Vous aimerez peut-être aussi
- Design Factors When Using Small Bearings: Part 2: Mounting and FittingDocument11 pagesDesign Factors When Using Small Bearings: Part 2: Mounting and FittingankitsarvaiyaPas encore d'évaluation
- Technical Information: Radial Play (Internal Clearance) in Ball BearingsDocument4 pagesTechnical Information: Radial Play (Internal Clearance) in Ball BearingsAbdul JunaediPas encore d'évaluation
- Technical Information: Radial Play (Internal Clearance) in Ball BearingsDocument4 pagesTechnical Information: Radial Play (Internal Clearance) in Ball Bearingsluisbmwm6Pas encore d'évaluation
- Bearing Damage AnalysisDocument12 pagesBearing Damage AnalysisZulfahmi IrhamdaniPas encore d'évaluation
- Mounting and Dismounting of Roller BearingsDocument7 pagesMounting and Dismounting of Roller BearingshouriaPas encore d'évaluation
- Bearings FinalDocument8 pagesBearings FinalThiyagarajan RajkumarPas encore d'évaluation
- What Is Bearing?Document16 pagesWhat Is Bearing?shekhawat1Pas encore d'évaluation
- D04 Shaft Deflection Runout Vibration and Axial MotionDocument15 pagesD04 Shaft Deflection Runout Vibration and Axial Motionsuraj dhulannavarPas encore d'évaluation
- D15 Integral Journal BearingsDocument9 pagesD15 Integral Journal BearingsSuresh Kumar MittapalliPas encore d'évaluation
- 11 Pti CatalogDocument165 pages11 Pti CatalogJorge A VilalPas encore d'évaluation
- Thin Rims For Internal GearsDocument8 pagesThin Rims For Internal GearsMass Giovani100% (1)
- What Loads or Movements Will The Bearing Need To Support or Allow?Document1 pageWhat Loads or Movements Will The Bearing Need To Support or Allow?SarvagnaMNPas encore d'évaluation
- BearingDocument1 pageBearingproxywarPas encore d'évaluation
- General Manager Rotor Clip Company Inc. Somerset, N.JDocument2 pagesGeneral Manager Rotor Clip Company Inc. Somerset, N.JPuru-the-bravePas encore d'évaluation
- E204 S07 Exr DFTDocument15 pagesE204 S07 Exr DFTKantharaj Chinnappa100% (1)
- Design Factors When Using Small Bearings: Part 1: Bearing GeometryDocument7 pagesDesign Factors When Using Small Bearings: Part 1: Bearing Geometryhittaf_05Pas encore d'évaluation
- Serie 60 Informacion AdicionalDocument51 pagesSerie 60 Informacion AdicionalMauricio Campos QuirosPas encore d'évaluation
- Tire TaperDocument10 pagesTire Taperdroessaert_stijnPas encore d'évaluation
- High Speed Gears-Design and Application by James R. PartridgeDocument10 pagesHigh Speed Gears-Design and Application by James R. PartridgeAbbasAnsariPas encore d'évaluation
- Principles and Use of Ball and Roller BearingsDocument76 pagesPrinciples and Use of Ball and Roller BearingsunfalsoimpostorPas encore d'évaluation
- Understanding Machinery Fits and TolerancesDocument11 pagesUnderstanding Machinery Fits and TolerancesManojkumar ThilagamPas encore d'évaluation
- Bearing InspectionDocument20 pagesBearing InspectionMoustapha SeyePas encore d'évaluation
- Dynamic Movement White Paper: Vibralign, Inc. 530G Southlake BLVD Richmond, Va 232326 804.379.2250Document0 pageDynamic Movement White Paper: Vibralign, Inc. 530G Southlake BLVD Richmond, Va 232326 804.379.2250SreenivasPas encore d'évaluation
- Seal Types & Gland Design: Major ClassificationsDocument6 pagesSeal Types & Gland Design: Major ClassificationsvinothPas encore d'évaluation
- Flyer Rolling Bearing AnalysisDocument4 pagesFlyer Rolling Bearing AnalysisBikash Ranjan SahooPas encore d'évaluation
- Toggle ClampsDocument8 pagesToggle ClampsJoe AndrewsPas encore d'évaluation
- AGMA Technical PaperDocument14 pagesAGMA Technical PaperLuis TestaPas encore d'évaluation
- Coronas de Giro 2017 BehDocument31 pagesCoronas de Giro 2017 BehdanielPas encore d'évaluation
- How To Specify Fasteners: 3/4 - 10 X 5 Hex Cap Screw Grade 5 Zinc 3/4 - 16 X 5 Hex Cap Screw Grade 5 ZincDocument15 pagesHow To Specify Fasteners: 3/4 - 10 X 5 Hex Cap Screw Grade 5 Zinc 3/4 - 16 X 5 Hex Cap Screw Grade 5 ZincAndré BuysPas encore d'évaluation
- Rules for Optimal Basic Design of Bevel GearsDocument9 pagesRules for Optimal Basic Design of Bevel GearsLibardo Cardenas PPas encore d'évaluation
- Ball Screw NomenclatureDocument8 pagesBall Screw NomenclatureDillibabu RPas encore d'évaluation
- Couplings: Section Page #Document48 pagesCouplings: Section Page #Sadashiw PatilPas encore d'évaluation
- ARB DesignDocument4 pagesARB Designtamilselvan33Pas encore d'évaluation
- Bearing Shaft Housing FitsDocument3 pagesBearing Shaft Housing FitsmayureshrmahajanPas encore d'évaluation
- Bearing Interference and Fit Selection GuideDocument10 pagesBearing Interference and Fit Selection GuideAl7amdlellahPas encore d'évaluation
- Daniel Senior Orifice Fitting: Fastener Torque GuideDocument20 pagesDaniel Senior Orifice Fitting: Fastener Torque GuideDianaMartínezPas encore d'évaluation
- Slewing BearingDocument15 pagesSlewing BearingVenkatesh Kumar100% (1)
- Lecture 6Document33 pagesLecture 6nofal AdreesPas encore d'évaluation
- Oring With Back Up For High PressureDocument33 pagesOring With Back Up For High PressureGaurav MahajanPas encore d'évaluation
- Catalogo Lovejoy Serie JawDocument26 pagesCatalogo Lovejoy Serie JawJuan Pablo CirizaPas encore d'évaluation
- Stress Analysis of Bevel Gear Tool, Using FEA Tool ANSYS V.14Document6 pagesStress Analysis of Bevel Gear Tool, Using FEA Tool ANSYS V.14IjrtsPas encore d'évaluation
- Slewing Bearing Installation and Maintenance Manual: Yantai Haoyang Machinery Co.,LtdDocument22 pagesSlewing Bearing Installation and Maintenance Manual: Yantai Haoyang Machinery Co.,Ltddony ramdhaniPas encore d'évaluation
- BOOK74Document5 pagesBOOK74Vaibhav GuptaPas encore d'évaluation
- Jaw Type Coupling LOVEJOY PDFDocument26 pagesJaw Type Coupling LOVEJOY PDFRafo Vega GuerovichPas encore d'évaluation
- BacklashDocument29 pagesBacklashAnurag SarkarPas encore d'évaluation
- Gear and Gear Unit DesignDocument22 pagesGear and Gear Unit Designaditya v s sPas encore d'évaluation
- TGB Slewing BearingDocument36 pagesTGB Slewing BearingRafael FurquimPas encore d'évaluation
- What Loads or Movements Will The Bearing Need To Support or Allow?Document1 pageWhat Loads or Movements Will The Bearing Need To Support or Allow?subhampce085Pas encore d'évaluation
- Machine Design: Department of Production Engineering and Metallurgy/ Industrial Engineering Branch/ Third StageDocument18 pagesMachine Design: Department of Production Engineering and Metallurgy/ Industrial Engineering Branch/ Third Stageاحمد عبدالهادي ربيع سعيدPas encore d'évaluation
- Spiral Bevel AssyDocument3 pagesSpiral Bevel AssyvijaykumarnPas encore d'évaluation
- Shaft ConnectionsDocument6 pagesShaft ConnectionsDr_M_SolimanPas encore d'évaluation
- No Backlash DrivesDocument28 pagesNo Backlash Drivesmustafa taiforPas encore d'évaluation
- Catálogo de Camisas MELLINGDocument24 pagesCatálogo de Camisas MELLINGricassterPas encore d'évaluation
- Flexible Mechanical ElementsDocument10 pagesFlexible Mechanical ElementsJithesh GopalPas encore d'évaluation
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsD'EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsÉvaluation : 4 sur 5 étoiles4/5 (1)
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsD'EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreD'EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreÉvaluation : 4.5 sur 5 étoiles4.5/5 (11)
- Research MethodologyDocument1 pageResearch MethodologyNishant GuptaPas encore d'évaluation
- BE ResumeDocument1 pageBE ResumeNishant GuptaPas encore d'évaluation
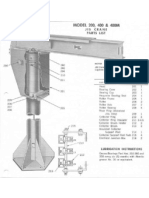
- Model 200-400-400M Parts ListDocument1 pageModel 200-400-400M Parts ListNishant GuptaPas encore d'évaluation
- Shape Matching and Object Recognition Using Shape ContextsDocument14 pagesShape Matching and Object Recognition Using Shape ContextsSrikanth Reddy SarabudlaPas encore d'évaluation
- BE ResumeDocument1 pageBE ResumeNishant GuptaPas encore d'évaluation
- B.E - (2008 Patt.)Document825 pagesB.E - (2008 Patt.)shrikantpatil123100% (2)
- ALVINN Robot Vision SystemDocument4 pagesALVINN Robot Vision SystemNishant GuptaPas encore d'évaluation
- Is 1161-1998Document2 pagesIs 1161-1998Nishant GuptaPas encore d'évaluation
- University of PuneDocument47 pagesUniversity of PuneDeepak YaduvanshiPas encore d'évaluation
- Mosek UserguideDocument81 pagesMosek UserguideadethroPas encore d'évaluation
- Assignment2-9509Document5 pagesAssignment2-9509ritadhikarycsePas encore d'évaluation
- Appointment Letter JobDocument30 pagesAppointment Letter JobsalmanPas encore d'évaluation
- Procedural Text Unit Plan OverviewDocument3 pagesProcedural Text Unit Plan Overviewapi-361274406Pas encore d'évaluation
- WP 2 Final Draft 1Document5 pagesWP 2 Final Draft 1api-457082236Pas encore d'évaluation
- Dasha TransitDocument43 pagesDasha Transitvishwanath100% (2)
- CV Raman's Discovery of the Raman EffectDocument10 pagesCV Raman's Discovery of the Raman EffectjaarthiPas encore d'évaluation
- Energy Efficient Solar-Powered Street Lights Using Sun-Tracking Solar Panel With Traffic Density Monitoring and Wireless Control SystemDocument9 pagesEnergy Efficient Solar-Powered Street Lights Using Sun-Tracking Solar Panel With Traffic Density Monitoring and Wireless Control SystemIJRASETPublicationsPas encore d'évaluation
- McKinsey & Co - Nonprofit Board Self-Assessment Tool Short FormDocument6 pagesMcKinsey & Co - Nonprofit Board Self-Assessment Tool Short Formmoctapka088100% (1)
- Design Theory: Boo Virk Simon Andrews Boo - Virk@babraham - Ac.uk Simon - Andrews@babraham - Ac.ukDocument33 pagesDesign Theory: Boo Virk Simon Andrews Boo - Virk@babraham - Ac.uk Simon - Andrews@babraham - Ac.ukuzma munirPas encore d'évaluation
- Custom Fabricators, Incorporated Case StudyDocument3 pagesCustom Fabricators, Incorporated Case StudyUmair MajeedPas encore d'évaluation
- Subject and Power - FoucaultDocument10 pagesSubject and Power - FoucaultEduardo EspíndolaPas encore d'évaluation
- Indian Oil Corporation- Leading Indian State-Owned Oil and Gas CompanyDocument10 pagesIndian Oil Corporation- Leading Indian State-Owned Oil and Gas CompanyPrakhar ShuklaPas encore d'évaluation
- Antiepilepticdg09gdg 121231093314 Phpapp01Document145 pagesAntiepilepticdg09gdg 121231093314 Phpapp01Vaidya NurPas encore d'évaluation
- Google Fusion Tables: A Case StudyDocument4 pagesGoogle Fusion Tables: A Case StudySeanPas encore d'évaluation
- Instruction Manual For National Security Threat Map UsersDocument16 pagesInstruction Manual For National Security Threat Map UsersJan KastorPas encore d'évaluation
- C1 Reading 1Document2 pagesC1 Reading 1Alejandros BrosPas encore d'évaluation
- 07CRMDocument81 pages07CRMsangramlifePas encore d'évaluation
- Growing Up Psychic by Chip Coffey - ExcerptDocument48 pagesGrowing Up Psychic by Chip Coffey - ExcerptCrown Publishing Group100% (1)
- IS BIOCLIMATIC ARCHITECTURE A NEW STYLE OF DESIGNDocument5 pagesIS BIOCLIMATIC ARCHITECTURE A NEW STYLE OF DESIGNJorge DávilaPas encore d'évaluation
- Páginas Desdeingles - Sep2008Document1 pagePáginas Desdeingles - Sep2008anayourteacher100% (1)
- CpE194 Lab Experiment # 1 - MTS-88 FamiliarizationDocument4 pagesCpE194 Lab Experiment # 1 - MTS-88 FamiliarizationLouieMurioPas encore d'évaluation
- Shaft design exercisesDocument8 pagesShaft design exercisesIvanRosellAgustíPas encore d'évaluation
- Getting BetterDocument3 pagesGetting BetterIngrid MedinaPas encore d'évaluation
- MVC ImpDocument4 pagesMVC ImpsrinathmsPas encore d'évaluation
- Manual For The MCPL Programming LanguageDocument74 pagesManual For The MCPL Programming Languagechri1753Pas encore d'évaluation
- Backup 2Document59 pagesBackup 2Fabiola Tineo GamarraPas encore d'évaluation
- Tabelas Normativas DinDocument2 pagesTabelas Normativas DinDeimos PhobosPas encore d'évaluation
- Discourse Community 2Document7 pagesDiscourse Community 2api-272763663Pas encore d'évaluation
- Group 7 Scope StatementDocument17 pagesGroup 7 Scope Statementapi-335995226100% (4)