Académique Documents
Professionnel Documents
Culture Documents
Enegep
Transféré par
CreuzaBCopyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Enegep
Transféré par
CreuzaBDroits d'auteur :
Formats disponibles
Desenvolvimento Sustentvel e Responsabilidade Social: As Contribuies da Engenharia de Produo
Bento Gonalves, RS, Brasil, 15 a 18 de outubro de 2012.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
APLICAO DO MASP PARA A MELHORIA DA EFICINCIA DO PROCESSO PRODUTIVO EM UMA INDSTRIA DE BATERIAS AUTOMOTIVAS
Antonio Carlos de Queiroz Santos (UFCG) antonioufcg@hotmail.com Suelyn Fabiana Aciole Morais (UFPE) suelyn.morais@hotmail.com Maria Creuza Borges de Araujo (UFPE) maria.creuza.borges@gmail.com Danyely Resende Martins (UFPE) danyelyr@hotmail.com Fernando Schramm (UFCG) fernandoschramm@globo.com
O setor de baterias automotivas vem crescendo rapidamente, devido ascenso do mercado automobilstico. Assim, as empresas do ramo buscam mecanismos para melhoria da gesto de seus produtos e processos, a fim de garantir o alcance de uma mmeta, a soluo de um problema ou at mesmo a reduo dos custos. Um fator de grande importncia na indstria de baterias a confiabilidade do produto, pois os consumidores buscam peas com maior durabilidade e ndices de falhas mnimos. Neste contexto, o presente artigo tem como objetivo o aumento da eficincia do processo de produo em uma indstria fabricante de baterias automotivas. Para a realizao do estudo foi utilizado o Mtodo de Anlise e Soluo de Problemas (MASP), a fim de obter as principais causas dos problemas e elaborar um plano de trabalho para resoluo das dificuldades encontradas. Desta forma, as aes necessrias para obteno dos resultados esperados so: a criao de uma nova matriz, implantao do FIFO, estruturao da rotina e realizao de treinamentos aos operadores para garantir a qualidade do processo de fundio de bucha. Palavras-chaves: MASP, eficincia, baterias automotivas
Desenvolvimento Sustentvel e Responsabilidade Social: As Contribuies da Engenharia de Produo
Bento Gonalves, RS, Brasil, 15 a 18 de outubro de 2012.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
1. Introduo Visando melhorar o desempenho para atingir objetivos e metas, as organizaes buscam se adaptar ao mercado aprimorando seus sistemas gerenciais a partir da criao de novas abordagens estratgicas. Para que uma boa gesto tenha sucesso necessrio o comprometimento de todos os envolvidos e os problemas devem ser estudados e interpretados de modo a enfatizar as dificuldades da organizao e o quo grave este problema pode tornarse se nenhuma ao for tomada para reverter a situao. A bateria de chumbocido foi inventada em 1860 e sofreu inmeros aprimoramentos tecnolgicos ao longo do tempo para continuar a transmitir confiabilidade para os clientes no mercado, sendo aplicadas nas mais diversas situaes de acordo com as necessidades dos mesmos. A principal funo de uma bateria automotiva de dar partida eltrica ao motor de partida e ao sistema de ignio do veculo. Alm disso, serve para auxiliar o alternador e estabilizar a tenso do sistema eltrico como um todo. Quando o assunto processos, h uma necessidade de assegurar um conjunto de atividades essenciais para um bom planejamento, desenvolvimento e implantao para o desenvolvimento de produtos. Estas devem ser eficientes e eficazes e sua aplicao envolve a melhoria de todas as atividades e suas inter-relaes. Um fato comum nas atividades desenvolvidas por processos industriais, que sempre observado pelo controle de qualidade, so as no conformidades e falhas quem podem ser apresentadas em partes interagente do processo e que dependendo da proporo e frequncia com que elas ocorrem, estas podem afetar em maior ou menor grau a qualidade do produto ou servio, resultando em retrabalhos com consequentes perdas de tempo, mo-de-obra, materiais e acrscimo de custos. Portanto, essas no conformidades devem ser vistas como uma oportunidade de melhoria para os processos e os produtos, com a consequente investigao, identificao e soluo das causas dos problemas, de forma a melhorar todo o processo. Assim, enfatiza-se a importncia da qualidade do produto no mbito interno e externo. O problema desde estudo refere-se perda de buchas e terminais de chumbo em uma indstria de baterias automotivas de grande porte do estado de Pernambuco. Neste contexto, o estudo teve como objetivo aumentar a eficincia do processo produtivo no setor de produo de pequenas peas de uma empresa produtora de baterias automotivas. Para tanto, foi aplicada a Metodologia de Anlise e Solues de Problemas (MASP), a partir das seguintes etapas: realizar levantamento histrico dos dados para priorizao dos problemas; elaborar plano de ao para aumento na qualidade do produto, disponibilidade de equipamento e desempenho do processo; aumentar a eficincia e eficcia com base no item anterior; reduzir as paradas de mquina e; reduzir peas inutilizadas. 2. Controle de qualidade
Desenvolvimento Sustentvel e Responsabilidade Social: As Contribuies da Engenharia de Produo
Bento Gonalves, RS, Brasil, 15 a 18 de outubro de 2012.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Segundo Campos (1999), um produto ou servio de qualidade aquele que atende perfeitamente, de forma confivel, acessvel, segura e no tempo certo s necessidades do cliente. Desperdcios, refugos e recolhimento de produtos com baixa qualidade so considerados custos desnecessrios, que podem ser evitados ou ter seu grau reduzido. Desta forma, a organizao necessita de cuidados especiais para evitar que esses problemas afetem os objetivos da empresa, que devem ser atingidos pela implantao do Controle da Qualidade Total (TQC). O TQC um sistema de qualidade que objetiva transcender a definio de qualidade concentrada ao produto. A qualidade no TQC interpretada como a superao das perspectivas no apenas do cliente, mas de todos os envolvidos. Campos (1999) afirma que o maior objetivo deste controle garantir a qualidade do seu produto (seja ele qual for) para o seu cliente externo e interno. Tempos atrs a qualidade era vista nos produtos e servios, focando especial ateno nos resultados das tarefas, onde toda a energia apontava na qualidade do produto acabado. Hoje, procura-se qualidade total sem desperdcios gerados por produtos e processos falhos, e para evitar que esses problemas ocorram os erros devem ser estudados e eliminados antes que os mesmos se agravem e gerem outros maiores, garantindo assim o controle do processo com a maior qualidade possvel. 2.1. Ciclo PDCA e MASP Idealizado por Shewhart na dcada de 20, introduzido no Japo aps a 2 guerra, e divulgado por Deming, em 1950, o ciclo PDCA aplicado principalmente nas normas de sistemas de gesto, como tambm em qualquer empresa de forma a garantir o sucesso nos negcios, independentemente da rea de atuao. Conforme Markovic (2010), essa metodologia foi originalmente concebida para melhoria da qualidade na fabricao e tem seu fundamento no controle estatstico da qualidade, ou seja, controlar a qualidade atravs da aplicao de mtricas sobre o processo. De acordo com Santos et al (2006), o Mtodo de Anlise e Soluo de Problemas (MASP) serve para abordar situaes que podem exigir tomada de deciso devido a uma situao insatisfatria, um desvio do padro de desempenho esperado ou de um objetivo estabelecido, reconhecendo a necessidade de correo, seguindo alternativas de ao. Alm de possibilitar a soluo dos problemas de maneira cientfica e efetiva, ainda permite que cada pessoa da organizao se capacite para resolver os problemas especficos de sua responsabilidade. preciso tornar os funcionrios polivalentes, no limitados apenas s suas atividades, e que eles entendam o processo como um todo. O esprito em equipe deve ser algo recproco, tanto entre os lderes como entre os subordinados, que precisam saber trabalhar unidos. (CIRIBELLI, 2011). O MASP constitudo de oito processos, divididos entre as quatro fases do Ciclo PDCA. Estas etapas podem ser descritas como: Identificao do Problema, onde so utilizados dados histricos (grficos, fotografias) e a Anlise de Pareto para priorizar os problemas de maior importncia ou influncia; a Observao, uma das fases mais importantes, pois alm da utilizao da anlise de Pareto necessrio utilizar o 5W2H para uma melhor organizao do cronograma; a Anlise (quanto mais dados relacionados com a causa do problema, melhor a avaliao), atravs de um Brainstorming para obter um nmero maior e melhor de idias, e
Desenvolvimento Sustentvel e Responsabilidade Social: As Contribuies da Engenharia de Produo
Bento Gonalves, RS, Brasil, 15 a 18 de outubro de 2012.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
ainda de um Diagrama de Causa e Efeito com o intuito de escolher as causas mais provveis; o Planejamento da Ao, para bloquear as causas fundamentais, feito com as pessoas envolvidas para avaliar as estratgias, revisar cronogramas e fazer um oramento final. Isso tudo compondo apenas a parte de planejamento (PLAN) do PDCA. Em seguida vem a ao (DO), cujo plano divulgar as aes, treinar e capacitar os envolvidos, alm de registrar todos os passos e resultados obtidos, na inteno de obter um histrico no futuro. A prxima etapa a de verificar (CHECK), ou seja, comparar os resultados, onde os dados devem ser coletados antes e aps a ao de bloqueio, a fim de constatar a efetividade da ao e o grau de reduo dos resultados indesejados. nessa fase que se deve observar se a causa fundamental foi ou no efetivamente bloqueada. Se no, retornar ao ponto de observao no (PLAN) e refazer todo o processo; se sim, parte-se para ltimo passo que a ao (ACT), responsvel por padronizar (atravs de alteraes dos padres, bem como treinamento com os envolvidos) e concluir o trabalho, por meio da anlise dos resultados e de grficos de forma a evitar que erros aconteam novamente no mtodo. Ao seguir estas etapas, atravs do ciclo PDCA e utilizando ferramentas da qualidade, o sistema de produo atinge um nvel de qualidade superior, onde o surgimento de novos problemas ser encarado como oportunidades de melhorias. (TUBINO, 2009). O MASP um mtodo gerencial utilizado para melhoria e controle dos padres da qualidade. Todos os envolvidos devem dominar a ferramenta e uma das suas principais vantagens a possibilitar a soluo dos problemas alm da capacitao que a ferramenta oferece para os envolvidos que trabalham com este mtodo. Geralmente o MASP usado quando os resultados de qualidade no esto sendo alcanados elevando os custos de produo com matria prima, servio e processo. 3. Procedimentos Metodolgicos O presente estudo foi realizado atravs da aplicao prtica do MASP em uma empresa produtora de baterias. Para tal aplicao, foi efetuado um planejamento no qual foi estudado o processo produtivo e analisados os fatores que repercutiam na baixa qualidade e grande quantidade de peas inutilizadas no processo produtivo no setor de pequenas peas (terminais da bateria) da empresa. Para a identificao dos problemas, utilizou-se a folha de verificao. Foram construdos grficos, planilhas, Diagrama de Ishikawa, Diagrama de Deciso e outras ferramentas que auxiliaram na anlise do processo do setor em estudo. Os mesmos auxiliaram na identificao das causas na elaborao do plano de ao para resoluo dos problemas de maior criticidade. 4. Caracterizao da empresa 4.1. Histrico Com o objetivo de atender plenamente s necessidades do consumidor final e se tornar a empresa mais competitiva do setor, a organizao estudada, atravs da plena participao dos seus funcionrios, implantou o Programa de Qualidade Total (PQT). Como consequncia da adoo do PQT, obteve a Certificao ISO 9001, que mantm e recicla at os dias atuais. Posteriormente, obteve o certificado QS 9000, cujas normas das
Desenvolvimento Sustentvel e Responsabilidade Social: As Contribuies da Engenharia de Produo
Bento Gonalves, RS, Brasil, 15 a 18 de outubro de 2012.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
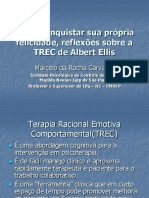
sries ISO 9000 so acrescidas de exigncias da indstria automotiva americana (Ford, Chrysler e GM). Por fim, suas unidades fabris foram certificadas com a ISO 14001, que so garatindas empresas ecologicamente corretas. No momento, est em fase de obteno da ISO/TS, que um certificado de qualidade especfico para montadoras de automveis. 4.2. Setor estudado O estudo foi realizado no setor de Reciclagem de Plstico e de Pequenas Peas (UGB Repeq), que se encontra fragmentado em trs sub-reas: Reciclagem de Plstico (Repla), Pequenas peas e Montagem de pequenas peas (figura 1).
Fluxograma UGB Repeq
UGB Repeq
Repla
Pequenas Peas
Montagem de Pequenas Peas
Triturao do PP Fundio Lavagem do PP Fabricao de buchas/terminais Extrusso Expedio da Forjaria Formulao Rebarbagem terminais Estoque intermedirio da Forjaria (Buchas) Forjamento das peas cnicas Forjaria
Montagem das peas clean (Caixa + tampa + Membrana)
Expedio
Molhar peas em lcool/breu
Expedio
Figura 1 Descrio do processo nas trs reas da UGB Repeq.
No topo est o chefe da UGB Repeq, logo abaixo est o Staff (apoio do chefe) e o auxiliar administrativo (responsvel por toda parte administrativa do setor), depois vem os Encarregados de Produo (EP), que so responsveis pelo trabalho dos operadores. J a rea de Pequenas Peas, est subdividida em Fundio de buchas e forjaria. A fundio responsvel pela fabricao de buchas e terminais, os quais, dependendo do tipo de pea a ser produzida so encaminhadas para as injetoras onde sofrem o processo de inj eo bucha e tampa. Na forjaria as peas cnicas passam pelo processo de forjamento e em seguida so destinadas ao lcool/breu, onde so molhadas para garantir a aderncia da bucha com a tampa sem que ocorra vazamento.
Desenvolvimento Sustentvel e Responsabilidade Social: As Contribuies da Engenharia de Produo
Bento Gonalves, RS, Brasil, 15 a 18 de outubro de 2012.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
5. Descrio das atividades desenvolvidas para a implantao do MASP Com a finalidade de aumentar a eficincia do setor de fundio de buchas, a empresa realizou a implantao da Metodologia de Anlise e Solues de Problemas como uma ferramenta para diminuir a quantidade de horas paradas dos maquinrios e reduo das perdas com o aumento da qualidade do produto e do processo como um todo. O MASP trabalha como um apoio ao mtodo do PDCA. Neste contexto, o Quadro 2 descreve todas as atividades desenvolvidas para a elaborao do projeto.
Atividades Levantamento de informaes do processo produtivo e do histrico de dados para a identificao de problemas Elaborao de planilhas e grficos para priorizar os principais problemas Datas 5 de outubro a 31 de dezembro de 2011 Descrio Atravs de planilhas implantadas no setor produtivo da empresa, pode-se realizar o levantamento histrico dos dados do departamento produtivo no setor de fundio de buchas Foram construdos grficos e planilhas para o acompanhamento da produo. Atravs deste acompanhamento pode-se priorizar os gargalos existentes na fundio de buchas, sendo possvel identificar e calcular as perdas por disponibilidade, qualidade e desempenho de todos os equipamentos envolvidos Selecionaram-se as mquinas com os problemas mais relevantes no setor e a observou-se a influncia que estes provocam ao longo do fluxo produtivo na gerao das perdas Atravs das observaes in loco, foram analisadas as paradas de maior relevncia (tempo de mquina parada) realizando o acompanhamento das que geravam os maiores ndices de perdas da produo A estratificao e apresentao dos dados foram contempladas pela criao de planilhas, grficos, tabelas, diagramas de Pareto, fluxograma de deciso, folha de verificao e o diagrama de Ishikawa A elaborao do plano de ao foi realizada atravs da metodologia 5W e 1H Sugestes para a elaborao de procedimentos para a realizao de treinamento nos POPs com os operadores da Fundio para tomada de deciso quando ocorrerem paradas
5 de outubro a 31 de dezembro de 2011
Identificao do problema de maior criticidade para o setor de fundio e buchas Observao, anlise e acompanhamento de todos os tipos de paradas das mquinas em estudo Identificao e escolha das perdas de maior relevncia tomando como base o OEE Elaborao do Plano de Ao Sugestes para controlar as paradas de mquina e a padronizao das atividades
10 de outubro de 2011
5 de outubro a 31 de dezembro de 2011
10 de dezembro a 5 de janeiro de 2011
10 de janeiro de 2012 15 de janeiro de 2012 a 15 de fevereiro de 2012
Quadro 2 - Cronograma das atividades realizadas para o desenvolvimento do MASP
5.1. O Planejamento (P) As quatro etapas desenvolvidas no projeto foram as seguintes: Identificao do problema, observao do problema, anlise das causas e a elaborao do plano de ao. 5.1.1. Identificao do problema O projeto foi realizado a partir do acompanhamento no setor de pequenas peas Fundio de Buchas com foco no aumento da eficincia, reduzindo as paradas de mquina e inutilizado de peas. Desta forma foi realizada uma varredura de todas as paradas no programadas e
Desenvolvimento Sustentvel e Responsabilidade Social: As Contribuies da Engenharia de Produo
Bento Gonalves, RS, Brasil, 15 a 18 de outubro de 2012.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
interferncias para identificao e escolha do problema alvo a partir do dirio de bordo. Para auxiliar a coleta dos dados foram fabricados tabelas e grficos para estratificao em Pareto do Overall Equipment Effectivenes (OEE), analisando trs vertentes: Qualidade, Disponibilidade e Desempenho. Desempenho = Produo Real Produo Nominal Qualidade: Produto (SCRAP) Qualidade = Produto Real Produo Real + Rejeitado Disponibilidade: Equipamento Disponibilidade = Tempo de Mquina em Funcionamento Horas Programadas de Funcionamento (3) (2) (1)
OEE = Desempenho x Qualidade x Disponibilidade
(4)
A fundio de buchas responsvel pela fabricao de vrios produtos e so descritas da seguinte forma: Bucha cnica (+) e (-), terminal FT1 e FT2, terminal U1, BP14/18, 4D/8D e scort. A partir dos dados coletados a escolha dos itens a serem estudados abordou os trs pontos a seguir: MIX de Produo (Buchas positiva e negativa), representando 85,51% do mix de produo nos 3 meses de anlise); Custo Elevado e maiores perdas (Buchas FT1 e FT2 representaram juntas as maiores perdas (10,48%) e com custo elevado uma vez que cada inserto (Rosca da pea) custo R$ 1,33 (Prejuzo de R$ 9032,03 de inserto); Buchas 8D apresentou o maior ndice de peas inutilizadas no perodo de anlise. A tabela 1 descreve um resumo do estudo realizado para medir a eficincia de mquina com base no OEE, considerando o desempenho a qualidade e a disponibilidade.
Desenvolvimento Sustentvel e Responsabilidade Social: As Contribuies da Engenharia de Produo
Bento Gonalves, RS, Brasil, 15 a 18 de outubro de 2012.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Fundidora Fundidora (+) Fundidora (-) Fundidora BP18 Fundidora BP14 Fundidora 4D Fundidora 8D Fundidora FT1 Fundidora FT2 Fundidora LP
Eficincia de Mquina - Outubro, Novembro e Dezembro 2011 Dias de Produo Desempenho Qualidade Disponibilidade 78 84 42 42 36 9 28 14 9 92,10% 96,15% 65,48% 84,09% 81,87% 100,00% 70,68% 86,25% 79,30% 99,54% 99,57% 99,16% 98,97% 94,90% 86,27% 86,88% 90,82% 96,26% 66,09% 68,15% 64,22% 68,43% 72,51% 68,81% 75,90% 75,81% 68,12%
OEE 60,47% 64,93% 41,28% 56,51% 56,29% 35,62% 47,32% 60,02% 50,04%
Tabela 1 Eficincia de mquina
Na Tabela 2 est descrito o MIX de produo e como foi feito a priorizao das fundidoras para o estudo. possvel perceber que as mquinas fundidoras (+) e (-) representaram uma fatia de 85,51% da produo total durante a coleta. Embora, o ndice de rejeitado no tenha ultrapassado o percentual de 1%, o nvel de exigncia de qualidade do produto alto pelo cliente. As fundidoras FT1 proporcionaram ndice de rejeitado de 12,16% e a FT2 representa um ndice de 8,80%. Juntos, esses terminais apresentam uma produo baixa, j que eles possuem um custo muito elevado para o setor quando no so fabricados dentro das conformidades. Outro ponto que precisa ser destacado, o terminal 8D que em 9 dias de produo apresentou um scrap de 16,23% e proporcionou as maiores perdas por unidade produzida.
MIX de Produo - Outubro, Novembro e Dezembro 2011 Fundidora Fundidora (+) Fundidora (-) Fundidora BP18 Fundidora BP14 Fundidora 4D Fundidora 8D Fundidora FT1 Fundidora FT2 Fundidora LP Total Dias de Produo 78 84 42 42 36 9 28 14 9 Produo 1162720,00 1223740,00 141200,00 140180,00 42294,00 8231,00 35354,00 19644,00 17550,00 2790913,00 Rejeitado 5438,00 5420,00 1214,00 1281,00 2211,00 1595,00 4895,00 1896,00 644,00 24594,00 Percentual de Inutilizado 0,47% 0,44% 0,85% 0,91% 4,97% 16,23% 12,16% 8,80% 3,54% 5,37%
Tabela 2 Mix de produo
5.1.2. Observao do Problema As maiores paradas por interferncia ocorreram nas fundidoras (+) e (-), uma vez que o MIX de produo maior. Porm, a fundidora 8D de uma produo nominal de 14200 apresentou
Desenvolvimento Sustentvel e Responsabilidade Social: As Contribuies da Engenharia de Produo
Bento Gonalves, RS, Brasil, 15 a 18 de outubro de 2012.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
uma produo real de 8231, ou seja, deixou de produzir 5969 peas devido a quantidade alta de scrap o que acabou afetando e atingindo a produo nominal.
2011 Mquina Fundidora (+) Fundidora (-) Fundidora BP18 Fundidora BP14 Fundidora 4D Fundidora 8D Fundidora FT1 Fundidora FT2 Fundidora LP Total Interferncia (h) 483,10 472,49 134,26 151,14 128,93 33,33 38,58 93,20 49,83 1584,86 Perda por eficincia - Custos Dias de Produo 78 84 42 42 36 9 28 14 9 Produo Ms (Real) 1162720,00 1223740,00 141200,00 140180,00 42294,00 8231,00 35354,00 19644,00 17550,00 2791113,00
Tabela 3 Perda por eficincia
Produo Ms (Nominal) 1260280,00 1253714,00 217566,00 168944,40 51460,50 14200,50 23204,70 50796,00 22808,90 3062975,00
Deixou de Produzir 97560,00 29974,00 76366,00 28764,40 9166,50 5969,50 5654,70 15442,00 2964,90 271862,00
A Tabela 4 evidencia as principais interferncias e paradas que contriburam para que a meta de produo por mquina no fosse alcanada.
Mquina Fund (+) Principais Interferncias e Paradas de Mquinas Descrio do problema Refeio ou revezamento Temperatura baixa do cadinho Matriz no abre Preventiva Refeio ou revezamento Temperatura baixa do cadinho Limpeza do cadinho Vazamento no cilindro da matriz Ajuste na geladeira Preventiva Geladeira sem gelar Tanque de gua da cascata vazio Refeio ou revezamento Chumbo nas cavidades Refeio ou revezamento Pino Quebrado Refeio ou revezamento Pino Quebrado
Tabela 4 Principais interferncias e paradas de mquinas
Horas 166,33 98,85 15,00 9,33 145,83 95,38 15,00 9,50 7,92 7,50 5,50 16,00 11,67 41,00 5,00 25,00 13,67
Fund (-)
8D FT1 FT2
Desenvolvimento Sustentvel e Responsabilidade Social: As Contribuies da Engenharia de Produo
Bento Gonalves, RS, Brasil, 15 a 18 de outubro de 2012.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
evidente que a parada por refeio ou revezamento apresentou o maior ndice de paradas, devido falta de operador reserva, para a realizao de revezamento durante os perodos programados para refeio dos operadores. Alm disso, o quadro de funcionrios da fundio muito pequeno e como mais de 85% do mix de produo da fundio (Processo manual) encaminhado a forjaria (Processo automatizado) esse foi outro fator que prejudica o atendimento dos estoques da rea. J a interferncia por temperatura baixa do cadinho, ocorria sempre que tinha que depositar um lingote de chumbo no cadinho fazendo com que a temperatura baixasse a um ponto que afetaria a qualidade do processo, de forma que o operador s podia voltar a produzir depois da estabilizao da temperatura. A Figura 2 mostra as paradas por classes e possvel notar que as maiores paradas esto relacionadas com as classes de Planejamento e Controle da Produo (PCP), processo e mecnica.
Figura 2 Grfico das Paradas em (h) da fundio por classes de paradas
5.1.2.1. Estratificao dos Dados Atravs do levantamento da produo real/nominal, interferncias, paradas programadas, tempo de mquina em funcionamento e scrap foi possvel calcular o desempenho, a qualidade, a disponibilidade do equipamento, o OEE e as perdas por eficincia gerada por cada um. A Figura 3 apresenta, em Pareto, a perda de eficincia por OEE. possvel observar que as fundidoras que apresentaram as maiores perdas foram a 8D, BP18 e FT1.
Figura 3 Grfico da Perda de Eficincia por OEE
10
Desenvolvimento Sustentvel e Responsabilidade Social: As Contribuies da Engenharia de Produo
Bento Gonalves, RS, Brasil, 15 a 18 de outubro de 2012.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Com o objetivo de reduzir as perdas por eficincia, foram levantados os dados para realizar a tomada de deciso para a elaborao da metodologia 5W e 1H. 5.1.3. Anlise das Causas As tcnicas de coleta para analisar as causas podem ser visualizadas no Quadro 3:
Tcnicas de coleta utilizadas Folha de verificao Diagrama de Ishikawa Conceito Planilha na qual so inseridos os dados coletados durante o estudo Consiste em uma anlise das causas existentes no processo atravs da espinha de peixe, fundamentado nos 6 Ms (matria-prima, mtodo, mquina, mo-deobra, meio de ambiente e medida) na qual so inseridas as causas coletadas durante o desenvolvimento do estudo Consiste no desenho onde se descreve o fluxo produtivo, mostrando as aes que os operadores devem realizar quando ocorrer o bloqueio na mquina
Fluxograma de Deciso
Adaptado de Gil (2002); Pardal & Correia (1995) Quadro 3 Tcnicas de coletas de dados e seus respectivos conceitos.
5.1.3.1. Folha de Verificao No perodo de realizao e aplicao do estudo, foi implantada uma folha de verificao para que os operadores e encarregados de produo anotassem a quantidade de parada e interferncias, descrevendo a causa e ao tomada pelo operador para fazer com que a mquina voltasse a funcionar. Este documento foi utilizado na preparao do diagrama de Ishikawa.
5.1.3.2. Diagrama de Ishikawa
11
Desenvolvimento Sustentvel e Responsabilidade Social: As Contribuies da Engenharia de Produo
Bento Gonalves, RS, Brasil, 15 a 18 de outubro de 2012.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Diagrama de Ishikawa
Meioambiente
Mtodo
Mquina
Gambiarras nos maquinrios e ferramentas de trabalho fora de padro
se Fa g lt so ura a d br n e e e a s im alh par toq po en a ue rta te as de nt s m pe es a a is s
Ambiente de trabalho apertado
Falta de dispositivo PokaYoke (Automao) afetando a qualidade
Exaustores de ar do setor fora de uso
(Matrizes e conchas) antigas e desgastadas gerando alto ndice de rejeitado
qu fre en te
Falta de exaustores de ar nos cadinhos
Pinos empenados da matriz Bucha saindo com furos descentralizados
M o de lde sg a n as tig ta o do e
Temperatura ambiente quente (Falta de climatizador de ar na fundio)
so
Bucha Trincada
re Fa sf lha ri a m no en to in Lim a da de pe co qua za nc da ha
Iluminao fraca e ausncia de lmpadas em alguns pontos
POPs no atualizados
Bucha com rebarba
de Fa sm lta ol de ta nt e
Instrues de temperatura, presso no so seguidos conforme o POP
EP no permanece 100% do seu tempo na fundio, pois o mesmo deve atuar em outros setores da UGB REPEQ
Fatores que afetam na qualidade ou no processo das buchas da fundio gerando perda de eficincia produtiva
Operacional ocioso por conta de temperatura baixa, sempre que depositado um lingote de chumbo no cadinho
Medida
Matriaprima
Mo-de-obra
Figura 4 Diagrama de Ishikawa
Atravs desta tcnica foi possvel observar onde estavam os principais motivos que acarretavam os problemas causados no setor, como tambm as paradas e interferncias no maquinrio. As mquinas apresentaram as maiores causas e efeitos relacionados ao problema em estudo. Seguidas pelo Meio Ambiente, mo-de-obra, mtodo e medida. A matria-prima no proporcionou nenhum tipo de causa, e consequentemente, nenhum efeitos. Neste contexto, foi elaborado o plano de ao com objetivo de solucionar as causas e os efeitos que originavam as paradas. 5.1.3.3. Diagrama de Deciso da Fundio O fluxograma de deciso representa o processo produtivo desde a entrada de matria-prima no setor de pequenas peas, at a sada do produto para a expedio, contemplando, desta maneira, todas as etapas do processo produtivo e identificando as paradas em cada processo e a deciso que o operador deve adotar para a mquina retornar a funcionar.
12
Desenvolvimento Sustentvel e Responsabilidade Social: As Contribuies da Engenharia de Produo
Bento Gonalves, RS, Brasil, 15 a 18 de outubro de 2012.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Diagrama de Deciso da Fundio
Recebimento da matria prima (Lingote de Chumbo)
No
Anlise Aprovao Anexar etiqueta de reprovado nos lingotes e destinar a unidade 4
No
Anlise Aprovao
Segregar peas defeituosas nos caixotes vermelhos, dar nota e ao final do turno encaminhar caixote ao estoque de inutilizado
Sim
Sim
Destinar peas aprovadas ao caixote
Encaminhar Terminais para rebarbagem (4D, 8D, FT1 FT2, BP14, BP18, U1)
Ligar painel e deixar estabilizar a temperatura da matriz Encaminhar buchas cnicas a forjaria Ligar a geladeira e aguardar estabilizar a temperatura da gua Depositar peas na bandeja e aplicar desmoldante Abastecimento do cadinho com lingote de chumbo e aguardar a temperatura estabilizar Forjamento das peas cnicas Expedio (Pequenas Peas) Abastecer a concha da fundidora com chumbo Depositar peas forjadas em caixote Molhar peas em lcool/breu Anlise Se for peas FT1 e FT2
Sim
Facear peas e organizar em caixote
No
Aguardar a solidificao do chumbo, cortar e extrair as peas da matriz
Estoque intermedirio da forjaria
Figura 5 - Diagrama de deciso da fundio
5.1.4. Plano de Ao O plano de ao foi elaborado atravs da Metodologia do 5W e 1H, onde esquematizado o que deve ser feito, quando deve ser feito, onde deve ser feito, porque deve ser feito, por quem deve ser feito e como deve ser feito. As aes preparadas contemplaram as atividades que a mantuteno e a produo devem realizar para evitar as paradas e as interferncias.
13
Desenvolvimento Sustentvel e Responsabilidade Social: As Contribuies da Engenharia de Produo
Bento Gonalves, RS, Brasil, 15 a 18 de outubro de 2012.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Atividade Trocar matrizes antigas e desgastadas FT, FT2, (+) e (-) por matrizes novas Estruturar a rotina
Objetivo As matrizes atuais esto desgastadas, pinos empenados e geram peas defeituosas, descentralizadas, trincadas e com muita rebarba Cumprimento dos POPs
Responsvel e Prazo Manuteno Dezembro de 2011
Pontos Importantes Retirando as matrizes antigas e substituindo pelas novas
Local Fundio
Controle da Atividade Chegada das matrizes dentro do prazo, de acordo com as especificaes e instalao feita antes do prazo Aps a implantao da rotina, avaliar o operacional atravs do Diagnstico de Trabalho Operacional Chegada dos instrumentos dentro do prazo e nas especificaes O CQ registra todas as paradas do equipamento por intermdio do dispositivo Poka-Yoke juntamente com a avaliao do problema O responsvel pelo servio deve requisitar em tempo hbil os componentes necessrios de acordo com a especificao e realizar o servio dentro do prazo estabelecido O responsvel pelo servio deve solicitar a compra dos itens em tempo hbil e realizar a instalao do mesmo dentro do prazo estabelecido O responsvel pelo servio deve solicitar a compra dos itens e realizar a instalao do mesmo dentro do prazo estabelecido A mudana da jornada de trabalho ou contratao deve ser realizada dentro do prazo O responsvel deve ir atrs de fornecedores em busca de preos acessveis dos itens necessrios e do servio prestado. O servio deve ser realizado dentro do prazo e os itens necessrios devem ser requisitados pelo almoxarifado O revezar deve sempre substituir o operador antes da ido do mesmo para a refeio e cumprir sua funo garantindo a produo estabelecida
Produo Janeiro de 2012
Reviso e elaborao dos procedimentos operacionais Analisar, alm do preo, a qualidade dos produtos Caso a temperatura do cadinho fique abaixo do especificado o equipamento desliga Remoo de lmpadas queimadas e se necessrio fazer nova instalao e criar outros pontos de luz Instalar mais ventiladores de modo a garantir o bem estar dos operadores Instalao dos novos exaustores
Fundio
Compra de conchas para o operacional Instalao de dispositivo Poka-Yoke na fundio
As conchas velhas afetam a qualidade do produto e o processo A inspeo nas buchas feita visualmente, o que faz com que peas defeituosas passem despercebidas Pouca iluminao, fora a vista do operacional, prejudicando o mesmo a encontrar as buchas, alm de afetar a viso dos operadores O ambiente muito quente e os ventiladores usados no setor dificultam a locomoo dos operadores
Produo Maro de 2012 Manuteno/ Terceirizada Maro de 2012 Eltrica
Fundio
Fundio
Adequar a iluminao do setor
Fundio
Dezembro de 2012
Climatizar o ar da fundio
Manuteno/E ltrica Maio de 2012
Fundio
Instalaes de novos exaustores de ar
Exautores fora de funcionamento no setor
Manuteno Maro de 2012
Fundio
EP com maior permanncia de tempo na fundio Instalao de um cadinho pequeno trabalhando com o grande Instalao de uma estufa
A ausncia do mesmo no setor pode gerar ociosidade operacional Sempre que o lingote de chumbo depositado no cadinho e h uma queda na temperatura causando paradas no processo Para pr aquecer o lingote de chumbo antes da entrada do mesmo no cadinho Para garantir que a mquina no pare no intervalo de refeio e que as metas de produo sejam atingidas
Manuteno Fevereiro de 2012 Manuteno Maio de 2012
Contrato de novos funcionrios ou mudana na jornada de trabalho Deve ser elaborado um plano para produo de um cadinho para auxiliar o principal O terceirizado deve instalar a estufa logo na entrada do lingote de chumbo no cadinho O revezar ir substituir o operador at que o mesmo volte do horrio de refeio
Fundio
Fundio
Produo/ Manuteno/ Terceirizao Maio de 2012 Produo
Fundio
Revezador para garantir funcionamento de mquina durante as horas programadas
Fundio
Fevereiro de 2012
Quadro 4 Plano de ao
14
Desenvolvimento Sustentvel e Responsabilidade Social: As Contribuies da Engenharia de Produo
Bento Gonalves, RS, Brasil, 15 a 18 de outubro de 2012.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
5.2. O fazer (D) Para assegurar a reduo das paradas e perdas do setor de fundio de buchas o plano de ao foi elaborado e colocado em prtica. As principais aes foram destinadas a manuteno do setor com o intuito de reduo das paradas e aumento da eficincia, e outras aes foram destinadas ao setor de projetos. 5.3. O verificar (C) Esta etapa consiste em verificar se as aes do plano surtiram efeitos positivos, coletando dados aps a aplicao do plano e comparando-os com os dados anteriores para verificar se houve aumento na eficincia com a reduo das perdas. Das aes citadas no plano, a de maior relevncia consiste na troca da matriz positiva, o que garantiu a diminuio das perdas de pequenas peas por centralizao dos pinos na matriz. Porm, persiste o aumento no tamanho da bucha o que no afeta a qualidade do produto, mas faz com que o produto trabalhe fora da especificao. Outro ponto importante foi a troca da matriz dos terminais FT1 e FT2, que auxiliou na melhoria do design das peas e diminuiu muito o ndice de tampas FT1 e FT2, inutilizadas por vazamento do cliente interno da UGB Plstico, porm na rea de pequenas peas o ndice de terminais caiu de 178 dias para 173 dias, ou seja, a troca da matriz no surtiu o efeito desejado para a reduo do scrap de peas. A causa principal desse problema foi evidenciada pala manuteno e produo da rea, devido a flutuao dos insertos que so encaixados nos pinos da matriz da FT1 e FT2, antes do enchimento das conchas da matriz com chumbo, ou seja, como os insertos no possuem travas e devido a estrutura da matriz no permitir a colocao de uma trava em muitos casos o chumbo comprometia o inserto, e este acabava flutuando, causando furos e falha no preenchimento das peas, fazendo com que os insertos fossem inutilizados. Foi estudado em conjunto (Produo e Manuteno) uma forma de reduzir a quantidade de peas inutilizadas (Scrap) mudando o desing dos insertos da pea e acredita-se que o ndice de perdas caia muito, porm necessrio relizar os experimentos o quanto antes. 5.4. O agir (A) A parte da ao, segundo a estrutura do MASP, consiste em desenvolver aes e padronizar as atividades a serem realizadas, para este fim, foi confeccionado uma lista de pontos a serem seguidos segundo as causas destacadas no diagrama de Ishikawa, atuando desta forma nas causas possveis dos problemas. Algumas das aes no puderam ser acompanhadas devido a mudanas ocorridas das atividades do estgio, que por este motivo no foi disponibilizado tempo para coleta de todas as aes sugeridas.
15
Desenvolvimento Sustentvel e Responsabilidade Social: As Contribuies da Engenharia de Produo
Bento Gonalves, RS, Brasil, 15 a 18 de outubro de 2012.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Mtodo Atualizao dos POP's e treinamento de toda equipe de trabalho
Meio Ambiente Deslocamento de todo cho de fabrica das trs areas da UGB Repeq para um nico galpo com espao suficiente para a realizao das atividades Instalao de exaustores de ar na fundio para retirada de vapores de gs sempre que for derreter as buchas rejeitas Instalao de climatizadores de ar na fundio garantido ambiente favoravel para a realizao das atividades Substituio de lmpadas queimadas e ambiente bem iluminado
Mo de Obra Maior presena dos EP's no cho de fabrica para superviso do trabalho operacional
Realizao dos DTO para verificao do pleno entendimento dos POP's
Quadro 5 Aes para padronizao
6. Consideraes finais Este artigo apresentou a importncia que a metodologia de anlise e solues de problemas pode desempenhar nas empresas. O MASP utiliza uma estratgia de eficincia com o intuito de garantir a qualidade do processo e do produto a ser estudado. Alm disso, atua no planejamento e treinamento dos colaboradores com o objetivo de aprimorar os conhecimentos tericos para assegurar atividades prticas com foco no aumento da eficincia e eficcia do sistema produtivo como um todo. Neste contexto, buscou-se conhecer todos os processos produtivos para identificao dos problemas de maior relevncia, de forma a desenvolver indicadores para anlise e estudo do processo produtivo sob os pontos de vista da qualidade, disponibilidade e desempenho, que em conjunto medem o OEE, que representa a eficincia global do equipamento. Diante desses dados foi possvel identificar as mquinas com os problemas mais crticos. Foi considerado para o estudo o mix de produo de 85% do total de peas fabricados das buchas (+) e (-), onde o ndice de perdas baixo. Outro fator para escolha do estudo foi a enorme quantidade de terminais com defeito da FT1 e FT2, devido a flutuao do inserto, o que causa furo na parte inferior e falha de preenchimento da pea e maiores custos pelo scrap gerado. Por fim, foi observado o terminal 8D, o que apresentou os maiores ndices de peas perdidas levando que considerao sua produo nominal pela real, e o percentual de scrap gerado pelas peas falhadas no decorrer do processo. Diante do exposto, o MASP foi aplicado com a inteno de reduzir as perdas a partir do aumento da eficincia da produo. A aplicao desta metodologia trouxe como benefcios a maior eficincia do processo, e consequente aumento da produtividade e diminuio dos custos produtivos. Referncias Bibliogrficas CAMPOS, V. F. TQC: Controle da Qualidade Total (no estilo japons). 8 ed. Belo Horizonte: Editora de Desenvolvimento Gerencial, 1999. CIRIBELI, J.P. & DIAS, F.M.G.S. O PDCA como metodologia de indicador de desempenho: uma anlise das equipes da empresa ENERGISA. Revista Gesto Empresarial, Vol.1, n.1, p.1-16, 2011. GIL, Antnio Carlos. Como Elaborar Projetos de Pesquisa. 3. ed. So Paulo: Atlas, 1996.
16
Desenvolvimento Sustentvel e Responsabilidade Social: As Contribuies da Engenharia de Produo
Bento Gonalves, RS, Brasil, 15 a 18 de outubro de 2012.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
MARKOVIC, V. & MAKSIMOVIC, R. A contribution to software service improvement based on LSP method. African Journal of Business Management Vol. 4, n. 15, p. 3277-3288; 2010. SANTOS, M.T. & CARDOSO, A.A. & CHAVES, C. A. Aplicao de PDCA e MASP na melhoria do nvel de servio em terceirizao intralogstica. Anais do XIII SIMPEP Simpsio de Engenharia de Produo, Bauru, 2006. TUBINO, D.F. Manual de Planejamento e Controle da Produo. 2.ed. So Paulo: Atlas, 2009. WERKEMA, M. C. C.. Ferramentas Estatsticas Bsicas para o Gerenciamento de Processos. Belo Horizonte: Fundao Desenvolvimento Gerencial, 1995.
17
Vous aimerez peut-être aussi
- Enegep2008 TN STP 069 490 12218Document14 pagesEnegep2008 TN STP 069 490 12218CreuzaBPas encore d'évaluation
- Enegep2011 TN STP 136 864 19269Document13 pagesEnegep2011 TN STP 136 864 19269CreuzaBPas encore d'évaluation
- Enegep2011 TN STP 136 864 19269Document13 pagesEnegep2011 TN STP 136 864 19269CreuzaBPas encore d'évaluation
- Enegep2012 TN Sto 157 916 20628Document14 pagesEnegep2012 TN Sto 157 916 20628CreuzaBPas encore d'évaluation
- EnegepDocument17 pagesEnegepCreuzaBPas encore d'évaluation
- Enegep2012 TN Sto 157 916 20628Document14 pagesEnegep2012 TN Sto 157 916 20628CreuzaBPas encore d'évaluation
- Enegep2012 TN Sto 162 944 20116Document18 pagesEnegep2012 TN Sto 162 944 20116CreuzaborgesPas encore d'évaluation
- Enegep2008 TN STO 072 516 11868Document11 pagesEnegep2008 TN STO 072 516 11868Suelyn MoraisPas encore d'évaluation
- Brasil Belgica PDFDocument380 pagesBrasil Belgica PDFFernanda BeuxPas encore d'évaluation
- Medicina Tradicional Chinesa Acupuntura AuricularDocument24 pagesMedicina Tradicional Chinesa Acupuntura AuricularAna BarbaraPas encore d'évaluation
- Violência contra idosos no seio familiar em MaputoDocument51 pagesViolência contra idosos no seio familiar em MaputoJoão Samuel MandauaPas encore d'évaluation
- Resumo - HISTÓRIA DA PSICANÁLISE Parte II Vol II FreudDocument7 pagesResumo - HISTÓRIA DA PSICANÁLISE Parte II Vol II Freuddanielvianaferreira671Pas encore d'évaluation
- Livro Sistemas BiologicosDocument133 pagesLivro Sistemas BiologicosJESSICA FERNANDES REGUERA RUIZ100% (1)
- Restauração Da Alma 2Document4 pagesRestauração Da Alma 2Micael RodriguesPas encore d'évaluation
- Darwin, mente e significado: análise críticaDocument12 pagesDarwin, mente e significado: análise críticajose.costajunior100% (1)
- Slide Cálculos Químicos e EstequiométricosDocument44 pagesSlide Cálculos Químicos e Estequiométricoslidiacarolineferreira.silva2Pas encore d'évaluation
- Cravo Da Índia - Seus Poderes Mágicos - Oficina PDFDocument4 pagesCravo Da Índia - Seus Poderes Mágicos - Oficina PDFElton Castorino100% (2)
- 7 ErrosDocument20 pages7 Errosrenatamruiz100% (3)
- Orientações Técnicas para o PAIF - Vol. 1Document84 pagesOrientações Técnicas para o PAIF - Vol. 1Vinicius CescaPas encore d'évaluation
- Manual de Orientação de Quesitos Da Perícia Criminal PDFDocument155 pagesManual de Orientação de Quesitos Da Perícia Criminal PDFAsdrubalTrombonePas encore d'évaluation
- Origens e sentidos dos mitos na filosofiaDocument31 pagesOrigens e sentidos dos mitos na filosofiaJosevandro ChagasPas encore d'évaluation
- 1928 o Que e o Front Side BusDocument2 pages1928 o Que e o Front Side BusLilian Aparecida RamosPas encore d'évaluation
- ABC Da Avaliação Da PG em EducaçãoDocument16 pagesABC Da Avaliação Da PG em EducaçãoSheila CaetanoPas encore d'évaluation
- Guia Do Programador Joel SaadeDocument9 pagesGuia Do Programador Joel SaadeWellington José CavalcantiPas encore d'évaluation
- Rafael Luglio Guedes DEFINITIVO 3105Document68 pagesRafael Luglio Guedes DEFINITIVO 3105rafael guedesPas encore d'évaluation
- 1 - Evolução Do Modelo AtómicoDocument11 pages1 - Evolução Do Modelo AtómicoAnabela MachadoPas encore d'évaluation
- Exercício Avaliativo I - EmpreendedorismoDocument2 pagesExercício Avaliativo I - EmpreendedorismoPaulo SérgioPas encore d'évaluation
- As 7 soluções para falta de dinheiro e como fazer seu dinheiro render maisDocument5 pagesAs 7 soluções para falta de dinheiro e como fazer seu dinheiro render maisProatma Soluções DefinitivasPas encore d'évaluation
- Pisa 2012Document23 pagesPisa 2012Denizete Mesquita MesquitaPas encore d'évaluation
- 10 - A+º+úo de Indeniza+º+úo Erro M+®dico - Cumulada Danos Morais e Est+®ticos - Responsabilidade CivilDocument14 pages10 - A+º+úo de Indeniza+º+úo Erro M+®dico - Cumulada Danos Morais e Est+®ticos - Responsabilidade CivilCamila PinheiroPas encore d'évaluation
- Continuidade dos Parques - ResumoDocument1 pageContinuidade dos Parques - ResumoCesar SinicioPas encore d'évaluation
- Todos os benefícios da Moringa para a saúdeDocument4 pagesTodos os benefícios da Moringa para a saúdeJosé Canamala PhiriPas encore d'évaluation
- Sistema Cardiovascular 1Document34 pagesSistema Cardiovascular 1Camila AmaralPas encore d'évaluation
- Como conquistar a felicidade com a TRECDocument112 pagesComo conquistar a felicidade com a TRECRita De Cassia MathaisPas encore d'évaluation
- Bilhete Aos Responsáveis - Baixo Rendimento em AvaliaçãoDocument2 pagesBilhete Aos Responsáveis - Baixo Rendimento em AvaliaçãoAline Moraes AlbertoPas encore d'évaluation
- Ctic9 - MC - E3 - Geral DigestãoDocument1 pageCtic9 - MC - E3 - Geral DigestãoSilvinhoCostaPas encore d'évaluation
- Conhecimentos Bancários Saiba o Que Estudar para Concursos PúblicosDocument1 pageConhecimentos Bancários Saiba o Que Estudar para Concursos PúblicosMaria Eduarda LopesPas encore d'évaluation
- Direito Administrativo - Liçoes IntroduçaoDocument663 pagesDireito Administrativo - Liçoes IntroduçaoAnonymous O73A0EwmSCPas encore d'évaluation