Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Installing Oracle Fail SafeDocument14 pagesInstalling Oracle Fail SafeSantiago ArgibayPas encore d'évaluation
- Toyota Auris Corolla 2007 2013 Electrical Wiring DiagramDocument22 pagesToyota Auris Corolla 2007 2013 Electrical Wiring Diagrampriscillasalas040195ori100% (125)
- Mannitol For Reduce IOPDocument7 pagesMannitol For Reduce IOPHerryantoThomassawaPas encore d'évaluation
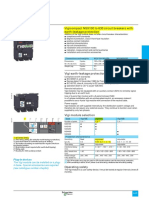
- Vigi Module Selection PDFDocument1 pageVigi Module Selection PDFrt1973Pas encore d'évaluation
- Aquamaster 3 Flow Measurement: Saving Every Drop of Energy and Cost Naturally!Document7 pagesAquamaster 3 Flow Measurement: Saving Every Drop of Energy and Cost Naturally!FIRMANSYAHPas encore d'évaluation
- Position PaperDocument9 pagesPosition PaperRoel PalmairaPas encore d'évaluation
- Option - 1 Option - 2 Option - 3 Option - 4 Correct Answer MarksDocument4 pagesOption - 1 Option - 2 Option - 3 Option - 4 Correct Answer MarksKISHORE BADANAPas encore d'évaluation
- Uncertainty-Based Production Scheduling in Open Pit Mining: R. Dimitrakopoulos and S. RamazanDocument7 pagesUncertainty-Based Production Scheduling in Open Pit Mining: R. Dimitrakopoulos and S. RamazanClaudio AballayPas encore d'évaluation
- Governance of Cyber Security Research ProposalDocument1 pageGovernance of Cyber Security Research ProposalAleksandar MaričićPas encore d'évaluation
- Anklet - Google SearchDocument1 pageAnklet - Google SearchManu KhannaPas encore d'évaluation
- Solution Manual For Labor Relations Development Structure Process 12th Edition Fossum 0077862473 9780077862473Document16 pagesSolution Manual For Labor Relations Development Structure Process 12th Edition Fossum 0077862473 9780077862473savannahzavalaxodtfznisq100% (27)
- Manual de Parts ES16D6Document36 pagesManual de Parts ES16D6Eduardo CortezPas encore d'évaluation
- D13A540, EU4SCR - Eng - 01 - 1499912Document2 pagesD13A540, EU4SCR - Eng - 01 - 1499912javed samaaPas encore d'évaluation
- BSBMGT516 Facilitate Continuous Improvement: Summative Assessment 1Document4 pagesBSBMGT516 Facilitate Continuous Improvement: Summative Assessment 1Mmc MixPas encore d'évaluation
- The 8051 Microcontroller & Embedded Systems: Muhammad Ali Mazidi, Janice Mazidi & Rolin MckinlayDocument15 pagesThe 8051 Microcontroller & Embedded Systems: Muhammad Ali Mazidi, Janice Mazidi & Rolin MckinlayAkshwin KisorePas encore d'évaluation
- UntitledDocument1 pageUntitledsai gamingPas encore d'évaluation
- Calio Z: Type Series BookletDocument24 pagesCalio Z: Type Series BookletDan PopescuPas encore d'évaluation
- Datascope System 98Document16 pagesDatascope System 98Guillermo ZalazarPas encore d'évaluation
- Study On Color Fastness To Rubbing by Crock MeterDocument4 pagesStudy On Color Fastness To Rubbing by Crock Metertushar100% (5)
- AbDocument8 pagesAbSehar BanoPas encore d'évaluation
- M/B Schematic Version Change List: Release Date PCB P/N Note Pcba P/N PCB DescriptionDocument36 pagesM/B Schematic Version Change List: Release Date PCB P/N Note Pcba P/N PCB DescriptionAdriano Neoaver Tavares100% (2)
- BS Company RecordsDocument2 pagesBS Company RecordstPas encore d'évaluation
- Natures CandyDocument19 pagesNatures CandyFanejegPas encore d'évaluation
- Business en Pre Above S+T ReadingDocument3 pagesBusiness en Pre Above S+T Readingsvetlana939Pas encore d'évaluation
- Smart Meter Are HarmfulDocument165 pagesSmart Meter Are HarmfulknownpersonPas encore d'évaluation
- SummaryDocument50 pagesSummarygirjesh kumarPas encore d'évaluation
- ANSYS 14.0 Fluid Dynamics Update - Dipankar ChoudhuryDocument87 pagesANSYS 14.0 Fluid Dynamics Update - Dipankar Choudhuryj_c_garcia_d100% (1)
- 2017 Directory WO Member PagesDocument112 pages2017 Directory WO Member PagessberkowitzPas encore d'évaluation
- Thermal Hybrids R5Document9 pagesThermal Hybrids R5amir.kalantariPas encore d'évaluation
- Viper 5000 Installations Guide PDFDocument39 pagesViper 5000 Installations Guide PDFvakakoPas encore d'évaluation