Vous aimerez peut-être aussi
- FUNDAMENTALS of Engineering ExaminationDocument41 pagesFUNDAMENTALS of Engineering Examinationplamentsankov100% (6)
- Elements of Structural Anbalysis1 PDFDocument513 pagesElements of Structural Anbalysis1 PDFoptimum it solutionsPas encore d'évaluation
- Stress and StrainDocument42 pagesStress and StrainPaul James Thadhani100% (5)
- AC Motors Starting and Protection SystemsDocument32 pagesAC Motors Starting and Protection SystemsTarek MohamedPas encore d'évaluation
- Boat Design GlossaryDocument10 pagesBoat Design GlossaryTarek MohamedPas encore d'évaluation
- Guide To Resin SystemsDocument9 pagesGuide To Resin SystemsDaud Simon A100% (1)
- Properties of ElectrodepositsDocument27 pagesProperties of Electrodepositsjvo917Pas encore d'évaluation
- Social Enterprise Planning ToolkitDocument71 pagesSocial Enterprise Planning ToolkitChen MenciasPas encore d'évaluation
- Fatigue AssignmentDocument10 pagesFatigue Assignmentnelis010% (1)
- Case Studies of Steel Structure Failures PDFDocument6 pagesCase Studies of Steel Structure Failures PDFAvim Wira RagendaPas encore d'évaluation
- Principles of SolidificationDocument74 pagesPrinciples of SolidificationAnand ShivannaPas encore d'évaluation
- Reinforced Concrete Design, Performance and Applications by Sharon RobinsonDocument194 pagesReinforced Concrete Design, Performance and Applications by Sharon RobinsonSolomon AhimbisibwePas encore d'évaluation
- Strain Ageing of SteelDocument4 pagesStrain Ageing of SteelMarius BodeaPas encore d'évaluation
- Composite Columns IDocument15 pagesComposite Columns IHeng Kimseng100% (1)
- Introduction To Finite Element Analysis and Design CH 01Document64 pagesIntroduction To Finite Element Analysis and Design CH 01Jim SullivanPas encore d'évaluation
- The Use of Heheat Straightening To Repair Damaged Steel StructuresDocument38 pagesThe Use of Heheat Straightening To Repair Damaged Steel Structuresjeanpaul CAYTANPas encore d'évaluation
- Performance Based Design For Fire SafetyDocument23 pagesPerformance Based Design For Fire SafetyTharanga Pradeep100% (1)
- Intern J Hydrogen Energy - Hydrogen Embrittlement in Low-Density TWIP Steel 2014Document13 pagesIntern J Hydrogen Energy - Hydrogen Embrittlement in Low-Density TWIP Steel 2014cesar barandaPas encore d'évaluation
- 10 5923 J Jmea 20150501 05Document10 pages10 5923 J Jmea 20150501 05wajdiPas encore d'évaluation
- 6.study FullDocument8 pages6.study FullTJPRC PublicationsPas encore d'évaluation
- Strengthening REVIEWDocument9 pagesStrengthening REVIEWAleš NagodePas encore d'évaluation
- Finite Element Modelling of Concurrent Deformation and Transformation in Metastable SteelsDocument13 pagesFinite Element Modelling of Concurrent Deformation and Transformation in Metastable Steelsklomps_jrPas encore d'évaluation
- Module - 1 Introduction: Advantages and Disadvantages of Steel Structures, Limit State Method Limit State ofDocument12 pagesModule - 1 Introduction: Advantages and Disadvantages of Steel Structures, Limit State Method Limit State of2BA19CV059 Rakshita SarangmathPas encore d'évaluation
- Rebecca Schaller Qualifying ExamDocument11 pagesRebecca Schaller Qualifying Examngotha ngommalaPas encore d'évaluation
- C Yyyy Yy Yy Yy Yy Y Y: Yyy YyyyyyyyyyyyyyDocument5 pagesC Yyyy Yy Yy Yy Yy Y Y: Yyy YyyyyyyyyyyyyyMadan MaharanaPas encore d'évaluation
- Unit 1 - NotesDocument19 pagesUnit 1 - NotesAristotle SironPas encore d'évaluation
- Effect of Quenching Media On Mechanical Properties of Medium Carbon Steel 1030Document9 pagesEffect of Quenching Media On Mechanical Properties of Medium Carbon Steel 1030مسعود بوزويرPas encore d'évaluation
- 1983 T. FOLEY and A. LEVYTHE EROSION OF HEAT-TREATED STEELSDocument20 pages1983 T. FOLEY and A. LEVYTHE EROSION OF HEAT-TREATED STEELSanuragPas encore d'évaluation
- Taheri2020 - Article - CharacterizationsOfDissimilar DSS-316LDocument9 pagesTaheri2020 - Article - CharacterizationsOfDissimilar DSS-316Lkamal touilebPas encore d'évaluation
- Local Buckling of Cold Formed Stainless Steel SectionsDocument20 pagesLocal Buckling of Cold Formed Stainless Steel Sectionss_bharathkumarPas encore d'évaluation
- Stainless Steel As A Structural Material: State of ReviewDocument9 pagesStainless Steel As A Structural Material: State of ReviewArief Mujib HadiansyahPas encore d'évaluation
- Composites - Materials + Engineering Issues (Workshop, Week 15), 2020-1Document3 pagesComposites - Materials + Engineering Issues (Workshop, Week 15), 2020-1Laura GarcíaPas encore d'évaluation
- Void Swelling StraalsundDocument7 pagesVoid Swelling StraalsundAzif Ali MoothantevileyilPas encore d'évaluation
- Materials Science and Engineering ADocument9 pagesMaterials Science and Engineering ASol AngelPas encore d'évaluation
- Erosion of Ductile Cast Iron With Quartz Particles: Krešimir Grilec, Suzana Jakovljević, Denis PrusacDocument6 pagesErosion of Ductile Cast Iron With Quartz Particles: Krešimir Grilec, Suzana Jakovljević, Denis PrusacHad de BajsPas encore d'évaluation
- Modelling The Influence of Surface Oxidation On High Temperature ErosionDocument7 pagesModelling The Influence of Surface Oxidation On High Temperature ErosionLarry SmithPas encore d'évaluation
- Defects in Rails: S (LdhanaDocument25 pagesDefects in Rails: S (LdhanaPritam TalukdarPas encore d'évaluation
- Effects of Heat Treatment On Mechanical Property and Microstructure of Aluminum Stainless Steel Bimetal PlateDocument6 pagesEffects of Heat Treatment On Mechanical Property and Microstructure of Aluminum Stainless Steel Bimetal PlateM Hadyan MuslihanPas encore d'évaluation
- Materials For LNG ServicesDocument10 pagesMaterials For LNG ServicesSung Hyun TakPas encore d'évaluation
- Materials Science and Engineering ADocument6 pagesMaterials Science and Engineering APiranha TourniquetPas encore d'évaluation
- Corrosion and Elevated Temperature AffectDocument14 pagesCorrosion and Elevated Temperature Affectcinithaserc appuPas encore d'évaluation
- Structural Automotive App enDocument11 pagesStructural Automotive App enStein ChenPas encore d'évaluation
- Ultrasonic Welding of Dissimilar Metals, AA6061 and Ti6Al4VDocument6 pagesUltrasonic Welding of Dissimilar Metals, AA6061 and Ti6Al4Vkaliappan45490Pas encore d'évaluation
- Study of Explosive Welding of A6061/SUS821L1 Using Interlayers With Different Thicknesses and The Air Shockwave Between PlatesDocument16 pagesStudy of Explosive Welding of A6061/SUS821L1 Using Interlayers With Different Thicknesses and The Air Shockwave Between Plateswilsy1978Pas encore d'évaluation
- (Elsevier) The Influence of Circumferential Weld-Induced Imperfections On The Buckling of Silos ADocument12 pages(Elsevier) The Influence of Circumferential Weld-Induced Imperfections On The Buckling of Silos AMateo PaladinoPas encore d'évaluation
- Structural Analysis of Steel Structures Under Fire Loading: C. CrostiDocument8 pagesStructural Analysis of Steel Structures Under Fire Loading: C. CrostiZoranPas encore d'évaluation
- Workbook 1Document11 pagesWorkbook 1Ysharath ChandramouliPas encore d'évaluation
- Effect of Ion Nitriding On Fatigue Behaviour of AISI 4140 SteelDocument11 pagesEffect of Ion Nitriding On Fatigue Behaviour of AISI 4140 Steelthetman95Pas encore d'évaluation
- Analysis of The Behaviour of Stainless Steel Bolted ConnectionsDocument11 pagesAnalysis of The Behaviour of Stainless Steel Bolted ConnectionsSam SamouraPas encore d'évaluation
- Stainless Steel Taps and SinkDocument16 pagesStainless Steel Taps and SinkEdgar Apaza HuallpaPas encore d'évaluation
- Nitrogen Steel:: Button&wide 1Document9 pagesNitrogen Steel:: Button&wide 1Prabha KaranPas encore d'évaluation
- FW 3 PDFDocument16 pagesFW 3 PDFdaniel 119360020Pas encore d'évaluation
- 1ME512-0825Pre Strain CorNDocument16 pages1ME512-0825Pre Strain CorNEduardo PazPas encore d'évaluation
- Effect of Reinforcement On The Failure Load of RC Beams: Osama Salem, Arafa El-HellotyDocument16 pagesEffect of Reinforcement On The Failure Load of RC Beams: Osama Salem, Arafa El-HellotyHesham EdressPas encore d'évaluation
- Ultimate Tensile StrengthDocument8 pagesUltimate Tensile Strengthphutd09Pas encore d'évaluation
- Experiment No. 8 DoneDocument25 pagesExperiment No. 8 DoneshahPas encore d'évaluation
- Engineering Fracture Mechanics: M. Faccoli, G. Cornacchia, M. Gelfi, A. Panvini, R. RobertiDocument13 pagesEngineering Fracture Mechanics: M. Faccoli, G. Cornacchia, M. Gelfi, A. Panvini, R. Roberti0511018Pas encore d'évaluation
- IJETR021817Document3 pagesIJETR021817erpublicationPas encore d'évaluation
- Power PlantDocument17 pagesPower PlantVasu RajaPas encore d'évaluation
- Strain Hardening Exponent-Sep-Oct 2005Document2 pagesStrain Hardening Exponent-Sep-Oct 20056541646Pas encore d'évaluation
- Mechanical Behavior of Precipitation Hardened Aluminum Alloys WeldsDocument26 pagesMechanical Behavior of Precipitation Hardened Aluminum Alloys WeldsKhin Aung ShwePas encore d'évaluation
- Multiple Stiffened Cold-Formed Steel Profiles For Cylindrical Vault Roofing SystemsDocument24 pagesMultiple Stiffened Cold-Formed Steel Profiles For Cylindrical Vault Roofing SystemsTiago LopesPas encore d'évaluation
- Microstructure and Fatigue Resistance of Carburized Steels PDFDocument10 pagesMicrostructure and Fatigue Resistance of Carburized Steels PDFyh1.yuPas encore d'évaluation
- Contreras Cruz-Traduccion InglesDocument11 pagesContreras Cruz-Traduccion InglesL Pauliño Contreras CruzPas encore d'évaluation
- MetalurgiaDocument5 pagesMetalurgiaViviana Contreras CzPas encore d'évaluation
- Critical Thinking in College - Chapter 5 (Part I)Document23 pagesCritical Thinking in College - Chapter 5 (Part I)vikas_ojha54706Pas encore d'évaluation
- RP Lecture6and7Document41 pagesRP Lecture6and7Tarek MohamedPas encore d'évaluation
- Class10 Math Unit04 NCERT TextBook EnglishEditionDocument23 pagesClass10 Math Unit04 NCERT TextBook EnglishEditionTarek MohamedPas encore d'évaluation
- Presentations of ParticipantsDocument143 pagesPresentations of ParticipantsTarek MohamedPas encore d'évaluation
- HydrostaticsDocument34 pagesHydrostaticsTarek MohamedPas encore d'évaluation
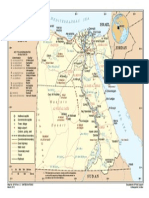
- EgyptDocument1 pageEgyptTarek MohamedPas encore d'évaluation
- 01 ViscosityDocument20 pages01 ViscosityTarek MohamedPas encore d'évaluation
- Motor Car (Construction, Equipment and Use) Regulations 1952Document18 pagesMotor Car (Construction, Equipment and Use) Regulations 1952Tarek MohamedPas encore d'évaluation
- ... Are And: Igneous RocksDocument78 pages... Are And: Igneous RocksTarek Mohamed100% (2)
- GEOL - 3003 - Lecture 3 4 Rheology PDFDocument66 pagesGEOL - 3003 - Lecture 3 4 Rheology PDFMohammed HarrasiPas encore d'évaluation
- User Manual: Finite Element Model of 2016 Xenith X2E (Safety Equipment Institute Model X2E) Version 1.0 For LS-DYNADocument41 pagesUser Manual: Finite Element Model of 2016 Xenith X2E (Safety Equipment Institute Model X2E) Version 1.0 For LS-DYNAchoopoPas encore d'évaluation
- Experiment - 03 - Hookes Law EditedDocument12 pagesExperiment - 03 - Hookes Law EditedadimeghaPas encore d'évaluation
- Mechanical Properties and DefintionDocument29 pagesMechanical Properties and DefintionSiva SundaramPas encore d'évaluation
- Metals: Modeling Thermomechanical Stress With H13 Tool Steel Material Response For Rolling Die Under Hot MillingDocument25 pagesMetals: Modeling Thermomechanical Stress With H13 Tool Steel Material Response For Rolling Die Under Hot MillingGirmaa WarquuPas encore d'évaluation
- He Iza Third Edition 2016Document246 pagesHe Iza Third Edition 2016rock_musicPas encore d'évaluation
- Notes I FAD 2021Document56 pagesNotes I FAD 2021Bikash Gupta me21m054Pas encore d'évaluation
- Tensile TestDocument8 pagesTensile TestItzmichael EzPas encore d'évaluation
- Imperfection, Residual Stress and Yield Slenderness Limit of Very High Strength (VHS) Circular Steel Tubes, 2003 (H Jiao, X.-L Zhao)Document17 pagesImperfection, Residual Stress and Yield Slenderness Limit of Very High Strength (VHS) Circular Steel Tubes, 2003 (H Jiao, X.-L Zhao)Phan Đào Hoàng HiệpPas encore d'évaluation
- 印度的混凝土梁的试验和仿真计算 PDFDocument14 pages印度的混凝土梁的试验和仿真计算 PDFgufeng0731Pas encore d'évaluation
- Chapter 3Document39 pagesChapter 3king AliPas encore d'évaluation
- Nonlinear Analyses For Thermal Cracking in The Design of Concrete StructuresDocument8 pagesNonlinear Analyses For Thermal Cracking in The Design of Concrete Structuresmohammed_fathelbabPas encore d'évaluation
- Karthik Mander 2010Document4 pagesKarthik Mander 2010Electronic RaccoonPas encore d'évaluation
- Chapter 6 - Elasticity and OscillationDocument20 pagesChapter 6 - Elasticity and OscillationKenny Jay LabianoPas encore d'évaluation
- Nonlinear Strain Hardening Parameter Comparison For Stainless SteelDocument7 pagesNonlinear Strain Hardening Parameter Comparison For Stainless SteelSavalia HardikPas encore d'évaluation
- 6c. ELASTICITY and OSCILLATIONDocument19 pages6c. ELASTICITY and OSCILLATIONAllan Gabriel LariosaPas encore d'évaluation
- =F sinθ : R= F F R= F F R= FDocument46 pages=F sinθ : R= F F R= F F R= FYhelly27Pas encore d'évaluation
- L3Document22 pagesL3r005w3ltPas encore d'évaluation
- Mech 30a March 21 2022 Eteeap ModuleDocument65 pagesMech 30a March 21 2022 Eteeap ModuleGibson DiangoPas encore d'évaluation
- Simple Strain PDFDocument12 pagesSimple Strain PDFJc UyPas encore d'évaluation
- Test 2 SolutionDocument7 pagesTest 2 SolutionLeng ChaiPas encore d'évaluation
- Shearwall Design of RCCCC Structure 111111222222298909Document77 pagesShearwall Design of RCCCC Structure 111111222222298909Shams KhattakPas encore d'évaluation
- Modified Syllabus of B.Tech (Civil Engg.) : Third SemesterDocument13 pagesModified Syllabus of B.Tech (Civil Engg.) : Third SemesterTarunPas encore d'évaluation