Vous aimerez peut-être aussi
- 12345Document4 pages12345Rafael Tapia25% (8)
- Un Juez A La Medida de Alan GarcíaDocument4 pagesUn Juez A La Medida de Alan GarcíaAlberto FloresPas encore d'évaluation
- Gobierno Ocultó Evidencia de Contaminación en Niños y Adultos de EspinarDocument2 pagesGobierno Ocultó Evidencia de Contaminación en Niños y Adultos de EspinarAlberto FloresPas encore d'évaluation
- Los Cinco Conflictos Sociambientales Que Explotaron Este AñoDocument7 pagesLos Cinco Conflictos Sociambientales Que Explotaron Este AñoAlberto FloresPas encore d'évaluation
- Dique BrasilDocument2 pagesDique BrasilAlberto FloresPas encore d'évaluation
- Ministro PulgarDocument2 pagesMinistro PulgarAlberto FloresPas encore d'évaluation
- Espinar ContaminacionDocument7 pagesEspinar ContaminacionAlberto FloresPas encore d'évaluation
- Oro Sucio y Sin LeyDocument3 pagesOro Sucio y Sin LeyAlberto FloresPas encore d'évaluation
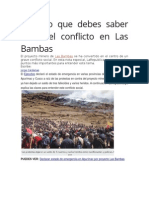
- Todo Lo Que Debes Saber Sobre El Conflicto en Las BambasDocument4 pagesTodo Lo Que Debes Saber Sobre El Conflicto en Las BambasAlberto FloresPas encore d'évaluation
- El Niño Cobra Fuerza en El Pacífico y Ya Es Una Amenaza MundialDocument8 pagesEl Niño Cobra Fuerza en El Pacífico y Ya Es Una Amenaza MundialAlberto FloresPas encore d'évaluation
- GlaciaresDocument2 pagesGlaciaresAlberto FloresPas encore d'évaluation
- Como Salir A Los Mercados ExternosDocument7 pagesComo Salir A Los Mercados ExternosAlberto FloresPas encore d'évaluation
- Comunera de Espinar Sí Estaba Contaminada Con Plomo y ArsénicoDocument4 pagesComunera de Espinar Sí Estaba Contaminada Con Plomo y ArsénicoAlberto FloresPas encore d'évaluation
- Récords de Temperaturas en La Tierra Preocupan A CientíficosDocument2 pagesRécords de Temperaturas en La Tierra Preocupan A CientíficosAlberto FloresPas encore d'évaluation
- Bolognesi A Su EsposaDocument7 pagesBolognesi A Su EsposaAlberto FloresPas encore d'évaluation
- Desolación en Tambo Tras 6 Semanas de Paro Contra Tía MaríaDocument4 pagesDesolación en Tambo Tras 6 Semanas de Paro Contra Tía MaríaAlberto FloresPas encore d'évaluation
- Preso en Brasil Gerente Fujimorista Que Desfalcó 1Document6 pagesPreso en Brasil Gerente Fujimorista Que Desfalcó 1Alberto FloresPas encore d'évaluation
- Bolivianos Siguen Afectando AnapiaDocument4 pagesBolivianos Siguen Afectando AnapiaAlberto FloresPas encore d'évaluation
- Presidente Humala No Descarta Declarar Estado de Emergencia en Provincia de IslayDocument3 pagesPresidente Humala No Descarta Declarar Estado de Emergencia en Provincia de IslayAlberto FloresPas encore d'évaluation
- Control de Lectura 10 Desarrollo de Proyectos en IngenieríaDocument14 pagesControl de Lectura 10 Desarrollo de Proyectos en IngenieríaKarlita Nohely Montoya RojasPas encore d'évaluation
- Cómo La Infidencia y Corrupción Desdibujaron Una Operación AntidrogasDocument6 pagesCómo La Infidencia y Corrupción Desdibujaron Una Operación AntidrogasAlberto FloresPas encore d'évaluation
- Inician Coordinación para Abrir Mesa de Diálogo Por Tía MaríaDocument4 pagesInician Coordinación para Abrir Mesa de Diálogo Por Tía MaríaAlberto FloresPas encore d'évaluation
- Minería y Poco AmbienteDocument2 pagesMinería y Poco AmbienteAlberto FloresPas encore d'évaluation
- Alcaldes Acusan A Minera Minsur de Generar Daños en La Frontera TripartitaDocument1 pageAlcaldes Acusan A Minera Minsur de Generar Daños en La Frontera TripartitaAlberto FloresPas encore d'évaluation
- Metodologiaaa PresentarDocument13 pagesMetodologiaaa PresentarAlberto FloresPas encore d'évaluation
- Cuatro Generales PNP Investigados Por Descuentos Ilegales A Tres Mil PolicíasDocument7 pagesCuatro Generales PNP Investigados Por Descuentos Ilegales A Tres Mil PolicíasAlberto FloresPas encore d'évaluation
- Oficializan Plan Sanitario Ambiental para EspinarDocument1 pageOficializan Plan Sanitario Ambiental para EspinarAlberto FloresPas encore d'évaluation
- Curso de Iniciación AutocadDocument24 pagesCurso de Iniciación AutocadE&GPas encore d'évaluation
- El Peligroso Lago Tóxico de BaotouDocument6 pagesEl Peligroso Lago Tóxico de BaotouAlberto FloresPas encore d'évaluation
- Mineras Congelan Multas Por Más de 30 Millones de Dólares en La Vía JudicialDocument2 pagesMineras Congelan Multas Por Más de 30 Millones de Dólares en La Vía JudicialAlberto FloresPas encore d'évaluation
- Mineros Arrojan 40 Toneladas de Mercurio A Ríos de Madre de Dio1Document1 pageMineros Arrojan 40 Toneladas de Mercurio A Ríos de Madre de Dio1Alberto FloresPas encore d'évaluation
- Examen 3 EvaluacionDocument6 pagesExamen 3 EvaluacionERICK BERLY GAMERO MITAPas encore d'évaluation
- Produccion Trabajo EsaeDocument3 pagesProduccion Trabajo Esaealejoxz1607Pas encore d'évaluation
- PPM Camarón en Alemania Parte I Información de Mercado 2016Document18 pagesPPM Camarón en Alemania Parte I Información de Mercado 2016Sergio100% (1)
- Preguntas y Respuestas BankomunalesDocument10 pagesPreguntas y Respuestas BankomunalesANGELAVILOPas encore d'évaluation
- GDD FR 08 Caracterización Gestion AdministrativaDocument4 pagesGDD FR 08 Caracterización Gestion AdministrativaRubyCristinaGiraldoCallePas encore d'évaluation
- Tarea Individual #4 - Segundo ParcialDocument4 pagesTarea Individual #4 - Segundo ParcialCarmelina CantareroPas encore d'évaluation
- Que Es La Fecha de Vencimiento o CaducidadDocument3 pagesQue Es La Fecha de Vencimiento o CaducidadAlejandro CangiPas encore d'évaluation
- Apple!!Document5 pagesApple!!Sergio VelascoPas encore d'évaluation
- DJ AplicativoDocument2 pagesDJ Aplicativoe l gPas encore d'évaluation
- Manual de Envío de Información Electrónica A Través Del SIF v2.0.0.10Document105 pagesManual de Envío de Información Electrónica A Través Del SIF v2.0.0.10Harold Antezana RojasPas encore d'évaluation
- S5 Tarea-1Document3 pagesS5 Tarea-1AriuPas encore d'évaluation
- Actividad de AprendizajeDocument9 pagesActividad de AprendizajeYuli De La RosaPas encore d'évaluation
- Tema 1 2018 Economia Unsa TPDocument2 pagesTema 1 2018 Economia Unsa TPFlacoo CabreraPas encore d'évaluation
- La Influencia Japonesa.Document15 pagesLa Influencia Japonesa.Vanessa MedinaPas encore d'évaluation
- Instructivo Excursiones 2017Document8 pagesInstructivo Excursiones 2017wdonaPas encore d'évaluation
- Cuenta CorrienteDocument3 pagesCuenta CorrienteAna MesaPas encore d'évaluation
- Mascarillas para El Cabello Las Ojeras y para La CaraDocument4 pagesMascarillas para El Cabello Las Ojeras y para La CaraLiliana CabreraPas encore d'évaluation
- Haccp en PescadoDocument34 pagesHaccp en PescadoEnioPas encore d'évaluation
- 07h - Analitico de Gastos - DifusionDocument1 page07h - Analitico de Gastos - DifusionArmando A SPas encore d'évaluation
- Cuadro WordDocument1 pageCuadro WordSara Castro LlontopPas encore d'évaluation
- Análisis PestDocument4 pagesAnálisis PestGeoDanPas encore d'évaluation
- Amped Five 2012 EsDocument30 pagesAmped Five 2012 EssykrayoPas encore d'évaluation
- Variables Macroeconomicas Cuadro ComparativoDocument3 pagesVariables Macroeconomicas Cuadro ComparativoAna Yulieth CortésPas encore d'évaluation
- Ensayo Análisis Del Entorno de La Empresa.Document10 pagesEnsayo Análisis Del Entorno de La Empresa.LigiaBerreondo100% (4)
- Trabajo Práctico: "La Organización Espacial de Las Ciudades Argentinas"Document12 pagesTrabajo Práctico: "La Organización Espacial de Las Ciudades Argentinas"Martina RicasoliPas encore d'évaluation
- Analisis Estrategico Sectorial Del Turismo en Jujuy Vis A Vis Con SaltaDocument38 pagesAnalisis Estrategico Sectorial Del Turismo en Jujuy Vis A Vis Con SaltaDIEGO9070100% (1)
- Cadena de Valor de La SedaDocument25 pagesCadena de Valor de La Sedasofi_kabala100% (2)
- Formas de Representación en 3DDocument30 pagesFormas de Representación en 3DAlex RuizPas encore d'évaluation
- Cómo Calcular VAN y TIR en ExcelDocument13 pagesCómo Calcular VAN y TIR en ExcelMarito Huamani HuamanPas encore d'évaluation