Vous aimerez peut-être aussi
- Pressure Testing of Pressure VesselDocument3 pagesPressure Testing of Pressure VesselAriq FauzanPas encore d'évaluation
- Leak Test and VacuumDocument2 pagesLeak Test and VacuumLinh TruongPas encore d'évaluation
- Finished Goods Packing & Dispatch ProcedureDocument2 pagesFinished Goods Packing & Dispatch ProcedurePratik KarekarPas encore d'évaluation
- 18 Weld RepairsDocument10 pages18 Weld RepairsLaith Salman100% (1)
- 1113 Maintenance of PRVDocument63 pages1113 Maintenance of PRVhardito sussatrioPas encore d'évaluation
- Hydrostatic Test ProcedureDocument2 pagesHydrostatic Test ProcedureAlan AtienzaPas encore d'évaluation
- Hydro test processDocument7 pagesHydro test processjeswinPas encore d'évaluation
- Floating Head Heat Exchanger Hydrotest ProcedureDocument15 pagesFloating Head Heat Exchanger Hydrotest ProcedureDoğuhan DenizgezPas encore d'évaluation
- Wps & Pqr-013 (Ss Gtaw-Smaw TGS)Document17 pagesWps & Pqr-013 (Ss Gtaw-Smaw TGS)Atuk SafizPas encore d'évaluation
- 090 G - Pressure and Leak Testing SafetyDocument2 pages090 G - Pressure and Leak Testing SafetyParth Patel100% (1)
- Safety Alert: Failure of Fabricated Test Blind Flange For Hydrostatic TestingDocument5 pagesSafety Alert: Failure of Fabricated Test Blind Flange For Hydrostatic TestingvietnampetrochemicalPas encore d'évaluation
- Pickling Procedure 20 - 08Document2 pagesPickling Procedure 20 - 08Siriepathi SeetharamanPas encore d'évaluation
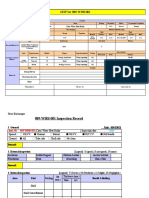
- Mechanical Boiler Inspection ReportDocument1 pageMechanical Boiler Inspection ReportAfzal pathanPas encore d'évaluation
- Sample Hydro Test ProcedureDocument2 pagesSample Hydro Test ProcedureJose Luis GonzálezPas encore d'évaluation
- How To Calculate Hydrostatic Test Height in TanksDocument4 pagesHow To Calculate Hydrostatic Test Height in TanksEric MagnayePas encore d'évaluation
- Howto-Recommended Guidelines For Testing of Heat ExchangersDocument1 pageHowto-Recommended Guidelines For Testing of Heat ExchangersSam_1_Pas encore d'évaluation
- 3LPE Repair ProcedureDocument3 pages3LPE Repair Procedurelhanx2Pas encore d'évaluation
- Proc SopDocument90 pagesProc SopJohn Dolan100% (1)
- SEIP for Claus Waste Heat Boiler InspectionDocument6 pagesSEIP for Claus Waste Heat Boiler InspectionThinh NguyenPas encore d'évaluation
- Essar Constructions Ltd. Hazira.: List of FormatsDocument68 pagesEssar Constructions Ltd. Hazira.: List of Formatsravi00098Pas encore d'évaluation
- Hydrostatic and Pneumatic Testing ProcedureDocument8 pagesHydrostatic and Pneumatic Testing ProcedurejorgekarlosprPas encore d'évaluation
- Tank InspectionDocument3 pagesTank InspectionSubbarayan SaravanakumarPas encore d'évaluation
- HYDROSTATIC TEST PROCEDUREDocument11 pagesHYDROSTATIC TEST PROCEDUREmohd as shahiddin jafriPas encore d'évaluation
- Introduction To API 571Document13 pagesIntroduction To API 571M. Nasikhun WahidinPas encore d'évaluation
- Industrial Plant Inspection GuideDocument5 pagesIndustrial Plant Inspection GuideMohamedPas encore d'évaluation
- Visual Inspection Checklist PipingDocument2 pagesVisual Inspection Checklist PipingshifaPas encore d'évaluation
- Pressure Test - Hydrostatic and Pneumatic Test RequirementsDocument6 pagesPressure Test - Hydrostatic and Pneumatic Test RequirementslorenzoPas encore d'évaluation
- Vaccum Test MethodDocument4 pagesVaccum Test MethodMahmud AlamPas encore d'évaluation
- Hydrostatic Test ProcedureDocument7 pagesHydrostatic Test Procedurelaleye_olumidePas encore d'évaluation
- Pressure Vessel Design RequirementsDocument6 pagesPressure Vessel Design RequirementsLDM Man. e Mont. Ind. EIRELIPas encore d'évaluation
- MSDS MtbeDocument5 pagesMSDS MtbeViệt HàPas encore d'évaluation
- Hydrotest and Pneumatic Test of Piping Systems-Hydrotest Vs Pneumatic Test With PDFDocument16 pagesHydrotest and Pneumatic Test of Piping Systems-Hydrotest Vs Pneumatic Test With PDFGunawanPas encore d'évaluation
- Lot Inspection Report For LPG New CylindersDocument3 pagesLot Inspection Report For LPG New CylindersJagannath MajhiPas encore d'évaluation
- Hydro Test ProcedureDocument2 pagesHydro Test ProcedureDhanushka B HerathPas encore d'évaluation
- Hydrostatic Pressure Testing Procedure1 PWLDocument6 pagesHydrostatic Pressure Testing Procedure1 PWLYavannaPas encore d'évaluation
- VBTDocument5 pagesVBTMohdHuzairiRusliPas encore d'évaluation
- Cold Forming Procedure of Single Piece 2:1 Ellipsoidal Dish EndDocument4 pagesCold Forming Procedure of Single Piece 2:1 Ellipsoidal Dish Endsuria qaqcPas encore d'évaluation
- Compressed Gas Safety HSE Presentation HSE FormatsDocument45 pagesCompressed Gas Safety HSE Presentation HSE FormatsasepPas encore d'évaluation
- British Standard 5289: 1976: Visual InspectionDocument10 pagesBritish Standard 5289: 1976: Visual InspectionMarcelo Rodriguez FujimotoPas encore d'évaluation
- Pressure Vessels GuideDocument3 pagesPressure Vessels GuidePeterPas encore d'évaluation
- Client Approval Remarks: Rev Date Descriptions Prepared by Reviewed by Approved byDocument7 pagesClient Approval Remarks: Rev Date Descriptions Prepared by Reviewed by Approved bySARSAN NDTPas encore d'évaluation
- Coating or hydrotestingDocument4 pagesCoating or hydrotestinggigiphi1Pas encore d'évaluation
- Factors Contributing To Foarming Crude OilDocument11 pagesFactors Contributing To Foarming Crude OilSang Duong Van100% (1)
- Fire Protection Pipes Method Statement PDFDocument16 pagesFire Protection Pipes Method Statement PDFفاعل خيرPas encore d'évaluation
- Welding Consumables Handling ProcedureDocument5 pagesWelding Consumables Handling ProcedureRohit SharmaPas encore d'évaluation
- Hydrostatic Test Procedure For Site & Commissioning HT-031-R1Document7 pagesHydrostatic Test Procedure For Site & Commissioning HT-031-R1Hatem Ragab100% (1)
- Torquing ManualDocument17 pagesTorquing ManualZool HilmiPas encore d'évaluation
- Application Form For CSWIP 10 Year Assessment (Overseas) No LogbookDocument10 pagesApplication Form For CSWIP 10 Year Assessment (Overseas) No LogbookKarthikeyanPas encore d'évaluation
- Material Certificate Plate 16mmDocument1 pageMaterial Certificate Plate 16mmAdeoyePas encore d'évaluation
- Heat Stress1Document3 pagesHeat Stress1Zaki AziziPas encore d'évaluation
- Annexure 3 External Inspection ChecklistDocument5 pagesAnnexure 3 External Inspection Checklistankur100% (1)
- Weld Repairs:: 1) Production Repairs 2) In-Service RepairsDocument4 pagesWeld Repairs:: 1) Production Repairs 2) In-Service RepairsEhsan KhanPas encore d'évaluation
- 30 Mainline Hydrotesting 111Document25 pages30 Mainline Hydrotesting 111rexPas encore d'évaluation
- Clean Pipes with Cardboard Bursting and Air BlowingDocument3 pagesClean Pipes with Cardboard Bursting and Air BlowingParthiban Karuna100% (1)
- RT API 650 12th - 2013Document1 pageRT API 650 12th - 2013Đỗ Thị HuyềnPas encore d'évaluation
- Hydro Testing + Post Weld Heat TreatmentDocument20 pagesHydro Testing + Post Weld Heat TreatmentRafia ZafarPas encore d'évaluation
- Welding Procedure Preparation1Document6 pagesWelding Procedure Preparation1Rajeshwar KumdalePas encore d'évaluation
- Fabrication of Components at Dillinger Huette Heavy FabricationDocument82 pagesFabrication of Components at Dillinger Huette Heavy Fabrication66apenlullenPas encore d'évaluation
- Vessel Pressure TestingDocument3 pagesVessel Pressure Testingalokbdas100% (1)
- Vessel Hydrotesting / Pressure Testing: ASME Training Course I4I AcademyDocument4 pagesVessel Hydrotesting / Pressure Testing: ASME Training Course I4I AcademyvirajPas encore d'évaluation
- Seaplus Fire Fighting SystemsDocument24 pagesSeaplus Fire Fighting SystemsYetkin Erdoğan100% (1)
- Lincoln Electric Welding Stick Maual c210Document48 pagesLincoln Electric Welding Stick Maual c210Kaan çelikoğlu100% (1)
- Weldinghuide Eng BohlerDocument515 pagesWeldinghuide Eng BohlerJorge VasquezPas encore d'évaluation
- Thickness of Small Diameter TubingDocument3 pagesThickness of Small Diameter TubingYetkin ErdoğanPas encore d'évaluation
- NORSOK Standard for Cathodic Protection M-CR-503Document16 pagesNORSOK Standard for Cathodic Protection M-CR-503Yetkin ErdoğanPas encore d'évaluation
- En 1090Document47 pagesEn 1090Darren Thoon100% (5)
- Weld Flange To PipeDocument1 pageWeld Flange To PipeGraham MoorePas encore d'évaluation
- Detection of Hydrogen-Induced Cracking (HIC)Document2 pagesDetection of Hydrogen-Induced Cracking (HIC)Yetkin ErdoğanPas encore d'évaluation
- What Every Engineer Should Know About WeldingDocument10 pagesWhat Every Engineer Should Know About WeldingYetkin ErdoğanPas encore d'évaluation
- Tightness Control SystemDocument4 pagesTightness Control SystemYetkin Erdoğan100% (1)
- Defect Sizing in Pipeline Welds - What Can We Really AchieveDocument10 pagesDefect Sizing in Pipeline Welds - What Can We Really AchieveYetkin ErdoğanPas encore d'évaluation
- Weld Gauges - GAL and Western Instruments - Weld Gauges - Pit Depth - M-TestDocument6 pagesWeld Gauges - GAL and Western Instruments - Weld Gauges - Pit Depth - M-TestYetkin ErdoğanPas encore d'évaluation
- Durlon Is A Good Fit, For Shopping Efficiency ... : ... and For Newly Constructed Tank CarsDocument2 pagesDurlon Is A Good Fit, For Shopping Efficiency ... : ... and For Newly Constructed Tank CarsYetkin ErdoğanPas encore d'évaluation
- Incoterms GuideDocument1 pageIncoterms GuideYetkin ErdoğanPas encore d'évaluation
- Design & Calculation Cathodic Protection Impressed Cureent SystemDocument107 pagesDesign & Calculation Cathodic Protection Impressed Cureent Systemmtuanlatoi9704Pas encore d'évaluation
- Gri Handbook InstallationDocument2 pagesGri Handbook InstallationYetkin ErdoğanPas encore d'évaluation
- Tightness Control SystemDocument4 pagesTightness Control SystemYetkin Erdoğan100% (1)
- InfoDocument40 pagesInfoYetkin Erdoğan100% (1)
- GasesforLife 7 enDocument20 pagesGasesforLife 7 enYetkin ErdoğanPas encore d'évaluation
- TECHCENTER ColdFormingDocument54 pagesTECHCENTER ColdFormingsonurahul_yadav100% (1)
- GasesforLife 8 enDocument20 pagesGasesforLife 8 enYetkin ErdoğanPas encore d'évaluation
- Weld Overlay Cladding1Document3 pagesWeld Overlay Cladding1Yetkin ErdoğanPas encore d'évaluation
- GasesforLife 7 enDocument20 pagesGasesforLife 7 enYetkin ErdoğanPas encore d'évaluation
- Catalog enDocument36 pagesCatalog enYetkin ErdoğanPas encore d'évaluation
- Gases For Life 01Document20 pagesGases For Life 01Yetkin ErdoğanPas encore d'évaluation
- Original Gasket Technology GuideDocument40 pagesOriginal Gasket Technology GuideAtty AttyPas encore d'évaluation
- Gases For Life 02Document20 pagesGases For Life 02Yetkin ErdoğanPas encore d'évaluation
- Man Instruc Boiler ViessmannDocument53 pagesMan Instruc Boiler ViessmannYetkin ErdoğanPas encore d'évaluation
- Original Gasket Technology GuideDocument40 pagesOriginal Gasket Technology GuideAtty AttyPas encore d'évaluation
- How Boilers WorkDocument18 pagesHow Boilers Workhozipek5599100% (1)
- DTMF Proximity DetectorDocument1 pageDTMF Proximity DetectorAlagappan ArunachalamPas encore d'évaluation
- Ficha Tecnica Viking PDFDocument11 pagesFicha Tecnica Viking PDFRichie ChicolPas encore d'évaluation
- Bitsler DicebotDocument4 pagesBitsler DicebotShinsPas encore d'évaluation
- Resume Mithun UpdatedDocument7 pagesResume Mithun UpdatedmithunPas encore d'évaluation
- MS Gree Aircon Midwall Service Manual PDFDocument55 pagesMS Gree Aircon Midwall Service Manual PDFMacSparesPas encore d'évaluation
- 30x173 - TPDS-T - MK317 Mod0 - NAVSEA - 2011Document16 pages30x173 - TPDS-T - MK317 Mod0 - NAVSEA - 2011Anonymous jIzz7woS6Pas encore d'évaluation
- An Introduction To Marketing Research by SmithDocument448 pagesAn Introduction To Marketing Research by SmithKali Das100% (1)
- cs2071 New Notes 1Document34 pagescs2071 New Notes 1intelinsideocPas encore d'évaluation
- Microstation GuideDocument158 pagesMicrostation GuideMishra KirtiwardhanPas encore d'évaluation
- CMM49 14 01 MtocDocument2 pagesCMM49 14 01 MtocMichail K100% (1)
- TM 1001 AVEVA Plant 12 1 PDMS Foundations Rev 3 0 PDFDocument153 pagesTM 1001 AVEVA Plant 12 1 PDMS Foundations Rev 3 0 PDFPolarogramaPas encore d'évaluation
- Free and Open Source SoftwareDocument31 pagesFree and Open Source Softwaremoin321Pas encore d'évaluation
- REEM Document SubmissionDocument8 pagesREEM Document Submissionkiller120Pas encore d'évaluation
- Orace Rac TafDocument4 pagesOrace Rac TafNst TnagarPas encore d'évaluation
- EXCEL Formula DictionaryDocument1 pageEXCEL Formula Dictionarysprk4uPas encore d'évaluation
- Classful IP Addressing (Cont.) : Address Prefix Address SuffixDocument25 pagesClassful IP Addressing (Cont.) : Address Prefix Address SuffixGetachew ShambelPas encore d'évaluation
- NETWORKING Top 100 interview questionsDocument22 pagesNETWORKING Top 100 interview questionsyrikki0% (1)
- BIT3251 BIT3251 BIT3251 BIT3251 應用指南 應用指南 應用指南 應用指南: Beyond Innovation TechnologyDocument10 pagesBIT3251 BIT3251 BIT3251 BIT3251 應用指南 應用指南 應用指南 應用指南: Beyond Innovation TechnologyHamza AbbasiPas encore d'évaluation
- True/False: List of Attempted Questions and AnswersDocument15 pagesTrue/False: List of Attempted Questions and AnswersDeepak Kumar VermaPas encore d'évaluation
- ICMT Valve With ICAD Motor Control Using A Pressure Input SignalDocument2 pagesICMT Valve With ICAD Motor Control Using A Pressure Input SignalvickersPas encore d'évaluation
- Resilience and Vulnerability: Complementary or Conflicting Concepts?Document25 pagesResilience and Vulnerability: Complementary or Conflicting Concepts?Shreyas SrivatsaPas encore d'évaluation
- Datasheet Modevapac v2.1 PDFDocument4 pagesDatasheet Modevapac v2.1 PDFParvezPas encore d'évaluation
- Barrera BANNER 2 PDFDocument10 pagesBarrera BANNER 2 PDFrollinga2013Pas encore d'évaluation
- Catalog Filters PDFDocument53 pagesCatalog Filters PDFAlexandre Hugen100% (1)
- Be 2K OEM's Manual: Bernini Design SRL - ItalyDocument48 pagesBe 2K OEM's Manual: Bernini Design SRL - ItalySergio Ricardo IbañezPas encore d'évaluation
- Hioki 3554 Battery Tester ManualDocument89 pagesHioki 3554 Battery Tester ManualAndriGunawanPas encore d'évaluation
- ROSON Dental Accessories Price List-2019Document83 pagesROSON Dental Accessories Price List-2019Anonymous XCJkPuVPas encore d'évaluation
- Bitcoin Thesis FinalDocument18 pagesBitcoin Thesis Finalapi-319365102Pas encore d'évaluation
- Tahap Amalan Penggunaan Lestari Dalam Kalangan Guru Di Puchong, SelangorDocument8 pagesTahap Amalan Penggunaan Lestari Dalam Kalangan Guru Di Puchong, SelangorMasliana SahadPas encore d'évaluation
- Guide to Manual J Load Calculations in 40 CharactersDocument27 pagesGuide to Manual J Load Calculations in 40 Characters123john123100% (3)