Vous aimerez peut-être aussi
- Nine Principles of Conscious LivingDocument57 pagesNine Principles of Conscious LivingSreeraj Guruvayoor SPas encore d'évaluation
- Oracle FLEXCUBE Introduction User Manual PDFDocument166 pagesOracle FLEXCUBE Introduction User Manual PDFriteshPas encore d'évaluation
- TractatusDocument185 pagesTractatusSattyaki BasuPas encore d'évaluation
- Disconnected ManDocument4 pagesDisconnected ManBecky100% (1)
- QM Pillar Training CIIDocument76 pagesQM Pillar Training CIINARENDER SINGH100% (1)
- KK PillarDocument30 pagesKK PillarshaktiPas encore d'évaluation
- Kaizen KobetDocument19 pagesKaizen KobetShubham SharmaPas encore d'évaluation
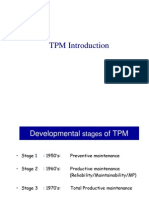
- TPM BasicDocument175 pagesTPM BasicHarsha PrasadPas encore d'évaluation
- TPM QM TrainingDocument16 pagesTPM QM TrainingSunil100% (3)
- 10 Laws of Love: Principles That Will Transform Your Life!Document72 pages10 Laws of Love: Principles That Will Transform Your Life!rammohan2bPas encore d'évaluation
- DOJO CurriculumDocument47 pagesDOJO CurriculumGulshan SaxenaPas encore d'évaluation
- Dental Health CavitationDocument3 pagesDental Health CavitationAyu Pujiwati100% (1)
- Slide TPM SHEDocument14 pagesSlide TPM SHEhdjdjPas encore d'évaluation
- TPM by ManagementDocument41 pagesTPM by ManagementRahul Kumar100% (1)
- 01 - MsaDocument80 pages01 - MsaMohit SinghPas encore d'évaluation
- Solutions ExercisesDocument109 pagesSolutions ExercisesDPas encore d'évaluation
- 16 LossesDocument9 pages16 LossesMuthu Vellayappan100% (1)
- Dimensional Engineering SeminarDocument71 pagesDimensional Engineering Seminardramilt100% (4)
- KK Pillar PDFDocument91 pagesKK Pillar PDFdiwesh26decPas encore d'évaluation
- Processing Point AnalysisDocument35 pagesProcessing Point AnalysisSophanPas encore d'évaluation
- JH PillarDocument39 pagesJH PillarshaktiPas encore d'évaluation
- Failure Mode AND Effect Analysis: TPM Secretariat - Orai FactoryDocument27 pagesFailure Mode AND Effect Analysis: TPM Secretariat - Orai FactorySunilPas encore d'évaluation
- Lost Cost MatrixDocument2 pagesLost Cost Matrixrecep1100% (4)
- TPM and The Extended Supply Chain: Tetra Pak Production D.O.O. Gornji Milanovac, Serbia London, Nov 2016Document36 pagesTPM and The Extended Supply Chain: Tetra Pak Production D.O.O. Gornji Milanovac, Serbia London, Nov 2016Hossam Abdel AzizPas encore d'évaluation
- KK PillarDocument117 pagesKK PillarMAngesh Gade100% (1)
- TPMDocument89 pagesTPMAmanatullah Ansari100% (1)
- Operational Excellence A Complete Guide - 2019 EditionD'EverandOperational Excellence A Complete Guide - 2019 EditionÉvaluation : 1 sur 5 étoiles1/5 (1)
- 5 KK PillarDocument54 pages5 KK Pillarazadsingh183% (6)
- TPM IntroductionDocument61 pagesTPM IntroductionDhriti GoswamiPas encore d'évaluation
- DM Pillar of TPMDocument26 pagesDM Pillar of TPMVinay75% (4)
- 5S Best PracticeDocument85 pages5S Best PracticeyogshastriPas encore d'évaluation
- TPM Wabco-Tvs (India) LTDDocument46 pagesTPM Wabco-Tvs (India) LTDpnithiy_elecPas encore d'évaluation
- Kobetsu Kaizen Pillar: Training Program OnDocument51 pagesKobetsu Kaizen Pillar: Training Program OnNeeraj SethyPas encore d'évaluation
- Q Star - (Waste Management)Document14 pagesQ Star - (Waste Management)Anonymous Y5cnLVYMGPas encore d'évaluation
- Mec 05Document392 pagesMec 05Yen NguyenPas encore d'évaluation
- Condition Monitoring Based Maintenance ManagementDocument31 pagesCondition Monitoring Based Maintenance Managementkapil100% (1)
- E&T PillarDocument63 pagesE&T PillarJage Ram Kashyap100% (4)
- 02-Kobetsu KaizenDocument84 pages02-Kobetsu KaizenSuresh Babu100% (7)
- TPM Jipm Seiichi Nakajima 2007 KlmanagementDocument40 pagesTPM Jipm Seiichi Nakajima 2007 KlmanagementDipankar MukherjeePas encore d'évaluation
- MP CP SheetDocument9 pagesMP CP Sheetutility&oxygen PoolPas encore d'évaluation
- All Pillar OverviewDocument29 pagesAll Pillar OverviewSIVAKUMAR SHANMUGASUNDARAMPas encore d'évaluation
- 36 PfmeaDocument9 pages36 Pfmeamscsmn100% (1)
- Jishu Hozen NotesDocument13 pagesJishu Hozen NotesPrathmesh AwasthiPas encore d'évaluation
- Pillar: Initial Control or Development ManagementDocument7 pagesPillar: Initial Control or Development ManagementNavneet SharmaPas encore d'évaluation
- Quality Maintenance Training Programme: Concept & ImplementationDocument46 pagesQuality Maintenance Training Programme: Concept & Implementationdeepak sharmaPas encore d'évaluation
- 5.6 Office TPM and Concept of PQCDSMDocument9 pages5.6 Office TPM and Concept of PQCDSMvenkata_776555228100% (1)
- Professional MaintenanceDocument391 pagesProfessional MaintenanceAimar Vanderlei Ferreira Filho100% (1)
- Zero Defect PresentationDocument4 pagesZero Defect PresentationRanjith Kumar100% (1)
- PM PillarDocument56 pagesPM PillarNavneet Sharma80% (5)
- Chapter 6. Education & Training ManualDocument23 pagesChapter 6. Education & Training ManualVivek KumarPas encore d'évaluation
- 16 LossesDocument27 pages16 LossesAshrith SPas encore d'évaluation
- Example of TPM in Office EuropeDocument53 pagesExample of TPM in Office Europekingathur26681Pas encore d'évaluation
- JIPM TPM AwardsDocument23 pagesJIPM TPM AwardspreethishPas encore d'évaluation
- Go Betweens For HitlerDocument402 pagesGo Betweens For HitlerSagyan Regmi Regmi100% (1)
- Basic TPM Workshop (Rev1)Document138 pagesBasic TPM Workshop (Rev1)Ahmad FirdausPas encore d'évaluation
- TPM JH PPT 01 JH AwarenessDocument28 pagesTPM JH PPT 01 JH AwarenessLakshmanan Venkatesan100% (1)
- WCM Tofas 2012 EngDocument11 pagesWCM Tofas 2012 Engjames007bondsgPas encore d'évaluation
- MT QM PillarDocument71 pagesMT QM Pillarazadsingh1Pas encore d'évaluation
- Training ON TPM: Rapl Production SystemDocument25 pagesTraining ON TPM: Rapl Production Systemabhijit bhattacherjeEPas encore d'évaluation
- Lucas-TVS-SQA Manual PART A 23.04.2011final New 1Document133 pagesLucas-TVS-SQA Manual PART A 23.04.2011final New 1Purushothama Nanje Gowda0% (2)
- Ishu Ozen: Autonomous MaintenanceDocument16 pagesIshu Ozen: Autonomous MaintenanceVictor ArokiyamPas encore d'évaluation
- Six Sigma - Reduction of Downtime - RE Mill-2 - NewDocument76 pagesSix Sigma - Reduction of Downtime - RE Mill-2 - NewKiruthiga VelmuruganPas encore d'évaluation
- PQCDMSDocument1 pagePQCDMSJm Venki100% (1)
- Relation Between 7 Major Losses of Equipment and Overall Equipment EfficiencyDocument2 pagesRelation Between 7 Major Losses of Equipment and Overall Equipment EfficiencySwapnil KhadePas encore d'évaluation
- MACE Formats 1Document46 pagesMACE Formats 1Ashish VaidPas encore d'évaluation
- Total Productive Maintenance (TPM) : László SoósDocument22 pagesTotal Productive Maintenance (TPM) : László SoósTapendra SharmaPas encore d'évaluation
- VSM 27janDocument21 pagesVSM 27janShweta SinghPas encore d'évaluation
- Directorate of Government Examinations, Chennai - 600 006.: Suganthi SDocument1 pageDirectorate of Government Examinations, Chennai - 600 006.: Suganthi SRaj RudrapaaPas encore d'évaluation
- General AwarenessDocument251 pagesGeneral AwarenessRaj RudrapaaPas encore d'évaluation
- Formats Pensioners NHIS 2014Document4 pagesFormats Pensioners NHIS 2014Raj RudrapaaPas encore d'évaluation
- 3050528Document28 pages3050528Deva RajPas encore d'évaluation
- Sushmitha S R 12 Dec 1995 & Female UR 165703 Sushmitha S R 12 Dec 1995 & Female URDocument1 pageSushmitha S R 12 Dec 1995 & Female UR 165703 Sushmitha S R 12 Dec 1995 & Female URRaj RudrapaaPas encore d'évaluation
- Inhibition of Mild Steel Corrosion in Hydrochloric Acid Solution by Cloxacillin DrugDocument10 pagesInhibition of Mild Steel Corrosion in Hydrochloric Acid Solution by Cloxacillin DrugRaj RudrapaaPas encore d'évaluation
- Divakar N R 21 Feb 1996 & Male SC 170795 Divakar N R 21 Feb 1996 & Male SCDocument1 pageDivakar N R 21 Feb 1996 & Male SC 170795 Divakar N R 21 Feb 1996 & Male SCRaj RudrapaaPas encore d'évaluation
- Review 2Document7 pagesReview 2Raj RudrapaaPas encore d'évaluation
- 5.isca RJCS 2012 173Document6 pages5.isca RJCS 2012 173Raj RudrapaaPas encore d'évaluation
- Production and Marketing of Maize With Special Reference To Dindigul DistrictDocument10 pagesProduction and Marketing of Maize With Special Reference To Dindigul DistrictRaj RudrapaaPas encore d'évaluation
- Statement of The ProblemDocument37 pagesStatement of The ProblemRaj RudrapaaPas encore d'évaluation
- Program For Displaying Several ShapesDocument24 pagesProgram For Displaying Several ShapesRaj RudrapaaPas encore d'évaluation
- Sharda dss10 PPT 06Document48 pagesSharda dss10 PPT 06Ragini PPas encore d'évaluation
- ENFSIDocument8 pagesENFSIkmrdPas encore d'évaluation
- Kindergarten Weekly Lesson Plan TemplateDocument2 pagesKindergarten Weekly Lesson Plan TemplateRobin Escoses MallariPas encore d'évaluation
- Accu MAX3000Document2 pagesAccu MAX3000ynod70Pas encore d'évaluation
- Weather Phenomena MatrixDocument4 pagesWeather Phenomena MatrixsetolazarPas encore d'évaluation
- Pages From ABB Power Factor Correction and Harmonic Filtering in Electrical PlantsDocument7 pagesPages From ABB Power Factor Correction and Harmonic Filtering in Electrical Plantsrajpre1213Pas encore d'évaluation
- Manufacturing Process LabDocument9 pagesManufacturing Process LabJing HengPas encore d'évaluation
- Shell Paper Machine Oil S3 M 220Document3 pagesShell Paper Machine Oil S3 M 220DENNY BAYUAJIPas encore d'évaluation
- High School Kids Science Fiction Short StoriesDocument5 pagesHigh School Kids Science Fiction Short StoriesHarshal bhardwaj100% (1)
- Application of Sensors in An Experimental Investigation of Mode DDocument284 pagesApplication of Sensors in An Experimental Investigation of Mode DHamed MasterPas encore d'évaluation
- Part 1 Hydraulic Design Calculation 473Document13 pagesPart 1 Hydraulic Design Calculation 473shashi rajhansPas encore d'évaluation
- Jurutera August 2014Document28 pagesJurutera August 2014Edison LimPas encore d'évaluation
- Lecture 1 - Surveying FieldworkDocument16 pagesLecture 1 - Surveying FieldworkArchitect ArchitectPas encore d'évaluation
- $RKNVNODDocument8 pages$RKNVNODhoangleeicftPas encore d'évaluation
- Bartletts TestDocument67 pagesBartletts TestRajendra KumarPas encore d'évaluation
- Damian C. Brady, P .DDocument9 pagesDamian C. Brady, P .Dapi-27484581Pas encore d'évaluation
- J.petrauskas ResumeDocument1 pageJ.petrauskas ResumeJPet09Pas encore d'évaluation
- Zero Based BudgetingDocument2 pagesZero Based BudgetingVincentcius Pratama WahyuPas encore d'évaluation
- Chemistry 102 Experiment 8 ColorimetryDocument7 pagesChemistry 102 Experiment 8 ColorimetryDaniel MedeirosPas encore d'évaluation
- Wahs 1 PDFDocument12 pagesWahs 1 PDFKadek Deddy TaraPas encore d'évaluation
- Guide SauvegardeDocument688 pagesGuide SauvegardemitraillePas encore d'évaluation