
spcifque. Le formage entrane une
modifcation de la structure du matriau
qui affecte le comportement de la pice
forme.
Tous ces facteurs dpendent largement
de la temprature de formage, les effets
de cette temprature pouvant toutefois
tre trs variables, et mme antagonistes.
On obtient ainsi pour PLEXIGLAS
GS
et XT des degrs de formage levs
des tempratures relativement basses: le
formage se fait plus lentement, le matriau
estplus visqueux et la qualit de surface
du produit est largement maintenue. La
contrainte de formage est relativement
leve, et la pice forme prsente une
mmoire lastique correspondante. Il nest
possible de minimiser cet aspect quen
travaillant des tempratures relativement
leves. Dans la pratique, cela signife
quil faut toujours trouver des compromis.
Les chapitres suivants sont destins vous
aider dans ce sens.
4.1 Conditions et comporte
Le degr dtirage indique la modifcation
de forme subie par le produit au cours du
formage chaud. Dans les mthodes de
travail courantes, soit pour un tirage sur
un axe (monoaxial), soit sur deux axes
(biaxial), cette modifcation est exprime
par laugmentation de la surface et la
rduction correspondante de la section. Le
degr dtirage se dfnit comme le rap-
port entre lpaisseur moyenne du mat-
riau avant et aprs le formage et comme
laugmentation de la surface. La formule
appliquer pour ltirage biaxial est:
4 Formage
N
o
d
u
l
e
E
10
0
10
1
10
2
10
3
NPa
10
4
0 50 100 150 C 200
Temperafure
PLEXGLS
(
XT
PLEXGLS
(
GS
l
l
o
n
q
e
m
e
n
f
a
l
a
r
u
p
f
u
r
e
00
400
200
0
%
Temperafure
20 40 0 80 100 120 140 C 180
PLEXGLS
(
GS
10
Figure 10 : Module dlasticit en fonction de la temprature
Un taux dtirage de 100% par exemple
signife quune plaque carre est tire au
double de sa largeur et de sa longueur. La
surface de 100% avant allongement passe
alors 400% et lpaisseur est rduite
un quart.
Dans la pratique il est prfrable de
maintenir un taux dtirage aussi rgulier
que possible afn dobtenir une distribution
aussi rgulire que possible de lpaisseur
de la pice fnie. Ceci dpend de nouveau
de la forme de la pice et de la mthode
de formage (fgure 8).
Ltirage maximal que lon peut obtenir
avec PLEXIGLAS
GS et XT dpend de la
vitesse de formage, du type de matriau et
surtout de la temprature de formage. Le
critre relatif est alors lallongement la
rupture en fonction de la temprature.
La fgure 9 montre que lallongement
maximal la rupture se situe des
tempratures qui sont si basses, que le
formage optimal ne peut se faire, pour
des raisons techniques, qu des temp-
ratures suprieures. Il faut en outre tenir
compte du fait que la temprature de
chauffage doit tre nettement suprieure
la temprature de formage, car la pice se
refroidit entre le chauffage et le formage,
ainsi quau cours de formage. Il est donc
recommand, pour certains formages, de
continuer chauffer le matriau pendant
lopration de formage, et ce, indpen-
damment du degr dtirage.
Pour assurer la stabilit des dispositifs de
formage, il est ncessaire de connatre les
forces de formage qui interviennent dans
le processus de formage.
Les forces ncessaires dans chaque cas
particulier dpendent essentiellement de
trois facteurs :
1. le taux dtirage, dtermin par la
forme de la pice ou par le rapport entre
la surface de dpart et la surface fnale de
la pice;
2. la temprature de formage, qui peut
chuter plus ou moins brutalement en
fonction de la dure de lopration de
formage et dune basse temprature des
outils employs;
3. ltirage monoaxial ou biaxial.
A cet effet, la fgure 10 illustre le com-
portement de rigidit en prsence de
tempratures leves.
La fgure 11, qui drive de la fgure 10,
montre clairement linfuence du degr
de dformation sur les forces de formage
appliquer pour un tirage monoaxial ou
biaxial. Pour les oprations de formage
simples, o lallure du degr dtirage
est connu, on peut calculer les besoins
approximatifs de force pour un formage
biaxial. Pour des pices de formes
complexes, dont le degr dtirage (ou
son allure) ne peut pas tre dtermin au
pralable, les forces de formages doivent
tre calcules partir dessais pratiques ou
encore de modles mathmatiques.
La vitesse de formage exprime la valeur
selon laquelle le matriau peut tre allong
ou tir dans son domaine thermolasti-
que, sans aboutir une rupture due un
dpassement du seuil de rsistance.
PLEXIGLAS
GS et XT doivent absolu-
ment tre forms aussi rapidement que
possible, afn
datteindre des cadences rapides,
dviter un refroidissement excessif et
dconomiser de lnergie en cours
dopration de formage.
Par contre la vitesse de formage doit tre
suffsamment lente pour
assurer la distribution voulue des
paisseurs,
viter les ruptures de la pice forme.
Figure 9 : Rapport entre le degr maximal dtirage (allongement la rupture) et la temprature pour
PLEXIGLAS
GS
4 Formage
C
o
n
f
r
a
n
f
e
d
e
f
r
a
q
e
(
I
o
r
c
e
d
e
I
o
r
m
a
q
e
p
a
r
m
m
2
d
e
s
e
c
f
o
n
)
R = Deqre defraqe
baxal
Deqre defraqe
monoaxal
d
0
d
1
100 1
R =
d
0
d
1
100 1
8
4
2
0
NPa
0 50 100 150 200 250 300 350 400
10 20 30 40 50 0 70 80 0 100 110 % 120
PLEXGLS
(
XT (150C)
PLEXGLS
(
GS (150C)
11
Figure 11 : Force ncessaire pour un tirage monoaxial et biaxial
La vitesse de formage peut varier de
secondes, par exemple pour les plaques
fnes de PLEXIGLAS
et les flms
EUROPLEX
,
minutes, par exemple lors des mthodes
courantes sur machines vide, ou
heures, par exemple dans la mthode
de retardation, cest--dire formage par
relaxation dans ltuve.
La vitesse de formage recommande
augmente de PLEXIGLAS
GS vers
PLEXIGLAS
. Lorsque le formage est
relativement lent, il est souhaitable pour
tous les matriaux de continuer chauffer
la pice pendant le formage, laide dun
radiateur infrarouges par exemple.
Lors du formage de PLEXIGLAS
GS
et XT, les molcules sorientent dans le
sens de ltirage. Cette modifcation
de structure a des effets positifs sur le
comportement du matriau: aux endroits
tirs, les pices formes connaissent une
amlioration de lallongement la rupture,
de la rsilience, de la rsistance la pro-
pagation des fssures, et dans un moindre
mesure, de la rsistance la formation de
fssures sous contrainte.
Les facteurs damlioration maximale
sont donns dans la fgure 12 lexemple
de PLEXIGLAS
GS 233/0F00.
5 Mthodes de formage
Lextension continue des domaines
dapplication de PLEXIGLAS
GS et de
PLEXIGLAS
XT sest accompagne dune
multiplication des mthodes de formage
afn de garantir une transformation la
fois rentable et conforme la nature des
matriaux. Le choix de la mthode dpend
des lments suivants :
forme et taille de la pice,
distribution ncessaire des paisseurs,
nombre de pices fabriquer,
type de matriau utilis,
exigences de la pice fnie en matire
daspect, tolrance dimensionnelle,
prcision des contours, etc.
installations, outils et accessoi-res
disponibles.
Le formage de PLEXIGLAS
GS et XT est
ralisable laide daccessoires simples
et donne de bons rsultats si le travail est
soign. Pour des travaux de formage plus
compliqus ou des sries plus importantes,
il existe sur le march des quipements
mcaniques, voir mme des systmes
commands par ordinateur.
Proprits PLEXIGLAS
GS 233/0F00
Non tir
Etirage
biaxial
70 %
Facteur
damlioration
Allongement la rupture
(+23 C) % 5,5 45 8
Rsistance la propagation des
fssures mm N/mm
2
0,8 4 5
Rsilience
(petite prouvette normailse) kj/m
2
12 30 2,5
Contraintes de corrosion
contre lisopropanol
contre le dithhylneglycol
MPa
MPa
11,5
20
32
40
2,1
2
Figure 12 : Amlioration des proprits mcaniques due ltirage biaxial
5 Mthodes de formage
2
1
2
2
CRFX
(
10
12
matriau est pais et que le rayon de
courbure est faible. Pour conserver une
bonne transparence mme dans la zone de
pliage, il faut choisir un rayon de courbure
aussi grand que possible.
Des aspects particuliers de forme peuvent
tre obtenus non seulement avec des
plaques lisses brillantes, mais aussi avec
des plaques de PLEXIGLAS
mates. Le
mat de surface des qualits PLEXIGLAS
SATINICE
SC et DC est maintenu lors
de presque tous les formages chaud,
grce leur structure coule. Par contre,
lutilisateur peut tirer divers avantages des
variantes extrudes: PLEXIGLAS
Satin Ice conserve la surface satine issue
de lintrieur , tandis que la structure
mate graine de PLEXIGLAS Gallery
AR peut disparatre jusqu devenir
brillante sur la zone de rchauffement,
ce qui permet des designs cratifs. Ces
comportements sont aussi valables pour le
formage chaud.
Langle de fexion ncessaire dtermine la
largeur de la zone de chauffage corres-
pondante. Gnralement, elle devrait
tre au minimum de trois fois cinq fois
lpaisseur de la plaque. Si la zone de
fexion est trop troite, il peut se produire
un allongement ou un tirage du matriau.
La rduction dpaisseur qui en rsulte
entrane une perte de qualit optique ainsi
quune baisse de la rsistance mcanique
de la pice (voir fgure 13a et 13b).
Une transition rgulire de la zone
chauffe dans la partie froide vite des
marches descalier . A cet effet, il est
ncessaire dintercaler un cran entre la
des pices. Le pliage se fait laide dun
gabarit plier ou sur un bord vif. Dans le
cas du pliage sur un bord, le matriau ne
peut tre fx quunilatralement. Cest la
seule manire dviter un tirage et donc
une forte rduction du matriau dans la
zone de fexion. De plus, larte du profl
de serrage doit tre arrondie de manire
ne pas entrer en contact avec la partie
chauffe de la plaque et ne pas engen-
drer dempreintes non souhaites (voir
fgure 15).
Le rayon de courbure doit au moins
correspondre au double de lpaisseur de
la plaque. Des rayons infrieurs entranent
des contraintes inadmissibles ainsi que des
replis dcrasement sur la face intrieure.
Sur toutes les matires plastiques transpa-
rentes, la fexion provoque invitablement
une perturbation optique sur les bords.
Elle est dautant plus apparente que le
La directive VDI-2008, feuille 1 donne un
aperu gnral des mthodes de base du
formage. Les dfnitions des diffrentes
mthodes correspondent la norme DIN
8580.
5.1 Formage par pliage
Le formage par pliage consiste replier
ou couder sur une ligne droite, ou encore
former par relaxation sur des gabarits
positifs ou ngatifs. La caractristique prin-
cipale de cette mthode est que lpaisseur
du matriau reste pratiquement identique
dans la zone chauffe avant et aprs le
formage.
Lors du pliage, la plus simple des
mthodes de formage, les plaques en
PLEXIGLAS
sont chauffes linaire-
ment, comme dcrit la section 3.2, puis
coudes ou plies, et maintenues dans la
forme voulue jusquau refroidissement
Figure 13a : Allongement excessif d une zone de
chauffe trop troite
Figure 13b : Replis dcrasement dus un rayon de
courbure trop petit
Figure 14 : Chauffage dune arte avec cran :
dfecteur (2) entre la plaque (1) et le radiateur IR
(3) en haut et en bas; support (4)
Figure 15 : Possibilit de correction de langle de
pliage : PLEXIGLAS
(1), gabarit de pliage (2), rgle
de serrage, chanfreine en bas (3), cale mobile (4),
bute de positionnement (5)
Figure 16 : Pliage avec rupture : environ 0,3 mm (1),
ruban adhsif (2)
5 Mthodes de formage
13
source de chaleur et la plaque (voir fgure
14).
En plus de la transition rgulire de
la zone chauffe du fan vers la zone
de froid, conseille pour obtenir un bel
aspect du pliage, la pice plie peut
prsenter dautres exigences contradictoi-
res. Ces exigences sont infuenables par
exemple par le contrle de temprature
des barres dappui et de serrage (sur
chaque ct des fls de chauffage), qui
sont disponibles sur certains dispositifs de
pliage, tels les bancs de chauffage.
Si le design prvoit volontairement un
pliage trs troit, celui-ci est obtenu
par une limite nettement dtermine de la
largeur des zones de chauffage, en refroi-
dissant les barres de serrage au moyen
dun fux deau froide (en particulier pour
la production en srie). Attention ! Il peut
en rsulter des contraintes de matriau, qui
peuvent provoquer la formation de fssu-
res, par exemple en prsence de solvants.
Si les pices plies sont prvues pour
un collage ultrieur, il faut donc plutt
chauffer les barres de serrage une
temprature situe entre 60 et 75 C, par
exemple laide des btons de chauffe
intgrs dans leur videment afn dviter
les fssures de contraintes.
La mmoire lastique propre toutes
les matires plastiques a des raisons
physiques. En fonction de la mthode de
formage choisie, langle de fexion peut
varier pendant ou aprs le refroidissement,
et ainsi diverger de la forme de loutil ou
de la forme voulue. Langle de fexion
varie dans le sens de la surface de la
plaque restant chaude le plus longtemps.
Ce qui veut dire que, si la face interne de
larc reste chaude plus longtemps, langle
va se refermer, tandis que si cest la face
extrieure, langle va souvrir. Il faut donc
savoir, que le matriau de loutillage de
pliage ou de refroidissement peut affecter
la bonne forme de la future pice. Des
prcautions adquates doivent tre prises
pour assurer lquilibre. (voir 4 dans
fgure 15).
La fdlit de la forme est amliore en
synchronisant le refroidissement des deux
surfaces de la plaque. Cela est ralisable
en couvrant dun textile ou de mousse les
pices qui doivent refroidir.
Les pices plies dont les ailes sont courtes
ont tendance, aprs le refroidissement,
se gauchir selon laxe de fexion ( effet de
sabre ). Les causes en sont la dilatation, le
retrait et les contraintes de fexion dans la
zone de fexion. Comme ces facteurs sont
dintensit variable, la divergence varie
aussi en fonction. Cette divergence, qui
peut atteindre plusieurs millimtres sur un
mtre de longueur, peut tre compense
par:
une courbure oppose sur la machine
plier et/ou
un rchauffement rapide de la totalit
du fan dans le four une temprature
de 70 80 C pour PLEXIGLAS
GS et
XT; La con trainte dans le matriau et
son effet de sabre sont rduits lors du
chauffage de la zone plier et enfn lors
du pliage.
Il est possible dobtenir des angles
intrieurs droits et des petits rayons de
courbure extrieurs par des chanfreins
entaills dans PLEXIGLAS
, en fraisant
dabord une rainure en V de 90 le long
du bord plier. Aprs le chauffage laide
dun bton chauffant ou dun fl chauffant,
lpaisseur rsiduelle de la plaque est plie.
La perte de stabilit de la pice fnie peut
tre amliore par un collage ultrieur
du chanfrein entaill. Une variante de
cette mthode (sauf pour les plaques en
PLEXIGLAS RESIST
) est le pliage avec
rupture (voir fgure 16) : aprs avoir
appliqu sur la face arrire de larte
plier une bande adhsive lastique sans
bulles et sans plis, une rainure en V dun
angle suprieur 90 est fraise jusqu
ce que lpaisseur du matriau ne soit plus
que de 0,3 mm et ensuite la plaque est
brise en la repliant vers lintrieur.
Ensuite les pices sont fxes selon langle
voulu et la fente rsiduelle est remplie
dACRIFIX
190 (colle reprise dans la
palette des accessoires). Le fuage de la
colle est amlior par un mlange de 3
5 % de DILUANT 32. Aprs prise de
la colle, la bande adhsive est retire et
larte extrieure ventuellement ponce.
Cette mthode sapparente largement
au collage, dcrit dans la section 2 des
Directives de mise en uvre Assemblage
de PLEXIGLAS
.
Au lieu de plier des pices fnies de trs
faible section, il est ventuellement plus
intressant dutiliser des profles extruds
adquats en granuls PLEXIGLAS
.
Le pliage froid nest pas possible pour le
verre acrylique. Les types de PLEXIGLAS
RESIST
75 ou 100 hautement rsilients
peuvent tout au plus tre plis froid avec
un angle suprieur au double de lpais-
seur de plaque. Ceci ne devrait rester
quune exception et nest pas recommand
car les proprits mcaniques et optiques
(coloration blanche) se dgradent.
Les plaques de PLEXIGLAS
GS et XT
autorisent cependant un cintrage froid et
peuvent tre montes avec serrage dans
cet tat de prcontrainte. Les rayons de
courbure froid minimaux admis, indiqus
ci-dessous, ne devraient pas tre dpasss
afn dviter des contraintes excessives du
matriau :
Types de PLEXIGLAS
Rayon de courbure froid minimum admis
(d = paisseur de plaque)
PLEXIGLAS
GS et XT
(y compris les sortes de substrats identiques,
tels que HEATSTOP, SATINICE, SOUNDSTOP,) d x 330
PLEXIGLAS
MIROIR XT d x 330
PLEXIGLAS
RESIST
45 d x 270
PLEXIGLAS
RESIST
65 d x 210
PLEXIGLAS
RESIST
75 d x 180
PLEXIGLAS
RESIST
100 d x 150
14
Dans le formage par posage, les plaques
en PLEXIGLAS
sont chauffes en tuve
ou laide de radiateurs infrarouges (voir
3.1 et 3.2) et ensuite poses sur des mou-
les positifs ou dans des moules ngatifs
(voir fgure 17). Les moules doivent tre
revtus dun tissu doux, par exemple de
tissus gants pour viter les empreintes
dans la pice fnie. On peut aussi viter les
empreintes en rglant des tempratures de
chauffage ou de formage aussi basses
que possible. Cela peut cependant infuen-
cer ngativement la fdlit de forme de
la pice fnie. Des rglettes de serrage
permettent dviter ce phnomne.
Les outillages de formage par relaxation
doivent par principe tre prchauffs
pour viter le gauchissement du fan et
permettre un refroidissement rgulier.
Ceci est galement amlior en recouvrant
la surface libre de la plaque dun textile ou
de mousse.
Le formage par relaxation est gnrale-
ment utilis pour des courbures monoaxia-
les de formes gnralement cylindriques,
et exceptionnellement pour des formages
sphriques avec courbure lgre. Il est
possible dutiliser comme serre-fan un
cadre qui maintient la totalit du bord de la
plaque et vite la formation de plis.
Sil est diffcile dassurer la fdlit de
forme de la pice avec des outillage
positifs (convexes vers le haut), en raison
du retrait du matriau, lexprience montre
que des outils ngatifs (concaves vers le
bas) permettent de meilleurs rsultats,
avec moins de diffcults.
Si des tubes en PLEXIGLAS
GS et XT ne
peuvent pas tre livres par les distribu-
teurs dans les dimensions souhaites, il
est possible de fabriquer des tubes partir
de plaques (formage de tubes). Il en
va de mme pour des tubes coniques ou
tronconiques en PLEXIGLAS
GS et XT.
Figure 18 : Formage dun tube laide dune plaque roule
Comme il se produit aussi un retrait lors
du chauffage, pour des raisons physiques,
il est prfrable de tester le formage dun
tube sur une bande. Attention: sur le
PMMA extrud, tel que PLEXIGLAS
XT,
le retrait de rchauffement est diffrent
sur la longueur et la largeur (voir fgure 2,
page 4).
Pour le formage de tubes, il faut savoir que
les extrmits svasent lgrement. Pour
obtenir un tube parois droites, il faut
donc raccourcir le tube aprs le formage,
et cest--dire que le fan de sortie soit
dune longueur un peu suprieure ce qui
est ncessaire.
Dans la pratique, il est diffcile de dter-
miner au pralable les effets du chauffage
et du retrait sur le diamtre souhait du
tube et de biseauter les extrmits du fan
pour le futur chanfrein en V de collage. Il
convient donc de prendre un fan un peu
plus grand, de manire ce que les extr-
mits se superposent aprs le formage au
diamtre voulu. Le trait de coupe seffec-
tue aprs le refroidissement, et sera suivi
du collage du chant assembler.
La fgure 18 montre le formage dun
fan rchauff, qui est enroul avec une
toile autour dun noyau. Cette mthode
prsente lavantage dobtenir ltat fnal
avec une seule opration de chauffage et
de formage.
Si cela nest pas possible, par exemple
cause des dimensions ou des quipements
disponibles, une autre mthode est envisa-
geable. Elle est prsente par la fgure 19
et convient pour les formages cylindriques
et coniques (cne creux). On chauffe
ltuve un fan correspondant lenve-
loppe de la pice et les deux chants de
raccord sont fxs dans un mme plan avec
des pices de maintien, sans se recouvrir
lun lautre.
Si besoin est, il est possible de corriger
les chants assembler aprs le refroidis-
sement, afn dassurer un joint de collage
propre. A cet effet, on utilisera des colles
ractives effet de remplissage comme
lACRIFIX
190.
Des informations dtailles sur le collage
sont reprises dans les Directives de mise en
uvre Assemblage de PLEXIGLAS
.
vFigure 17 : Formage par posage : plaque en PLEXIGLAS
(1), forme recouverte de tissu (2),
rglette de serrage (3)
5 Mthodes de formage
15
Figure 20 : Lettres formes sous pression en PLEXIGLAS
GS laide dun moule en aluminium et de plaque
de caoutchouc silicone
Afn dobtenir une rsistance fnale aussi
leve que possible du joint de collage,
damliorer le comportement long terme
de la colle durcie et dviter la formation
de bulles, qui peut se produire lors dun
second chauffage, il est bon de recuire la
pice (voir les Directives de mise en uvre
Usinage de PLEXIGLAS
, chapitre 8
Recuit).
Lors du chauffage ltuve afn de porter
la pice nouveau la temprature de
formage , la libration des forces de retrait
donne une forme tubulaire pratiquement
parfaite; pour PLEXIGLAS
GS trs
clairement et pour PLEXIGLAS
XT sous
certaines conditions. Plusieurs possibilits
pour la manipulation des tubes pendant
leur chauffage ltuve, sont dcrites
dans la section 5.7 Formage chaud des
btons et tubes .
5.2 Formage par compression
Le formage par compression est une
opration purement mcanique et est
notamment conseille
lorsque la srie nest pas suffsante pour
justifer le moulage par injection ou
lorsque de PLEXIGLAS
GS haut
poids molculaire doit tre utilis.
Dans le formage de PLEXIGLAS
GS
et XT par compression, cest surtout
lestampage qui est important. Ce
procd se caractrise par des pressions
relativement leves, en fonction du profl
destampage, de la forme des outils et
de la proportion du volume qui doit tre
chass pendant lopration. Il convient
en outre de tenir compte de la rsistance
au formage du matriau considr, faible
pour PLEXIGLAS
XT, et plus importante
pour PLEXIGLAS
GS.
Avant le formage proprement dit, on porte
normalement le fan en PLEXIGLAS
et
loutil de formage la temprature de
travail, afn dviter un refroidissement
prmatur pendant lestampage. En
particulier pour le traitement de pices de
qualit optique, il est conseill dutiliser
des outils en acier, qui se laissent polir sans
diffcults. Il est galement important que
lair puisse schapper aux points les plus
profonds du moule destampage.
Le refroidissement doit seffectuer
rgulirement, de tous cts, pour viter
les gauchissements et les contraintes dans
le matriau. Dans le cas de pices paisses,
le refroidissement est relativement lent,
en raison de la faible conductivit thermi-
que des matires plastiques. Pour gagner
du temps et mieux exploiter la presse, il
est conseill dutiliser plusieurs moules
verrouillables ou des moules multiples.
Figure 19 : Prforme pour la fabrication dun cne
creux : PLEXIGLAS
GS (1), pices de serrage (2)
16
Une variante de cette mthode est celle de
lestampage de lettres ou de symboles,
notamment pour le marquage de pices
plates. A cet effet, il sufft de chauffer le
poinon destampage une temprature
suprieure la temprature de formage et
ensuite de lenfoncer dans le matriau
froid .
Une mthode spciale pour la production
de pices en relief artes particuli-
rement vives, par exemple des lettres,
est celle du formage sous pression du
fan rchauff, laide dune plaque de
caoutchouc silicone (duret: Shore A60)
deux fois plus paisse que la profondeur
destampage dans un moule mtallique
ngatif (voir fgure 20).
Dautres possibilits de formage des sur-
faces de pices fnies par estampage sont
fournies, par exemple, par
des tles structures, ou trous, utili-
ses comme moule destampage,
des matriaux en mousse rigide, par
exemple ROHACELL
, utiliss comme
lments intercalaires la surface des
moules, ainsi quen mousses tendres
(par ex. mousse de polyurthane ou de
polyther), en procdant tout comme
pour lestampage avec des plaques de
caoutchouc en silicone,
dautres matriaux varis comme le bois,
le textile etc.
5.3 Formage par tirage sous
pression
Pour le formage par tirage sous pres-
sion, PLEXIGLAS
GS et XT sont forms
aprs chauffage, avec ou sans moule
ngatif, par un poinon ou un moule
positif. Contrairement ce que nous
avons dcrit jusquici, les plaques ne sont
pas fermement serres, mais maintenues
par un serre-fan ressorts: le matriau
peut fuer, de telle sorte que ltirage ne
concerne pas seulement la matire expo-
se, mais aussi les zones qui se trouvent
sous le serre-fan ressorts. Si la temp-
rature des outils est suffsante (environ
100 C), il est possible de produire des
pices dpaisseur presque rgulire. La
mthode ne permet pas dviter la forma-
tion dempreintes.
La fgure 21 montre, tire dexemple, le
procd appliqu une pice symtrie
de rotation. Les ventuelles empreintes,
dans ce procd, se trouvent essentiel-
lement sur la face intrieure. Pour viter
les empreintes de poinon, la surface du
poinon ne doit tre ni rugueuse ni polie,
mais satine.
Dans certains cas, le formage par tirage
sous pression avec poinon tranant que
nous venons de dcrire, est suivi dun
formage par souffage, avec cette fois-ci
un serre-fan ferm dans un outil ngatif,
dans lequel les empreintes de moule
se forment essentiellement sur la face
extrieure.
5.4 Formage par tirage
On entend par formage par tirage, le
formage de PLEXIGLAS
GS et XT
laide dun poinon, dair comprim ou
sous vide. Les plaques sont ainsi formes
avec ou sans outil oppos. Contrairement
au formage par tirage sous pression
(formage par tirage), o le matriau est
maintenu de manire lche par un serre-
fan ressorts, le matriau est fermement
bloqu dans le cas du formage par tirage
(par drapage). La dformation se limite
aux parties dgages du matriau. Suivant
la forme de la pice fnie, on peut donc
obtenir une rduction gnrale de lpais-
seur du matriau ou seulement limite par
zone.
Cela signife que la robustesse de la pice
correspond celle de la paroi la plus
fne et donc que les autres parties sont
surdimensionnes. Cet inconvnient peut
tre corrig par un pr-tirage pneu-
matique ou mcanique. On peut donc
utiliser des plaques dpaisseur initiale plus
faible. Comme paisseurs presque gales
signifent aussi degrs dtirage presque
gaux, la structure du matriau est presque
uniforme. Les valeurs de rsistance sont
donc similaires en tous les endroits de
la pice (voir section 4.1 Conditions
et comportement , modifcation de la
structure).
Le formage combinant plusieurs proc-
ds est si souple quil peut par exemple
rpondre des sollicitations suprieures de
zones de la pice fnie, par une augmenta-
tion ponctuelle de lpaisseur de la paroi.
Cette mthode runit gnralement le
formage par souffage ou aspiration et
le formage au poinon. Le fan chauff
est pr-tir puis form par souffage ou
aspiration. Toutes ces mthodes com-
bines, qui se pratiquent gnralement
sur des machines demboutissage, sont
dcrites de manire dtailles dans les
pages suivantes.
Le formage mcanique par souffage ou
aspiration est choisi en fonction du type de
la pice fnie et de ltat de surface recher-
ch. Un tirage mcanique au poinon
nest possible que lorsque la pice fnie ne
doit pas prsenter de gradins. Par contre
les mthodes pneumatiques conviennent
pour les formes les plus complexes, y
compris avec contre-dpouille.
Le formage chaud du fan chauff sef-
fectue lair comprim ou par le vide, en
fonction de chaque cas. Il existe des limites
au formage par le vide, car on dispose
pour le travail de formage dune pression
positive maximale dun bar correspondant
la pression atmosphrique. Pour des
pices fnies en PLEXIGLAS
GS, cela
ne sufft pas toujours pour obtenir un
formage correcte et net. Le formage par
le vide ne convient donc que pour tous les
types de PLEXIGLAS
XT et certains types
spciaux, par exemple PLEXIGLAS
GS
SW et PLEXIGLAS FREE FLOW
GS SW
destins aux applications sanitaires. Dans
la plupart des autres cas, la mthode par
air comprim est recommander, car elle
permet des forces de formage suprieures
et donne de meilleures conditions de
dformation.
Figure 21 : Emboutissage sans moule ngatif : serre-
fan ressorts (1), flire (2), poinon (3).
5 Mthodes de formage
3
1
4
5
2
17
Dans ltirage au poinon, le fan
rchauff est form par un poinon au
travers dune flire dtirage ou dune
plaque de contour, ou encore form sur un
outil positif dans lequel il est serr dans un
serre-fan. Dans la mthode du poinon
froid , la surface du fan touche en
premier lieu refroidit la premire, si bien
que cette partie du matriau ne peut
pratiquement plus tre tire. Il en rsulte
des pices fond pais et enveloppes
relativement minces, puisque cette partie
de la pice fourni lessentiel de ltirage.
Un contre-poinon ressorts peut encore
amplifer cet effet.
On obtient une distribution plus rgulire
des paisseurs lorsque le poinon est port
la temprature de formage: on vite un
refroidissement brutal, le matriau peut
fuer sur larte du poinon, si bien que
ltirage ne seffectue pas quuniquement
sur les cts de la pice. Pour permettre
un fuage rgulier, les artes du poinon
en contact avec la pice doivent tre trs
arrondies et recevoir un traitement laide
dun produit de dmoulage, dhuile de
silicone, de talc ou de PTFE pulvris.
Lorsquon emploie des poinons
dpouills, il faut savoir que lenveloppe
prsente une nette courbure dans la partie
infrieure, qui ne prend la forme de cne
que lorsque la profondeur demboutissage
augmente. Lorsquil est ncessaire davoir
une section tronconique droite, il faut
travailler avec un poinon plein contre
lequel le matriau peut venir sappliquer.
(Figure 22).
La mthode au poinon plein entrane
presque invitablement des empreintes sur
la pice, qui se remarquent surtout sur les
pices transparentes. On remplacera donc
souvent le poinon plein par un moule
squelette (voir section 7.1), pour viter ce
genre dempreintes.
Dans le cas dun tirage par souffage
ou aspiration sans contre-moule, le fan
chauff est serr et pouss dans une flire
ou un cadre par leffet de lair comprim,
ou aspir dans un caisson par le vide
(Figure 23).
On obtient des pices de bonne qualit
optique, car il ny a pas de contact entre la
surface du matriau et la paroi des moules.
Figure 24 : Exemples de formes de base et des contours latraux ainsi obtenus
Figure 23 : Souffage dune coupole lumineuse sans contre-moule
Figure 22 : Formage chaud avec poinon dpouill et poinon plein : PLEXIGLAS
(1),
poinon plein (2), poinon dpouill (3), flire (4), serre-fan (5)
h
]
d
d
S
2
S
1
h
0,
0,5
0,4
0,3
0,2
0,1
0 0,2 0,4 0, 0,8 1
S
2
]S
1
0,35]0,55
18
lumineuses. Ceci sapplique particulire-
ment lorsque le bord de serrage est utilis
ultrieurement comme bord de montage.
Les outils de formage peuvent tre
relativement simples. Pour le souffage, on
utilise une plaque de base stable avec un
cadre de serrage. Un joint de renforcement
assure une bonne tanchit. Des disposi-
tifs leviers mcaniques ou pneumatiques
sont utiliss pour serrer le fan chauff.
Leur nombre dpend de la taille de la
pice fabriquer, de la rigidit du cadre de
serrage, de la pression totale ncessaire et
de la rsistance de chaque lment. Voici
un exemple, tir de la pratique:
Pour une coquille de coupole lumineuse
normale de 3 6 mm dpaisseur en
PLEXIGLAS
XT, on obtient les conditions
suivantes:
Comme les pressions temporaires entre
la table de souffage et la coque de la
coupole ne peuvent tre seulement que
denv. 0,01 0,03 MPa, le cadre suprieur
de loutil de formage est suffsamment
protg contre le souffage , si sa
pression de maintien est calcule pour une
pression de souffage denv. 0,05 MPa
(0,5 kgf/cm2).
Pour une cote nominale donne de la
coupole ou de loutil de formage, on
peut donc calculer la force de maintien
des lments mcaniques ou pneumati-
ques de serrage dans la situation la plus
dfavorable, par exemple pour une pice
bord plan et plat, en utilisant la formule
suivante:
Un exemple:
Une coupole lumineuse de 2000 x 1000
mm a une surface nominale de 2 m2 et un
primtre de coupole de 6 m.
Figure 25 : Distribution dpaisseurs dune coque de coupole hmisphrique souffe
Il ne peut pas non plus se former dem-
preintes et le matriau ne peut pas subir
de refroidissement localis. Cette mthode
donne des pices surface en forme de
coupole. La forme se dfnit pratiquement
delle-mme partir de la forme du serre-
fan. La fgure 24 montre une slection de
quelques formes de base.
La hauteur ou profondeur est dfnie en
faisant varier la pression ou le vide. On
peut utiliser comme repre de hauteur,
un gabarit en matriau tendre et isolant
thermique, ce qui vite toute dtrioration
de la qualit optique de la pice forme.
Une autre possibilit est de rguler de
manire automatique la pression ou la
dpression, laide dune cellule photo-
lectrique ou dun capteur de proximit,
qui commandent lalimentation par une
vanne lectromagntique. Ce mode de
commande sans contact, lgrement plus
complexe, est surtout avantageux pour la
production en srie.
Si le fan chauff rgulirement est form
comme nous venons de le dcrire, on
obtient une distribution des paisseurs
qui est inversement proportionnelle la
profondeur dtirage. La fgure 25 illustre
cette donne lexemple dune coupole
hmisphrique souffe lair libre, avec
les mesures suivantes:
Lpaisseur du sommet se calcule comme
suit: partir de la hauteur de la coupole
et de son diamtre, on obtient le rapport
h/d = 0,35. A partir de cette valeur, on
tire sur laxe h/d une droite horizontale
jusquau point dintersection avec la
courbe. A partir de ce point dintersection,
on projette une perpendiculaire sur laxe
s2/s1. On obtient alors la valeur s2 s1 =
0,55, ce qui donne pour une paisseur de
plaque initiale s1 = 8 mm, une paisseur
sommitale s2 = 4,4 mm.
La prcision dimensionnelle et des
contours, cest--dire la reproductibilit du
formage par souffage ou dpression, sans
contre-forme, sont gnralement suff-
santes pour la plupart des applications, par
exemple pour la production de coupoles
Epaisseur de plaque s
1
=8 mm
Diamtre de la coupole d =1000 mm
Hauteur de la coupole h =350 mm
Flche monte env. 25 % de la
largeur nette ou du
diamtre net la
base de la coupole
Degr dtirage env. 16 %, biaxial au
znith
Epaisseur du
matriau
env. 75 % au znith
par rapport
lpaisseur initial de
la plaque
Temprature de
chauffage
150 160 C en
tuve ou par radia-
teurs infrarouges
F
H
= Force de maintien par
lment de serrage (N)
P
max
= Pression max. de souffage
(MPa)
A = Surface nominale (m
2
)
U
K
= Diamtre de la coupole (m)
L = Ecartement des lments de
serrage (mm)
F
H
=
P
max
A L 1000
U
K
5 Mthodes de formage
Cfes Face
Fond
0
0,1
0,2
0,3
0,4
0,5
0,1
0,2
0,3
0,4
0,1
0,2
0,3
0,4
0,5 d
1
d
0
d
1
d
0
d
1
d
0
d
1
d
0
200
7
0
0
,
2
5
0
,
2
0
0
,
1
5
0
,
1
0
0
,
0
5
19
Figure 26 : Distribution des paisseurs dune vasque de luminaire souffe avec dpouilles en PLEXIGLAS
GS
ou XT (d0 = paisseur initiale, d1 = paisseur fnale)
Figure 27 : Receveur de douche : moule positif et pice forme
On calcule donc quil faudrait une force de
maintien de 75 kN = 7500 N = 750 kgf
par lment de serrage, pour un intervalle
latrale denv. 450 mm. (Pour les formes
conseilles des surfaces de serrage, voir la
section 7.2.)
Pour le formage par souffage, il faut
veiller ce que lair comprim entrant ne
soit pas dirig directement sur le fan
chauff. Il se produirait des refroidisse-
ments localiss et donc des perturbations
optiques ou des dfauts de formage. Il
faut donc placer des tamis ou des tissus au
niveau de louverture des dfecteurs, afn
de dvier ou de subdiviser le fux dair.
Lors de la mise en place du fan chaud, il
est recommand, pour viter un refroidis-
sement intempestif, de chauffer aussi la
plaque de base ou de la recouvrir de tissu
ou dun matriau isolant, par exemple de
la mousse.
Dans le cas dun formage chaud sous
vide, les trous daspiration doivent tre
rpartis rgulirement dans le caisson pour
viter des refroidissements localiss dus
aux fux dair. Pour le formage de pices
de grande dimension, il faut connecter un
rservoir tampon en amont de la pompe
vide, afn de pouvoir aspirer aussi des volu-
mes mme importants le plus rapidement
possible.
Ltirage par souffage et dpression sur
moules ngatifs donne des pices formes
parois dpaisseur diffrente: suivant la
forme du moule, une partie du matriau
chauff entre trs rapidement en contact
avec la paroi de loutil et ne peut ensuite
plus stirer cause du refroidissement en
rsultant. Le reste du formage nest plus
possible qu partir des parties encore
libres. En prsence de dpouilles ou de
concavits extrmes, ces zones peuvent
connatre des degrs de formage trs
levs, et donc prsenter des parois trs
fnes. La fgure 26 illustre clairement ce
phnomne, lexemple de la distribution
des paisseurs dune vasque de luminaire
souffe avec dpouilles en PLEXIGLAS
GS ou XT.
Les degrs dtirage les plus levs
sont situs aux endroits qui sont le plus
loigns du centre du fan plat initial.
Une paisseur de paroi plus rgulire peut
sobtenir galement par un refroidissement
localis et command des zones dti-
rage maximal. Ceci requiert une grande
exprience. On ne peut plus former en
effet des angles vifs, sauf si on utilise
des outillages spciaux permettant des
pressions jusqu 15 bars. Avec des forces
de ce niveau, ltanchit des moules de
formage nest plus assure que par des
presses hydrauliques. La puissance nces-
saire pour un formage peut tre calcule
partir de la force de serrage ncessaire,
de la surface de base et de la pression
spcifque de souffage.
Dans ce procd, les outils de formage
doivent tre en fonte daluminium ou
en acier, et leur scurit suffsamment
calcule et contrle. Des vannes de
surpression devraient permettre dviter
toute surcharge. Pour obtenir des contours
nets, des canaux ou al sages dvacuation
doivent tre installs aux points extrmes.
2
a
6
5
4
1
7
c
3
b
a b c
5
4
3
1
2
20
Figure 28 : Vasque de luminaire : moule ngatif et pice forme
Figure 29 : Souffage dans un moule ngatif avec pr-tirage mcanique :
PLEXIGLAS
(1), bord dtanchit (2), poinon (3), cadre de serrage (4), moule ngatif (5), canaux
dvacuation (6), raccordement pneumatique (7)
Figure 30 : Aspiration dans un moule ngatif avec pr-tirage mcanique :
PLEXIGLAS
(1), poinon (2), cadre de serrage (3), moule ngatif (4), canaux daspiration (5)
Il est conseill de monter le couvercle ou
la plaque de base sur la table infrieure de
presse et loutil de formage sur le poinon.
De cette manire, on vite lencrassement
et la descente du fan chaud dans loutil de
formage.
Dans le formage chaud avec outils
positifs ou ngatifs, le principe est que
loutil positif ait la mme forme que la
pice fnie, tandis que loutil ngatif est
une copie moule de la pice (voir
fgures 27 et 28).
Le formage chaud par aspiration (par
le vide) dans un outil ngatif ne se
distingue pratiquement pas de la mthode
de souffage dont il vient dtre ques-
tion. Le couvercle de souffage peut tre
remplac par une bague ou un cadre de
serrage. Loutil et les lments de serrage
peuvent tre moins robustes, si bien que
lon peut se passer de presse hydraulique.
De la mme manire que pour les canaux
dvacuation dans le cas du souffage,
les alsages daspiration, dans le cas du
formage par le vide, doivent tre disposs
aux points les plus loigns. Par rapport
au souffage, le formage par le vide
prsente encore un avantage de nature
technique : comme toute la section de
dformation est pratiquement dgage, la
plaque serre peut tre chauffe laide
de radiateurs infrarouges. Cela seffectue
gnralement laide de panneaux plats,
qui sont dplacs ou basculs au dessus
de loutil ou de la machine de formage.
Avec les outils ngatifs, la prcision et les
empreintes doutils se trouvent sur la face
dutilisation.
Le formage par souffage dans un outil
ngatif avec pr-tirage mcanique
prsente lavantage de pouvoir fabriquer
des pices dpouille (fgure 29). Pour
obtenir des rapports dtirage levs, il
est possible de laisser glisser le matriau
chauff, lors de ltirage, travers un
serre-fan ressorts, tout comme pour le
formage par traction sous pression dcrit
la section 5.3. Le matriau de plaque
chauff est pr-tir par le poinon puis
mis en forme fnale par air comprim.
Dans ce cas, on tire dabord les parties
latrales, puis celles qui reposent sur le
poinon. De cette manire, on obtient une
paisseur de parois quasiment rgulire. La
distribution des paisseurs dpend du pr-
tirage par le poinon. Les outils, et sur-
tout le poinon, doivent tre bien chauffs,
pour ne pas entraner de problmes dus au
refroidissement.
Le droulement des oprations, dans le
souffage sur un outil ngatif avec pr-
tirage mcanique, est le suivant (voir
fgure 29):
a) Position initiale
b) Pr-tirage mcanique
c) Formage fnal lair comprim,
avec successivement:
chauffage des fans en PLEXIGLAS
,
installation dans loutillage et blocage
par serre-fan fxe ou ressorts,
tirage et fermeture du moule la fn de
cette phase avec le serre-fan,
formage fnal lair comprim,
5 Mthodes de formage
8
7
5
4
3
2
1
2 3 1 4 5 6 7
b a c
21
Figure 31 : Aspiration sur un moule positif avec pr-tirage mcanique : PLEXIGLAS
(1), cadre de serrage
(2), tube dappui (3), moule positif (4), chssis du moule (5), canaux daspiration (6), raccordement de la
pompe vide (7)
Figure 32 : Schma dune emboutisseuse : Armoire de commande (1), Poinon suprieur (2), Chauffage
suprieur (3), Cadre de serrage (4), Plaque (5), Chauffage infrieur (6), Table outil avec moule (7), Air
comprim (8), Pompe vide (9)
Figure 33 : Comparaison entre une emboutisseuse et une station de formage
refroidissement env. 60 70 C,
dmoulage.
Pour le formage par aspiration dans un
moule ngatif avec pr-tirage mca-
nique, les mmes principes que pour le
formage par souffage sont applicables.
La faible diffrence de pression de max. 1
bar nautorise cependant que le travail de
pices simples sans dpouilles importantes.
La fgure 30 illustre le droulement des
oprations
a) Position initiale
b) Pr-tirage mcanique
c) Dmoulage par aspiration (sous vide).
Ltirage par souffage ou aspiration
sur outils positifs se situe du point de
vue du procd trs prs du formage sur
outils ngatifs. La forme exacte de loutil
se trouve dans ce cas sur la face cache,
cest--dire que la face utile ne reoit pas
dempreintes. Dans ce cas galement,
les endroits les plus fns se forment sur
les surfaces et les cts de la pice fnie,
tandis que dans le cas des outils ngatifs,
elles se forment sur les artes et les bords.
Le choix du procd utilis est dtermin
au cas par cas, en fonction des exigences
satisfaire pour la pice fnie.
Par rapport ltirage dans un outil nga-
tif, laspiration sur outils positifs avec
pr-tirage mcanique prsente lavan-
tage que loutil sert simultanment de
poinon pour le pr-tirage. De plus, il ne
peut se former dempreintes que sur une
seule face. Le droulement des oprations
est le suivant (voir fgure 31):
a) Position initiale
b) Pr-tirage mcanique
c) Dmoulage par aspiration (sous vide).
Lorsque les forces de dpression ne
suffsent pas, le mme formage peut
seffectuer lair comprim. Dans les deux
cas, il faut veiller chauffer correctement
les outils (voir section 2.1), et placer les
canaux daspiration ou dvacuation aux
bons endroits dans les moules.
Emboutisseuse Station de formage
Avantages Chauffage suprieur et infrieur
Emploi universel
Commande des oprations de formage
Rgulation thermique prcise
Cadences rapides
Automatisation ventuelle du chargement
et dchargement
Acquisition conomique
Possibilit de construction soimme
Adaption aux conditions
Inconvni-
ents
Acquisition onreuse
Rglages longs en cas de changement
frquent doutils
Outillages gnralment restreints
Commande manuelle ou faiblement
automatise
22
Figure 34 : Droulement du formage chaud dun bac de douche dans une emboutisseuse
a : Flan serr en PLEXIGLAS
GS SW
b : Pr-souffage
c : Aprs formage par le vide
d : Dchargement de la pice forme
5.5 Formage chaud sur emboutis-
seuse sous vide
Toutes les mthodes de formage dcri-
tes ci-dessus peuvent galement tre
appliques toutes les plaques de type
PLEXIGLAS
GS et PLEXIGLAS
XT sur
des emboutisseuses, galement appeles
machines de thermoformage ou de
formage par le vide. Contrairement des
stations de formage isoles, les emboutis-
seuses sont des machines demploi univer-
sel, qui prsentent lavantage de pouvoir
automatiser lensemble des oprations
et donc de produire des objets toujours
identiques.
Presque toutes les emboutisseuses
sous vide sont quipes dun chauffage
suprieur, et souvent aussi dun chauffage
infrieur. Les radiateurs infrarouges sont
rguls par une armoire de commande,
individuellement ou par groupes, afn
dobtenir la puissance de rayonnement
voulue. et la rpartition de temprature
des plaques est adapte la gomtrie de
la pice. Selon la version, la temprature
la surface de la pice peut tre mesure
laide dun pyromtre de rayonnement
infrarouge sans contact, gnralement
intgr au chauffage suprieur. Si ce type
de mesure nest pas possible, la tempra-
ture de la plaque peut tre commande par
la dure de chauffe.
Le raccordement pneumatique permet
ventuellement dappliquer un pr-
souffage la plaque avant larrive de la
table avec les outils. On obtient ainsi une
distribution plus rgulire des paisseurs,
particulirement en cas doutillages pro-
fonds. Grce la commande automatique,
la hauteur de souffage est identique
chaque opration de formage. Le dmou-
lage peut seffectuer sous vide.
Le poinon suprieur peut tre utilis
comme
porte-outils,
support de dispositifs de pr-tirage
mcanique (par ex. dfecteurs), ou
comme support doutils supplmentai-
res, par exemple pour un poinonnage
de fnition ( partir du dessus sur la
pice forme).
Lordre des oprations et le droulement
de la squence de travail peuvent tre
5 Mthodes de formage
23
Figure 35 : Droulement du formage chaud dune valise dans une emboutisseuse
a : Flan serr en PLEXIGLAS
XT
b : Pr-souffage
c : Aprs formage par le vide
d : Dchargement de la pice forme
automatiss grce aux dispositifs de
commande, afn dobtenir des conditions
reproductibles:
Temps de chauffage et tempratures de
formage
Pr-tirage pneumatique (hauteur de
souffage)
Temporisation du vide
Dure dapplication du vide
Temps de refroidissement
Oprations de dmoulage
Les fgures 34, 35 et 36 montrent
lexemple de ce formage courant sur une
emboutisseuse, le formage chaud des
plaques massives en PLEXIGLAS
GS SW
(receveur de douche), en PLEXIGLAS
XT (valise) et en PLEXIGLAS RESIST
(caisson mural).
Dans certains cas, par exemple des pices
de forme complexe, il est utile dinstaller
des plaques darrt sur le poinon
suprieur de lemboutisseuse. (brevet
allemand Rhm DE-A 3516467). De ce
fait, on obtient la fois une limitation en
hauteur et donc une forme plus large de la
bulle souffe, ce qui facilite lapproche de
loutil de formage et assure une meilleure
rpartition de lpaisseur (voir fgure 37).
Les emboutisseuses qui sont quipes dun
mcanisme de serrage en deux temps
(brevet allemand Rhm DE 3410550C
2) et un cadrede serrage rgulation
thermique ont un autre avantage. Elles
garantissent un bord de serrage sans
dformation lors de la fabrication de pices
formes.
En effet, avec les mthodes courantes de
formage chaud, le bord de serrage de
la plaque peut se dformer de manire
incontrle pendant le refroidissement.
Ceci est d aux diffrences de tempra-
ture entre la zone de serrage et la zone
dgage de la plaque, ainsi quaux retrait
thermiques limits et la dilatation .
Le serrage en deux temps permet par
contre une dilatation thermique largement
libre du cadre de serrage, car dans un
premier temps, au dbut du chauffage,
le fan nest que faiblement maintenu par
le cadre. De plus, le cadre rgulation
thermique rchauffe le bord de serrage
et rduit ainsi la diffrence de tempra-
ture par rapport la zone libre, qui est
rchauffe par les radiateurs infrarouges.
24
Abb. 36: Droulement du formage chaud dun caisson mural dans une emboutisseuse
a : Flan serr en PLEXIGLAS RESIST
b : Pr-souffage
c : Aprs formage par le vide
d : Dchargement de la pice forme
Ce nest que dans un deuxime temps,
lorsque le fan est largement dtendu juste
avant datteindre la temprature de for-
mage, que le serrage dfnitif se produit.
Voici les tempratures de cadre de serrage
qui se sont dj montres favorables :
5.6 Formage chaud sur presse
Pour le formage de fans en PLEXIGLAS
GS et PLEXIGLAS
XT, on utilise fr-
quemment des presses comme station de
formage spare. Le chauffage pralable
des fans seffectue gnralement un
autre endroit.
Pour le formage de grandes pices et pour
des souffages de hauteur leve, il peut
tre ncessaire dappliquer des forces de
serrage ou de formage considrables, que
les emboutisseuses, cest--dire des machi-
nes former par le vide, ne peuvent plus
fournir. Il faut alors utiliser des presses de
puissance adquate. Il sagit gnralement
dinstallations hydrauliques, mais dans cer-
tains cas aussi dinstallations mcaniques.
En principe ce sont des presses dutilisation
universelle, car elles acceptent une grande
varit doutillages. Elles conviennent
surtout pour des gammes de travail et
des procds changeant trs frquem-
ment, et permettent, contrairement aux
emboutisseuses, presque nimporte quelle
modifcation des fans. Dautres avantages
des presses hydrauliques dcoulent de leur
type de construction :
Table de presse mobile avec pressions
leves
Poinon mobile pour pressions leves
Tampon pneumatique ou hydraulique
sur la table et/ou sur le poinon
Alimentation supplmentaire de la table
et du poinon en air comprim/vide
Possibilit de chauffage dans la presse
grce des panneaux radiants infra-
rouges mobiles ou basculables
Tables de presse divisibles, ce qui signi-
fe que les diffrents panneaux de la
table peuvent tre manipuls ensemble
ou sparment.
PLEXIGLAS
GS: 80 C
PLEXIGLAS
XT: 75 C
5 Mthodes de formage
2
3
1
1
2
3
1
3
4
5
2
6
7 8
25
La force maximale de presse dpend de la
taille de la pice former et du procd
de formage. Pour des tables de 3000
mm x 1000 mm, par exemple, cette
force est de 1000 2000 kN. La hauteur
manomtrique devrait tre commande
par un limiteur de pression automatique
(manostat). Pour obtenir un formage
aussi rapide que possible, il est conseill
dutiliser un systme hydraulique double
pression. Le systme basse pression sert
fermer rapidement la presse, tandis que le
second fournit les pressions de serrage et
de formage ncessaires.
Pour la fabrication en srie, le processus de
formage devrait tre automatis.
Figure 38 : Chauffage debout : Support (1), Tube
de PLEXIGLAS
(2), Mandrin de centrage (3)
Figure 39 : Chauffage suspendu avec disques de
centrage : Disque de centrage perc et non fx (1),
Tube en PLEXIGLAS
(2), Disques de centrage avec
suspension (3)
Figure 40 : Chauffage suspendu avec manchon de
maintien : Vis flete avec illet de suspension (1),
Tube en PLEXIGLAS
(2), Manchon de maintien
en forme de cloche (3), Bloc de caoutchouc coll
sur la rondelle de serrage (4), Rondelle de serrage
flete(5), Fixation (6) : lche (7), serre (8)
Tant quil ne sagit pas de formage
purement pneumatique, des outils
hydrauliques pour le formage proprement
dit sont ncessaires en plus du mcanisme
hydraulique de la table. Ces outils peuvent
se monter sur la table ou sur le poinon.
Figure 37 : Pr-souffage contre une plaque darrt
A
A
1
2
26
5.7 Formage chaud des btons et
tubes
On appelle cintrage sans appui (cintrage
libre) de tubes en PLEXIGLAS
GS et
PLEXIGLAS
XT le coudage de tubes sans
utiliser de soutien interne ou externe des
parois, donc sans remplissage interne ni
gabarit de fexion externe.
Pour le chauffage en tuve, le transforma-
teur a le choix entre trois possibilits pour
fxer la section de tube :
Debout sur un support lisse ou sur un
mandrin de centrage, si la longueur du
tube nest pas beaucoup plus grande
que son diamtre et que lpaisseur
nest pas trop faible (voir fgure 38).
Suspendu avec des disques de
centrage aux deux extrmits, si les
tubes sont de paroi paisse et que leur
longueur ne dpasse pas trois fois leur
diamtre (voir fgure 39).
Suspendu avec un manchon de main-
tien en forme de cloche lextrmit
suprieure, si le tube est trs long et
paroi trs mince (voir fgure 40).
Le rayon de cintrage minimal dpend du
diamtre du tube (d) et aussi de lpaisseur
de la paroi. Le tableau ci-dessous fournit
des valeurs indicatives sur les rayons de
courbure minimaux possibles pour le
cintrage de tubes en PLEXIGLAS
entre
10 et 60 mm de diamtre extrieur. Tant
que vous ne descendez pas en dessous de
ces rayons, la section circulaire du tube ne
sera que trs faiblement ovalise. Dans le
cas de rayons suprieurs, cette dforma-
tion est cause par la contrainte de traction
applique sur larc extrieur, laquelle
soppose une contrainte de compression
au niveau de larc intrieur. Si lon dpasse
une certaine limite de pression, le tube
peut mme se pincer.
Ces valeurs exprimentales signifent, pour
les tubes en PLEXIGLAS
XT, que lcart
de temprature pour le chauffage est
trs troit, si bien que les donnes doivent
tre dtermines dans les conditions
relles de chauffage.
Pour les travaux ncessitant une grande
prcision angulaire, on utilisera un gabarit
ou un calibre. Il convient de calculer
langle en tenant compte que langle form
par le tube a tendance souvrir lgre-
ment au moment du refroidissement (voir
section 5.1).
Pour le cintrage de tubes, dont le rayon
doit tre infrieur, il est conseill de
former chaud deux demi-coques en
matriau et de les coller ensemble. Ce pro-
cessus est particulirement recommand
pour les pices de grandes dimensions.
On obtient un formage prcis en utilisant
la mthode du formage chaud avec
appuis extrieurs des parois, sur larc
intrieur ou extrieur, laide dun gabarit
de cintrage, qui empche lovalisation de la
section du tube (voir fgure 41).
Pour viter le pincement, dj mentionn
ci-dessus, il est galement possible de
cintrer avec un appui intrieur. Lutili-
sation par exemple de sable, de pltre, de
chaux ou dautres matriaux pulvrulents,
courante dans le cintrage de tubes mtal-
liques, nest pas possible pour les tubes
transparents, car on obtient une opacif-
cation intempestive de la paroi intrieure.
Pour lappui interne des tubes, seuls des
matriaux affectant le moins possible
le brillant du tube peuvent tre utiliss.
Exemples dappui intrieur :
Joint de caoutchouc rond,
Spirales mtalliques couvertes de
caoutchouc ou
Tuyaux multiples en caoutchouc.
Ces appuis internes lastiques peuvent,
aprs le cintrage chaud et le refroidisse-
ment des tubes en PLEXIGLAS
, se retirer
facilement du coude sils ont t lgre-
ment talqus lavance.
Une condition essentielle est que les
appuis correspondent exactement au
diamtre intrieur du tube. Gnralement,
cela permet de rduire encore dun tiers le
rayon de courbure minimal, qui peut tre
atteint en cintrage sans appui (voir tableau
ci-dessus). Cependant, , il faut ventuel-
lement prendre en compte des empreintes
trs marques sur le ct intrieur du
coude.
Enfn, on peut galement essayer dutiliser
un tube de diamtre infrieur celui qui
est ncessaire, mais paroi plus paisse,
puis de souffer ce tube dans un moule
creux en deux parties prsentant la mesure
du coude voulue (voir plus loin Elargisse-
ment lair comprim).
Un mode de formage de tubes peu courant
mais ralisable est le mandrinage et
le frettage de tubes : dans ce type de
fxation, qui concerne principalement
PLEXIGLAS
GS, et dans une moindre
mesure PLEXIGLAS
XT, une des extr-
mits du tube est porte la temprature
de formage par embotement, puis
mandrine, cest--dire que son diamtre
est largi, pour tre enfle sur le second
tube. Le mandrin peut tre en bois dur,
en mtal ou en plastique. Il sera peut tre
diffcile de retirer le mandrin aprs le
refroidissement, mais en le chauffant avant
de travailler, lopration sera plus facile.
Figure 41 : Formage chaud dun tube de PLEXIGLAS
GS / XT dans un gabarit de cintrage : Appuis
latraux (1), Coupe A A (2).
Diamtre du tube
(mm)
Rayon minimal de
cintrage admis
(mm)
10 80
20 100
30 120
40 150
50 190
60 250
5 Mthodes de formage
27
Le frottement important entre la paroi
intrieure du tube et le mandrin limite les
possibilits dlargissement du diamtre.
Il peut cependant tre agrandi de trois
fois lpaisseur de la paroi. La profondeur
dvasement (longueur du mandrin) est de
lordre de 1,5 fois le diamtre du tube.
Le frettage permet ensuite dobtenir des
liaisons trs ajustes: le tube largi est
plac sur un tube qui a conserv sa section
dorigine et il est chauff localement par
un jet dair chaud, de manire subir un
retrait.
Cette mme mthode peut tre utili-
se pour dautres corps. Le primtre
du noyau ne doit pas tre infrieur au
primtre intrieur initial. Comme les
tubes fretts prsentent des contraintes
leves, laction de fuides agressifs peut
entraner des fssurations. Le recuit est ici
absolument indispensable pour rduire les
contraintes (voir les Directives de mise en
uvre, Usinage de PLEXIGLAS
, section
8 Recuit).
Dans certains cas, des tubes de section
rectangulaire sont ncessaires. Ils peuvent
tre forms en largissant les tubes
laide dun dispositif carteur. On utilise
essentiellement cet effet des tubes en
PLEXIGLAS
GS qui, aprs avoir t
ports la temprature de formage,
peuvent tre largis pour prendre une
forme cylindrique ou conique laide dun
dispositif carteur mcanique.
Llargissement de tubes lair com-
prim correspond au formage par traction
dans un outil ngatif et est surtout utilis
pour la fabrication de tubes coniques ou de
tubes section variable et non circulaire.
Ici aussi, lpaisseur de la paroi diminue
avec laccroissement du degr dtirage.
Si la section reste identique sur toute la
longueur, il est possible de raliser un
largissement jusqu deux ou trois fois le
diamtre initial (voir fgure 43).
Les outils utiliss doivent pouvoir suppor-
ter les pressions de formage appliques.
Pour des pices complexes, les moules
doivent tre chauffs. En fonction du dia-
mtre des tubes, on utilisera des dispositifs
particuliers de serrage et dtanchit (voir
section 5.1). Lors de la mise en place, les
tubes chauffs doivent tre lgrement
sous contrainte dans le sens de la longueur,
afn dviter un effondrement des parois
Figure 42 : Outil de formage pneumatique pour tube coud
Figure 43 : Moule de formage pour llargissement pneumatique de tubes
28
placer un isolant entre les pices ; cette
mthode est gnralement conseille
pour les pices parois paisses (fgure
46).
Figure 44 : Stockage libre et plat des pices
Figure 45 : Stockage libre et avec poids des
pices formes
Figure 45 : Stockage libre et avec poids des pices
formes
ou une fexion des tubes. Sur les tubes
longs, il est recommand de construire
loutillage de telle sorte que le tube
chauff soit suspendu verticalement dans
le moule. Dans le cas contraire, il peut en
rsulter des dformations, ou les parois des
tubes collent fermement lune lautre,
surtout avec les tubes de PLEXIGLAS
XT.
Les btons ronds et rectangulaires en
PLEXIGLAS
GS et en PLEXIGLAS
XT
sont forms comme des tubes, laide
dappuis extrieurs. Le formage se limite
gnralement au cintrage ou au coudage.
Pour les btons profls de section carre
ou rectangulaire, les mmes recommanda-
tions que pour les plaques sont applicables.
Les sections circulaires se comportent
comme des tubes avec appui intrieur. Ici
aussi, il faut choisir des rayons de courbure
aussi grands que possible pour viter les
perturbations trop intenses dans la zone
de fexion. Si les btons rectangulaires de
PLEXIGLAS
doivent tre tourns/torsa-
ds chaud dans laxe de la longueur, il est
avantageux de le faire sur un banc de tour
entre le mandrin de serrage et la poupe.
De temps en temps, on a besoin pour
certaines applications de btons ronds
tirs en PLEXIGLAS
GS, par exemple
pour la fabrication de rivets. Un bton rond
est port temprature de formage et est
plac par exemple sur un banc de tour. Le
bton est ensuite tir monoaxialement
entre le mandrin et la poupe pour donner
un allongement maximal de 70%.
6 Refroidissement
Pendant le refroidissement, les pices
formes en PLEXIGLAS
GS et en
PLEXIGLAS
XT restent serres et
soumises laction des forces de formage,
jusqu ce que la pice ait acquis une
stabilit dimensionnelle suffsante. Cest
le cas lorsque le matriau est retomb en
dessous des valeurs suivantes :
Il est important que la pice ait atteint
cette temprature si possible sur len-
semble de sa section.
Le refroidissement doit tre rgulier, afn
de minimiser les contraintes de refroidis-
sement. Comme les pices paisses ne
refroidissent que lentement, du fait de
la faible conductivit thermique du verre
acrylique, il est conseill aprs le dmou-
lage de les recouvrir de tissus doux ou
dautres isolants thermiques adapts cha-
que cas, afn dviter les effets de courants
dair et dobtenir un rsultat comparable
celui dun recuit.
Lors du refroidissement, la pice se
rtracte aprs avoir connu une dilatation.
Il ne faut pas entraver ces modifcations
dimensionnelles, afn dviter les contrain-
tes dans le matriau. Dans la mesure o
le retrait de la pice forme sur le moule
peut provoquer des contraintes, il est
conseill de dmouler la pice ds quelle
a atteint sa stabilit dimensionnelle, cest-
-dire ventuellement mme un peu avant
davoir atteint les tempratures indiques
ci-dessus. Pour PLEXIGLAS
il existe un
gros risque de dchirure des pices for-
mes, lorsque les contraintes produites par
un refroidissement prolong sur le moule
sont trop leves.
La prcision et la planit de la pice aprs
son dmoulage peut tre favorablement
infuence par le choix de la mthode de
refroidissement, en fonction de la nature et
de la forme de la pice. Par exemple par :
Placement sur des supports plans
offrant une faible surface dappui et des
conditions daccs identiques de lair
ambiant, afn dassurer un refroidisse-
ment rgulier et sans gauchissement.
Cette mthode est le plus frquemment
utilise pour les pices formes peu
compliques (fgure 44).
Placement libre sur une surface plane en
matriau isolant avec serrages localiss
ou installations de poids, afn demp-
cher un gauchissement spcifque la
forme aprs le refroidissement. Des
exemples dutilisation sont les vasques
de luminaires et les bacs de douches,
les coupoles znithales et le caissons de
publicits lumineuses (fgure 45).
Placement des pices formes sur un
support isolant et protges par des
couvertures isolantes pour assurer un
refroidissement lent et rgulier. Si les
pices peuvent tre empiles pour
le refroidissement, il faut galement
PLEXIGLAS
GS: env. 70 C
PLEXIGLAS
XT: env. 60 C
6 Refroidissement
29
Figure 47 : Events sur un moule de formage
7 Outillage
7.1 Outils de formage
Le formage de PLEXIGLAS
GS et de
PLEXIGLAS
XT peut se faire laide
doutils simples. Pour la fabrication doutils
de formage, on peut utiliser du bois, des
matriaux stratifs, des mtaux ou de la
rsine couler. Les lments dterminants
dans le choix sont les suivants :
Sollicitation mcanique,
Dure de vie ncessaire,
Stabilit dimensionnelle,
Conductivit thermique,
Aptitude lusinage,
Poids et
Cots du matriau et de la fabrication.
La sollicitation mcanique est trs leve
dans le cas dun tirage pneumatique sur
moules ngatifs. Dans ce cas, les outils
sont gnralement fabriqus en acier ou
en aluminium, et doivent tre dimension-
ns et tests en fonction de chaque sollici-
tation. Pour des sollicitations moindres, on
peut utiliser des rsines couler, et pour
des formages simples par relaxation sans
sollicitations mcaniques particulires, les
moules peuvent tre en bois ou en matire
plastique.
La dure de vie des outils est dtermine
par le nombre de pices former et par
les diffrentes sollicitations mcaniques et
thermiques.
Le mode de formage, positif ou ngatif,
dtermine les tolrances dimensionnelles
du moule. Lors du refroidissement de
PLEXIGLAS
GS et XT le coeffcient ther-
mique lev du verre acrylique occasionne
une contraction importante. Les outils
de formage doivent donc tre construits
avec une surdimension adquate. Suivant
le matriau du moule, la contraction
atteint de 0,5 % 0,8 %. Ces valeurs de
contraction doivent tre ajoutes la taille
du moule en sus de la dimension nominale
de la pice former.
Pour mieux dmouler les pices, les mou-
les positifs doivent possder une dpouille
de dmoulage de 1 3, en fonction
de la hauteur de la pice. Pour les moules
ngatifs, cette mesure nest gnralement
pas ncessaire, car le refroidissement sufft
dtacher la pice du moule.
Dans la description des diffrentes temp-
ratures de formage (voir section 2.1), nous
avons dj indiqu que les tempratures
de formage ncessaires peuvent varier
en fonction des procds utiliss. Pour
contrler prcisment les phnomnes
thermiques dans les moules en mtal
(conductivit thermique), il est possible de
prvoir des conduits de chauffage ou de
refroidissement.
La qualit de surface de la pice fnie est
affecte non seulement par la tempra-
ture de formage choisie, mais aussi par
la surface du moule. Cest pourquoi les
surfaces doivent tre rectifes proprement
et polies (pas de poli brillant) sil existe
un contact direct entre le fan et loutil de
formage. Si le matriau ne le permet pas,
on peut utiliser des vernis ou des rsines
couler, qui peuvent tre poncs et polis.
Sil se forme des poches dair entre le
moule et la pice durant le formage, il
faut prvoir des ouvertures dvacuation.
Leurs dimensions doivent tre trs petites
(diamtre de 0,5 1,0 mm), pour viter les
traces sur la pice moule. Pour liminer
plus rapidement la poche dair, les vents
peuvent tre alss un diamtre sup-
rieur par larrire du moule (voir fgure
47).
Les moules en bois conviennent pour des
petites sries et pour de faibles sollicita-
tions en cours de formage. Les outils de
petites dimensions sont fabriqus en bois
massif, tandis que les grands, offrant des
surfaces de rvolution (formes coniques ou
cylindriques), sont en panneaux de fbres
ou en contre-plaqu. Si les sries sont plus
importantes ou si les sollicitations sont
suprieures, il est recommand dutiliser
des stratifs. Comme la surface poreuse
du bois peut laisser des empreintes la
surface de la pice, elle doit tre enduite
et ponce, ou encore mieux, revtue dun
tissu doux.
Les outils en bois sont conomiques la
fabrication, peuvent facilement se rparer
et se modifer. Pour les pices uniques et
les petites sries, leur faible conductivit
thermique constitue un avantage. Les
inconvnients sont leur faible rsistance
mcanique et leur tendance au gauchisse-
ment et la rupture.
Les moules en PLEXIGLAS
GS ne
peuvent tre exposs que brivement aux
tempratures de formage du fan et aux
charges mcaniques de formage. Lutilisa-
tion de PLEXIGLAS
GS est utile lorsquun
moule transparent est ncessaire, par
exemple, pour visualiser des processus de
formage complexes, dans le cas dtudes
7 Outillage
Example 1 Carfer de phono
Example 2 Casson
Example 3 Boife
30
7 Outillage
Figure 48 : Diffrents exemples de moules squelette
ou de petites sries prototypes. La faible
conductivit thermique ne provoque
pas de refroidissement trop rapide, mais
la surface spculaire peut provoquer
linclusion de poches dair qui affectent le
fni optique.
Les moules en mtal sont soit couls, il
sagit la plupart du temps dalliages dalu-
minium, soit constitus de deux coquilles.
Les moules mtalliques sont rservs aux
grandes sries. Un poli brillant peut entra-
ner la formation dempreintes sur la pice
(piqres). Il vaut mieux un fni satin.
Les avantages des moules en mtal sont :
Grande prcision et haute qualit de
surface,
Contrle de la temprature de surface
par lintgration dlments chauffants,
Acclration du refroidissement grce
lintgration de conduites de refroidis-
sement et
Longue dure de vie en gnral.
En plus des outils de formage massifs,
offrant des surfaces pleines, il est possible,
pour fabriquer des pices formes simples
en matriau transparent et de bonne
qualit optique, dutiliser des moules
squelette. Le squelette se compose de
tubes, de btons ou de plats mtalliques
qui forment les artes du volume, les sur-
faces entre les lments porteurs restant
libres. Le matriau port a temprature
de formage sappuie sur le squelette et les
autres surfaces restent sans empreintes.
La fgure 48 montre quelques schmas
de moules squelette. En fonction des
dimensions du fan, on peut obtenir des
formes avec angles droits, mais aussi des
fans avec angles variables (voir exemple 2
de la fgure 48). On obtient un bel aspect,
une planit et un maintien de lpaisseur
initiale de la plaque sur la partie plane de la
pice lorsque, pour le chauffage au moyen
de radiateurs infrarouges, cette surface
marque de ------- (dans lexemple 3 de
la fgure 48) est recouverte, par exemple,
dune tle daluminium pendant le chauf-
fage. Lemboutissage ne se fait alors qu
partir des zones adjacentes du fan.
Les moules en rsine synthtique cou-
ler sont principalement fabriqus partir
de rsines poxydes. Leur avantage est
que, aprs coulage, lusinage est superfu
ou minime. Les mesures suivantes sont
conseilles pour le travail avec ces rsines
couler :
Ajout de charges de remplissage pour
rduire les cots,
insertion de renforts, par exemple des
lamins en tissus de fbre de verre, pour
amliorer la rsistance et
ajout de poudre mtallique, par exemple
de la poudre daluminium, pour
augmenter la conductivit thermique
de loutil de formage, ce qui a pour
avantage de diminuer les cadences.
Il existe une srie de techniques, qui
permettent de rpondre aux diffren-
tes exigences en matire de moule.
Les informations sont fournies par les
producteurs de rsines couler. Mme
un amateur peut fabriquer des moules
simples en suivant les instructions du
fournisseur de rsines.
Contrairement aux rsines poxydes, les
rsines polyester insatures prsentent,
pour la fabrication des moules de formage,
linconvnient que leur temprature dem-
ploi sera dpasse par la temprature de
formage des matires plastiques former.
Outre les mauvaises odeurs, cela provoque
des phnomnes de ramollissement et
donc des variations dimensionnelles.
Pour les maquettes et les prototypes, on
utilise aussi des moules en pltre. En
raison de leur faible rsistance mcanique,
il est ncessaire dinsrer des renforts
adquats.
Comme produits de dmoulage, on
applique sur les surfaces exposes des
graisses, des huiles au silicone, du talc ou
des revtements de PTFE . Ces accessoires
ncessitent en rgle gnral un nettoyage
soign de la surface de la pice forme, si
lon veut obtenir de bons rsultats dans les
oprations suivantes, comme par exemple
la peinture, le collage, le renforcement par
fbre de verre polyester non satur.
1
3 4 5
2
31
Figure 49 : Confguration de surfaces de serrage : Flan en PLEXIGLAS
(1), Fil dacier soud (2), Cadre
de serrage (3), Rond de caoutchouc (4), essentiellement pour les formages par traction sous pression o le
matriau doit fuer (5)
Figure 50 : Elments de serrage commande mcanique, pneumatique ou hydraulique
7.2 Outils de serrage
Selon le procd de formage, les plaques
de PLEXIGLAS
GS et XT doivent tre
serres fxement ou par ressort sur le
moule. Dans les mthodes de formage
pneumatique ou par le vide, il est en
outre ncessaire dassurer une tanchit
suffsante entre la chambre de souffage/
aspiration et le fan former, laide
dun cadre de serrage ou de surfaces de
serrage.
Pour les oprations de formage o les for-
ces de traction appliques au matriau sont
minimes, les surfaces de serrage peuvent
tre lisses ou lgrement rugueuses. Lors-
que les forces de traction sont suprieures,
les forces de serrage ncessaires seraient
disproportionnes. Les surfaces de serrage
doivent donc tre amnages, en fonc-
tion du procd, de manire assurer un
blocage du matriau pendant le formage
tout en ne ncessitant quun minimum
dlments ou de forces de serrage. Vous
devriez veiller paralllement, l ou cest
ncessaire, une bonne tanchit. La
fgure 49 montre une slection de diff-
rentes possibilits damnager les surfaces
de serrage.
Les forces de serrage ncessaires sont
fournies soit par des presses hydrauliques,
soit par des lments de serrage action
mcanique, pneumatique ou hydraulique
(fgure 50).
Pour le formage par traction sous pression
(voir section 5.3) et certaines mthodes
de formage combines, il est ncessaire
dutiliser des lments de serrage
ressorts. Ces lments doivent tre si
possible construits de manire contrler
les forces de serrage selon le besoin. Cela
peut se raliser en palier en changeant les
ressorts, ou bien de manire continue par
une prcontrainte des ressorts ou par une
rgulation lectronique.
Domaine dactivits
Performance Polymers
Evonik Rhm GmbH
Kirschenallee
64293 Darmstadt
Allemagne
info@plexiglas.net
www.plexiglas.net
www.evonik.com
= marque dpose
PLEXIGLAS,
PLEXIGLAS ALLTOP,
PLEXIGLAS FREE FLOW,
PLEXIGLAS HEATSTOP,
PLEXIGLAS RESIST,
PLEXIGLAS SATINICE,
PLEXIGLAS SOUNDSTOP,
ACRIFIX,
EUROPLEX,
ROHACELL
sont des marques dposes de
Evonik Rhm GmbH, Darmstadt, Allemagne.
Certife DIN EN ISO 9001 (qualit)
et DIN EN ISO 14001 (environnement)
Ces informations ainsi que toute recommandation
y affrent reftent ltat des dveloppements,
connaissances et exprience actuels dans le domaine
vis. Toutefois, cela nentrane en aucun cas une
quelconque reconnaissance de responsabilit de
notre part et ce, y compris concernant tous droits
de tiers en matire de proprit intellectuelle. En
particulier, il ne saurait tre dduit ou interprt de
cette information ou sa recommandation le bnfce
de quelques garanties que ce soit, expresses ou
tacites, autres que celles fournies au titre des articles
1641 et suivants du Code civil, et notamment celles
affrentes aux qualits du produit. Nous nous
rservons le droit dapporter tout changement utile
justif par le progrs technologique ou un perfec-
tionnement interne lentreprise. Le client nest pas
dispens de procder tous les contrles et tests
utiles au produit. Il devra en particulier sassurer de
la conformit du produit livr et des caractristiques
et qualits intrinsques de ce dernier. Tout test et/
ou contrle devra tre effectu par un profession-
nel averti ayant comptence en la matire et ce sous
lentire responsabilit du client. Toute rfrence
une dnomination ou une marque commerciale
utilise par une autre socit nest quune indication
et ne sous-entend en aucun cas que des produits simi-
laires ne peuvent galement tre utiliss.
No. de rf. 311-2 Mars 2008
xx/0308/09583 (fr)
Vous aimerez peut-être aussi
- 311-1 Usinage de PLEXIGLAS® - FRDocument24 pages311-1 Usinage de PLEXIGLAS® - FRmaraghni_hassine7592Pas encore d'évaluation
- Tubes Batons PLEXIGLASDocument8 pagesTubes Batons PLEXIGLASMohamed EL-BOUCHTIPas encore d'évaluation
- Plexiglass FRDocument24 pagesPlexiglass FRmatebratePas encore d'évaluation
- Plexiglas Mise en OeuvreDocument12 pagesPlexiglas Mise en OeuvreJean TaistePas encore d'évaluation
- 6 Top Coat Et Gel Coat PDFDocument5 pages6 Top Coat Et Gel Coat PDFHatim HajiriPas encore d'évaluation
- Catalogue Technique TAOUAB 2018Document64 pagesCatalogue Technique TAOUAB 2018Amir AmiroPas encore d'évaluation
- Pfa FinalDocument29 pagesPfa Finaljadid ilyess100% (1)
- Sikaflex FixotuileDocument5 pagesSikaflex FixotuilenatozerborisPas encore d'évaluation
- Formulation Des Caoutchoucs-2 2Document4 pagesFormulation Des Caoutchoucs-2 2Hesine BakiPas encore d'évaluation
- Elastophene Flam-Sopralene FlamDocument33 pagesElastophene Flam-Sopralene FlamKarim KameniPas encore d'évaluation
- TP PolymèresDocument9 pagesTP PolymèresTiti Rahim0% (1)
- Masterflow 928Document4 pagesMasterflow 928sam hadPas encore d'évaluation
- Injection Des ÉlastomèresDocument23 pagesInjection Des ÉlastomèresneosexyPas encore d'évaluation
- Masterseal NP 472 TdsDocument2 pagesMasterseal NP 472 TdsyounesshammouyouPas encore d'évaluation
- Webertherm 305 G FT V3Document3 pagesWebertherm 305 G FT V3Fokou Nimpa Martial RaoulPas encore d'évaluation
- Sikalastic 155 SEL Nt451Document3 pagesSikalastic 155 SEL Nt451Guillome CipolataPas encore d'évaluation
- Initiation CESDocument15 pagesInitiation CESmahdi hadhriPas encore d'évaluation
- Mini ProjetDocument14 pagesMini ProjetGhaith Soudani0% (1)
- Sikalastic ColorDocument3 pagesSikalastic ColorMac MacPas encore d'évaluation
- CONTINU Voie H 2020 ConvertiDocument58 pagesCONTINU Voie H 2020 ConvertiAjmi AminePas encore d'évaluation
- Transformation Des Matières Plastiques PDFDocument4 pagesTransformation Des Matières Plastiques PDFamaniPas encore d'évaluation
- Marche Thermique IndustrielDocument32 pagesMarche Thermique IndustrielMohammed AlouazenPas encore d'évaluation
- 1716 PDFDocument4 pages1716 PDFAnonymous 9IbJK5jhVNPas encore d'évaluation
- Sikaflex - 11 FC EvolutionDocument5 pagesSikaflex - 11 FC EvolutionduvalPas encore d'évaluation
- Catalogue Web Resines Et MoulagesDocument24 pagesCatalogue Web Resines Et MoulagesAmanda BellPas encore d'évaluation
- Cours PlasturgieDocument66 pagesCours PlasturgieAmel Hsn50% (2)
- Brochure Acrotere 21 FRDocument4 pagesBrochure Acrotere 21 FRbengouaPas encore d'évaluation
- Guidedelutilisateurdeprofilesplastiques 27 PagesDocument27 pagesGuidedelutilisateurdeprofilesplastiques 27 PagesRachid YahyaPas encore d'évaluation
- Grilamid TRDocument36 pagesGrilamid TRAnonymous JIRIzeiJ6OPas encore d'évaluation
- 1112 Bloc Beton Argile BDM v2Document7 pages1112 Bloc Beton Argile BDM v2Amir BOUSTILAPas encore d'évaluation
- Fiche Technique Mastic Perennator FA 101Document2 pagesFiche Technique Mastic Perennator FA 101salifsyPas encore d'évaluation
- Le Placoplatre-1Document25 pagesLe Placoplatre-1akcmerteyah1Pas encore d'évaluation
- FR Brochure Technique BD BisDocument36 pagesFR Brochure Technique BD BisSidpawalmdé OUEDRAOGOPas encore d'évaluation
- Fiche Technique ORCON CLASSICDocument2 pagesFiche Technique ORCON CLASSICNIKOPas encore d'évaluation
- Saint-Gobain Glass ComfortDocument89 pagesSaint-Gobain Glass ComfortFlorianYahooPas encore d'évaluation
- Cours Complet Matériaux Non Métalliques L3 GMDocument10 pagesCours Complet Matériaux Non Métalliques L3 GMBAALIPas encore d'évaluation
- FransızcaDocument2 pagesFransızcadefnePas encore d'évaluation
- Dalle en VerreDocument4 pagesDalle en VerreablayetinePas encore d'évaluation
- 02 - Conseils de Mise en Oeuvr e Pour Systèmes - A4 PDFDocument85 pages02 - Conseils de Mise en Oeuvr e Pour Systèmes - A4 PDFnicotrucPas encore d'évaluation
- Sika Acouflex® GS5Document3 pagesSika Acouflex® GS5Guillome CipolataPas encore d'évaluation
- Sika Scellement CCT - 24Document18 pagesSika Scellement CCT - 24resonencePas encore d'évaluation
- Soprema Notice de Pose 910145Document52 pagesSoprema Notice de Pose 910145Romain RaoelisonPas encore d'évaluation
- SikaDocument5 pagesSikaCissePas encore d'évaluation
- Gelocarb M1 FT FR FR 201901Document3 pagesGelocarb M1 FT FR FR 201901DUESPOPas encore d'évaluation
- Sikalastic 850 WDocument4 pagesSikalastic 850 WSapet jeremyPas encore d'évaluation
- Catalogue ETANCHEITE 10 03 CompribandDocument44 pagesCatalogue ETANCHEITE 10 03 CompribandrouccouPas encore d'évaluation
- Flint KoteDocument1 pageFlint KoteericnadPas encore d'évaluation
- 11 Tole Rances Des Caisses A Rabats Me Canise EsDocument5 pages11 Tole Rances Des Caisses A Rabats Me Canise EsAbdelhay MouatadidPas encore d'évaluation
- PFE2 (Réparé)Document46 pagesPFE2 (Réparé)Abdessattar AbdouPas encore d'évaluation
- Thioflex600 FTDocument4 pagesThioflex600 FTAbdellah IDMANSOURPas encore d'évaluation
- Guide Pse SolsDocument7 pagesGuide Pse Solsmilasan1Pas encore d'évaluation
- FR Sikaflex Pro 11 FC I Cure Nt517Document7 pagesFR Sikaflex Pro 11 FC I Cure Nt517akremPas encore d'évaluation
- Overview of Equipment For IQF Freezing FRDocument23 pagesOverview of Equipment For IQF Freezing FRratbiPas encore d'évaluation
- Brochure Isolation CMI PDFDocument22 pagesBrochure Isolation CMI PDFAMIROCHEPas encore d'évaluation
- Puma Ce DZ FR 2021 04Document5 pagesPuma Ce DZ FR 2021 04Abdellah AbdellahPas encore d'évaluation
- Dt-09.027 - FR Ce Elastophene Flam 25Document3 pagesDt-09.027 - FR Ce Elastophene Flam 25edima79Pas encore d'évaluation
- Joltec Taloche GF Et GGDocument2 pagesJoltec Taloche GF Et GGAndrianjatovoEmmanuelPas encore d'évaluation
- Technologie automobile: Les Grands Articles d'UniversalisD'EverandTechnologie automobile: Les Grands Articles d'UniversalisPas encore d'évaluation
- Isolation Domestique : Guide Complet pour un Confort Thermique OptimalD'EverandIsolation Domestique : Guide Complet pour un Confort Thermique OptimalPas encore d'évaluation
- Choisir le Meilleur Isolant Thermique : Guide Pratique pour une Maison Confortable et ÉcologiqueD'EverandChoisir le Meilleur Isolant Thermique : Guide Pratique pour une Maison Confortable et ÉcologiquePas encore d'évaluation
- Manuel Entretien DynamicDocument90 pagesManuel Entretien Dynamicviorelu99Pas encore d'évaluation
- Histoire Des Essais en VolDocument289 pagesHistoire Des Essais en Volviorelu99Pas encore d'évaluation
- Construire Un RacerDocument55 pagesConstruire Un Racerviorelu99Pas encore d'évaluation
- La Crème Huile de LinDocument4 pagesLa Crème Huile de Linviorelu99100% (1)
- Catia Cours Dessin PDFDocument378 pagesCatia Cours Dessin PDFviorelu99Pas encore d'évaluation
- 12cable 3X6 MM Souple ElsewedyDocument2 pages12cable 3X6 MM Souple Elsewedysarl matilec lightingPas encore d'évaluation
- Leçon10 1Document10 pagesLeçon10 1abdias boko100% (1)
- Diagramme Temps-Température-Transformation - WikipédiaDocument5 pagesDiagramme Temps-Température-Transformation - WikipédiaReag ReagPas encore d'évaluation
- Optima 4100 (Unit) BDocument22 pagesOptima 4100 (Unit) BJero Mil100% (1)
- Suivi de Réalisation Des Postes SourcesDocument196 pagesSuivi de Réalisation Des Postes SourcesCHAHLI YounesPas encore d'évaluation
- NIVEAU H Et TH Sondes DOCILDocument4 pagesNIVEAU H Et TH Sondes DOCILwadiiPas encore d'évaluation
- Examen MatLab IDocument2 pagesExamen MatLab IKatia KatouPas encore d'évaluation
- Support de Cours Algèbre 3 SMIADocument78 pagesSupport de Cours Algèbre 3 SMIAHAMZA ELYAAKOUBIPas encore d'évaluation
- Thermochimie PDFDocument31 pagesThermochimie PDFmanel djama100% (1)
- Mécanique MoléculaireDocument12 pagesMécanique MoléculaireKenza HacenePas encore d'évaluation
- Treillis RDM PDFDocument11 pagesTreillis RDM PDFLar BoutPas encore d'évaluation
- Algebre s3Document33 pagesAlgebre s3Absaay ElPas encore d'évaluation
- Exercice MasDocument2 pagesExercice Masمسلسلات متنوعةPas encore d'évaluation
- Le NguyenDocument260 pagesLe NguyenAndy LedouxPas encore d'évaluation
- MQ-TD & ExamensDocument37 pagesMQ-TD & ExamensFatima ElmourabitPas encore d'évaluation
- Manuel Autinor VarielDocument46 pagesManuel Autinor VarielWilfrid Reix100% (1)
- Compressores - 131 A 144 - PB PDFDocument14 pagesCompressores - 131 A 144 - PB PDFleonardo silvaPas encore d'évaluation
- DiodeDocument6 pagesDiodeFranky DonfackPas encore d'évaluation
- ChloroplastDocument4 pagesChloroplastZahraPas encore d'évaluation
- Topologie 2 PDFDocument12 pagesTopologie 2 PDFAdel LakhdariPas encore d'évaluation
- DS - 7 - 430 - 2018 2019 - 86 17 24 28 31 26 34 27 37 25Document29 pagesDS - 7 - 430 - 2018 2019 - 86 17 24 28 31 26 34 27 37 25Winner GNANDIPas encore d'évaluation
- Chapitre Iii Partie 1Document7 pagesChapitre Iii Partie 1Lkl HadjerPas encore d'évaluation
- Pvsyst Evaluation: Système Couplé Au Réseau: Paramètres de SimulationDocument4 pagesPvsyst Evaluation: Système Couplé Au Réseau: Paramètres de SimulationecheibiPas encore d'évaluation
- CATALOGUE 2016 Surtension - 0Document20 pagesCATALOGUE 2016 Surtension - 0Kelly chat100% (1)
- 2 Cours Chaine de Mesure 2023Document33 pages2 Cours Chaine de Mesure 2023attou yasserPas encore d'évaluation
- Compo II 2nde S LANL 14-15Document2 pagesCompo II 2nde S LANL 14-15Doro CisséPas encore d'évaluation
- TD ElectroniqueDocument8 pagesTD ElectroniqueAbdoulaye Boua BERTHEPas encore d'évaluation
- Poly de Bioch 2Document84 pagesPoly de Bioch 2karima karimaPas encore d'évaluation
- FaculteDocument12 pagesFaculteferyal mrdPas encore d'évaluation
- Annexes PSIDocument5 pagesAnnexes PSImatheo.chav.12Pas encore d'évaluation