Vous aimerez peut-être aussi
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesD'EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesPas encore d'évaluation
- Fonctions de Singularite - Methodes de Calculs PDFDocument4 pagesFonctions de Singularite - Methodes de Calculs PDFAhmed Aben50% (2)
- Mecanique Milieux ContinusDocument102 pagesMecanique Milieux Continusbrahim100% (5)
- Thème Montage ModulaireDocument16 pagesThème Montage Modulairekldmnt100% (1)
- Contrat de Phase Support Palier V2 PDFDocument7 pagesContrat de Phase Support Palier V2 PDFAyoub Elcaidi0% (1)
- Exemple Projet Amdec PDFDocument22 pagesExemple Projet Amdec PDFAhmed Aben100% (3)
- Cours Technologie de Fabrication PDFDocument162 pagesCours Technologie de Fabrication PDFHeDi Ben Ameur100% (1)
- 2-Usinage FraisageDocument127 pages2-Usinage Fraisagesami100% (1)
- Presse Plieuse Mecanise PDFDocument8 pagesPresse Plieuse Mecanise PDFGenie Meca100% (1)
- 8759 E4 U43 Bts Crci 2017 Sujet PDFDocument25 pages8759 E4 U43 Bts Crci 2017 Sujet PDFGuy OmangPas encore d'évaluation
- TD 1 LiaisonsschmacinmatiqueDocument6 pagesTD 1 LiaisonsschmacinmatiqueSamba SallPas encore d'évaluation
- BTS CRCI BTS CRCI Conception Et RealisatDocument37 pagesBTS CRCI BTS CRCI Conception Et Realisatapi34Pas encore d'évaluation
- Elaboration D Un Avant Projet D Etude de Fabrication Apef CoursDocument8 pagesElaboration D Un Avant Projet D Etude de Fabrication Apef Courspinamark100% (1)
- Char A VoileDocument30 pagesChar A VoileZied Hechmi100% (3)
- Devoir: Poste de deDocument5 pagesDevoir: Poste de debejaouiPas encore d'évaluation
- Camera Mw2004Document8 pagesCamera Mw2004topjobPas encore d'évaluation
- Procédés de Mise en Œuvre Par Déformation PlastiqueDocument38 pagesProcédés de Mise en Œuvre Par Déformation PlastiqueAhmed RomdhaniPas encore d'évaluation
- Cours D'analyse 2ND Ch-Ti 2020 EleveDocument21 pagesCours D'analyse 2ND Ch-Ti 2020 Elevefokou.simplicegmail.com Fokou SimplicePas encore d'évaluation
- Documentreponse PDFDocument9 pagesDocumentreponse PDFRo binPas encore d'évaluation
- Crci - BTS 2019 - TG PDFDocument7 pagesCrci - BTS 2019 - TG PDFBelangeNgafeletPas encore d'évaluation
- Devoir de Synthèse N°1 - Technologie - 2ème Info (2007-2008) MR Toumi TaherDocument4 pagesDevoir de Synthèse N°1 - Technologie - 2ème Info (2007-2008) MR Toumi TaherSakkat Oussama100% (1)
- TP1 SolidworksDocument16 pagesTP1 SolidworksKamel BousninaPas encore d'évaluation
- CI5 - Cours - Organisation Fonctionnelle D'une Chaine D'informationDocument8 pagesCI5 - Cours - Organisation Fonctionnelle D'une Chaine D'informationKhaDija KhaLdiPas encore d'évaluation
- TP Scie SauteuseDocument5 pagesTP Scie SauteuseremivsnPas encore d'évaluation
- MSSR - 3-TD Pompe Prise Camion CorrectionDocument8 pagesMSSR - 3-TD Pompe Prise Camion Correctionpierre chantelotPas encore d'évaluation
- E4 Bts CPRP 2018 Partie 5 CorrigeDocument19 pagesE4 Bts CPRP 2018 Partie 5 CorrigeDAYANGPas encore d'évaluation
- Les Courroies - ExercicesDocument4 pagesLes Courroies - ExercicesDjamel DjamPas encore d'évaluation
- Les Types D'usinage Par Électro-ÉrosionDocument11 pagesLes Types D'usinage Par Électro-ÉrosionBensaid Mouhib100% (1)
- Cylindre ObliqueDocument20 pagesCylindre ObliqueMed MesPas encore d'évaluation
- Zaghouan Systeme de Traitement Thermique: Devoir de Synthese N°3Document3 pagesZaghouan Systeme de Traitement Thermique: Devoir de Synthese N°3Quincaillerie Ben MansourPas encore d'évaluation
- DS1-DT-Poste de Mise en GodetDocument4 pagesDS1-DT-Poste de Mise en GodetMouad Memni100% (1)
- ILEMATHS - Maths - 3 Sujet Brevet 10 07 PDFDocument5 pagesILEMATHS - Maths - 3 Sujet Brevet 10 07 PDFstfduboishotmail.frPas encore d'évaluation
- TD Rev Mini Compresseur PDFDocument5 pagesTD Rev Mini Compresseur PDFHajar NhailaPas encore d'évaluation
- E4 U43 Bts Crci 2018 SujetDocument24 pagesE4 U43 Bts Crci 2018 SujetJe suis Je suisPas encore d'évaluation
- L1-GPL - TP N 04 Dessin Idustriel 1Document3 pagesL1-GPL - TP N 04 Dessin Idustriel 1ayman zianiPas encore d'évaluation
- ch2 Statique PDFDocument16 pagesch2 Statique PDFConception & Fabrication MécaniquePas encore d'évaluation
- RAPPORT DE STAGE (Réparé) - 1Document17 pagesRAPPORT DE STAGE (Réparé) - 1Yannds Nkolo100% (1)
- DT Sujer 10Document3 pagesDT Sujer 10Elafif HamdiPas encore d'évaluation
- Analyse Fonctionnelle PDFDocument15 pagesAnalyse Fonctionnelle PDFkhocinePas encore d'évaluation
- Devoir de Contrôle N°2 - Technologie - Positionneur de Parabole - 1ère AS (2015-2016) MR RAOUAFI - AbdallahDocument3 pagesDevoir de Contrôle N°2 - Technologie - Positionneur de Parabole - 1ère AS (2015-2016) MR RAOUAFI - Abdallahsarra.benhlimaPas encore d'évaluation
- Le RoulageDocument41 pagesLe Roulagemohamedsalaaaaah33Pas encore d'évaluation
- DC-L3CFM Novembre 2020 FAO DR - CorrectionDocument4 pagesDC-L3CFM Novembre 2020 FAO DR - Correctionhannachi medaminePas encore d'évaluation
- TD Combinatoire TsiDocument5 pagesTD Combinatoire TsikamalPas encore d'évaluation
- C EngrenagesDocument7 pagesC EngrenagesmecaniquestiPas encore d'évaluation
- 11720120710161753Document9 pages11720120710161753Youssef Ben KhemisPas encore d'évaluation
- Vis EcrouDocument31 pagesVis Ecrouwissal khammeriPas encore d'évaluation
- Exercice 8Document12 pagesExercice 8akouPas encore d'évaluation
- Chap2 Liaisons Solides VAS2 Potel Gatignol PDFDocument11 pagesChap2 Liaisons Solides VAS2 Potel Gatignol PDFDamien MirandaPas encore d'évaluation
- Correction-Dessin de Définition PDFDocument14 pagesCorrection-Dessin de Définition PDFmohamed sedki chebbiPas encore d'évaluation
- TP Secateur Systeme Eleve v3 PDFDocument6 pagesTP Secateur Systeme Eleve v3 PDFsafikssPas encore d'évaluation
- Les Organes de GuidagesDocument4 pagesLes Organes de GuidagesHamza BNBPas encore d'évaluation
- CC3 2ste3 - 2018 2019Document6 pagesCC3 2ste3 - 2018 2019ESSOME ESSOME OLIVIER STEPHANEPas encore d'évaluation
- TD Systèmes ArticulésDocument6 pagesTD Systèmes ArticulésAya El RhayourPas encore d'évaluation
- Limer PDFDocument3 pagesLimer PDFMamou DeflaouiPas encore d'évaluation
- PDF Td3Document2 pagesPDF Td3Sarah SalmiPas encore d'évaluation
- Production Mecanique: Cours deDocument111 pagesProduction Mecanique: Cours deAhmed KanounPas encore d'évaluation
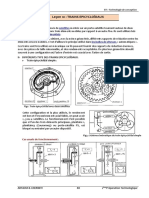
- 09 - Trains EpicycloïdauxDocument9 pages09 - Trains EpicycloïdauxOumaimaPas encore d'évaluation
- Dessin D'ensb 1Document5 pagesDessin D'ensb 1Ali Ben SlamaPas encore d'évaluation
- RoulementsDocument1 pageRoulementsissatkaPas encore d'évaluation
- Chaîne D'energie Fonction Transmettre Solidworks Doc-Prof MoukhtariDocument12 pagesChaîne D'energie Fonction Transmettre Solidworks Doc-Prof MoukhtariELMustaphaELMoukhtariPas encore d'évaluation
- Lecon A2-1 - Système CombinatoireDocument9 pagesLecon A2-1 - Système CombinatoireElmokh LassaadPas encore d'évaluation
- Cours D'analyse 2nd Ch-Ti 2020 ProfDocument21 pagesCours D'analyse 2nd Ch-Ti 2020 Proffokou.simplicegmail.com Fokou SimplicePas encore d'évaluation
- Exercices PneuDocument3 pagesExercices PneuAlexis JamesPas encore d'évaluation
- Cours Calcul de SoudureDocument3 pagesCours Calcul de SoudureKorichiKarimPas encore d'évaluation
- TD 11 - Schéma Cinematique - Coupe TubeDocument10 pagesTD 11 - Schéma Cinematique - Coupe TubeManal El Matmour M'hairPas encore d'évaluation
- Injection Cds 1Document35 pagesInjection Cds 1jih99945Pas encore d'évaluation
- Fabrication RessortsDocument15 pagesFabrication Ressortsعبد الغنيPas encore d'évaluation
- 1 Shape Memogggry PolymersDocument5 pages1 Shape Memogggry PolymersAhmed AbenPas encore d'évaluation
- 10 - E - Module - Tra222vaux en BTDocument30 pages10 - E - Module - Tra222vaux en BTAhmed AbenPas encore d'évaluation
- DRX ResultDocument2 pagesDRX ResultAhmed AbenPas encore d'évaluation
- M Ethodes 11num Eriques Pour Les Ecoulements IncompressiblesDocument80 pagesM Ethodes 11num Eriques Pour Les Ecoulements IncompressiblesAhmed AbenPas encore d'évaluation
- Le Travail Conclusion1 PDFDocument5 pagesLe Travail Conclusion1 PDFAhmed AbenPas encore d'évaluation
- Analyse Thermographique Batsale Al PDFDocument35 pagesAnalyse Thermographique Batsale Al PDFAhmed AbenPas encore d'évaluation
- Conference Michel Grise PsychologueDocument4 pagesConference Michel Grise PsychologueAhmed AbenPas encore d'évaluation
- 3-Patinette Electrique PDFDocument4 pages3-Patinette Electrique PDFAhmed AbenPas encore d'évaluation
- Oscillation Sun de GRE ForceDocument10 pagesOscillation Sun de GRE ForceAhmed AbenPas encore d'évaluation
- Conference Michel Grise PsychologueDocument4 pagesConference Michel Grise PsychologueAhmed AbenPas encore d'évaluation
- InventionsDocument27 pagesInventionsmirnafarahatPas encore d'évaluation
- Conference Michel Grise PsychologueDocument4 pagesConference Michel Grise PsychologueAhmed AbenPas encore d'évaluation
- Monter Etagere Sur Tasseaux PDFDocument4 pagesMonter Etagere Sur Tasseaux PDFKhaled GarrigusPas encore d'évaluation
- Série Déxercices API I - 240109 - 133104Document12 pagesSérie Déxercices API I - 240109 - 133104bridjettedonaPas encore d'évaluation
- Recueil Securite Salle Machines OutilsDocument29 pagesRecueil Securite Salle Machines OutilsRevival JamPas encore d'évaluation
- Mon RapportDocument11 pagesMon RapportJaurès AGOSSOUPas encore d'évaluation
- Conditions CoupeDocument10 pagesConditions CoupeÎliãss ÎliassPas encore d'évaluation
- Ec - GMP332 - TP Fab - Bwanga - AbandaDocument23 pagesEc - GMP332 - TP Fab - Bwanga - AbandaYannick AtsinaPas encore d'évaluation
- Support Cfao Issatso PDFDocument98 pagesSupport Cfao Issatso PDFAhmed Yassine HdhiriPas encore d'évaluation
- Mise en Forme MateriauxDocument4 pagesMise en Forme MateriauxMohand Oulhadj ChalaliPas encore d'évaluation
- Mise en Route de S7-GRAPHDocument24 pagesMise en Route de S7-GRAPHAb DfPas encore d'évaluation
- XXXXXXXDocument14 pagesXXXXXXXSofianePas encore d'évaluation
- 3 Stylo ArtisanDocument2 pages3 Stylo ArtisanGustavo RuizPas encore d'évaluation
- 4.FAO TournageDocument15 pages4.FAO TournageYoucef MimouniPas encore d'évaluation
- Charnieres PoseDocument6 pagesCharnieres PosechevallierludovicPas encore d'évaluation
- Procédés FabricationDocument19 pagesProcédés FabricationSEIFEDDINE KADRIPas encore d'évaluation
- The Table Leg Typewriter (Practical Scrap Metal Small Arms Vol.10)Document37 pagesThe Table Leg Typewriter (Practical Scrap Metal Small Arms Vol.10)boulangeotPas encore d'évaluation
- M03 Fabrication de Pièces D'usinage Simple en TournageDocument73 pagesM03 Fabrication de Pièces D'usinage Simple en TournageJawad Eddaiki83% (6)
- Examens National 2bac STM Sci Ingen 2010 R PDFDocument23 pagesExamens National 2bac STM Sci Ingen 2010 R PDFHanane TounsiPas encore d'évaluation
- Capteur Fin de Course PneumatiqueDocument25 pagesCapteur Fin de Course PneumatiqueSERRAI Salah eddinePas encore d'évaluation
- 85090020.03 Manuel D'instructions FRDocument66 pages85090020.03 Manuel D'instructions FRJAMESPas encore d'évaluation
- Fiche Technique Perceuse PDFDocument29 pagesFiche Technique Perceuse PDFpacom zanguéPas encore d'évaluation
- Cours 4Document7 pagesCours 4Marouane ChadiPas encore d'évaluation
- Rédigé Et Présenté Par IDRISSOU PAWIYANG (FM5) 1Document25 pagesRédigé Et Présenté Par IDRISSOU PAWIYANG (FM5) 1Kouam kamguaingPas encore d'évaluation
- Perçage&Alésage PDFDocument30 pagesPerçage&Alésage PDFAdja Fatou Sougou100% (1)
- Devoir Du 2ème Trimestre 2022Document5 pagesDevoir Du 2ème Trimestre 2022josias zinsou100% (1)
- Trottinette 2 PDFDocument65 pagesTrottinette 2 PDFAhmed AbenPas encore d'évaluation
- Catalogue Ecofix WebDocument398 pagesCatalogue Ecofix WebZAER FETTALPas encore d'évaluation