Vous aimerez peut-être aussi
- 1220 Butt Fusion Electrofusion and Socket Fusion Welder February 2013Document2 pages1220 Butt Fusion Electrofusion and Socket Fusion Welder February 2013babis1980Pas encore d'évaluation
- Plastic Pipe - PE - Chapter01Document9 pagesPlastic Pipe - PE - Chapter01garisa1963Pas encore d'évaluation
- GF Type 546 BallDocument10 pagesGF Type 546 Ballbabis1980Pas encore d'évaluation
- FRL SIF 618 CompressedAirDryingDocument36 pagesFRL SIF 618 CompressedAirDryingbabis1980Pas encore d'évaluation
- Galvanic CorrosionDocument2 pagesGalvanic CorrosionkeronsPas encore d'évaluation
- How To Select A Pump-By Majid HamedyniaDocument72 pagesHow To Select A Pump-By Majid Hamedyniamajid100% (2)
- P&IDDocument18 pagesP&IDhectornicolauPas encore d'évaluation
- FUSION MANUAL - Rev IllustrationsDocument36 pagesFUSION MANUAL - Rev IllustrationsMehmet SoysalPas encore d'évaluation
- The Condensate, The Boiler Feed, and Their Auxiliary SystemsDocument70 pagesThe Condensate, The Boiler Feed, and Their Auxiliary Systemsbabis1980100% (1)
- Non-Circular Pressure Vessels SquareDocument27 pagesNon-Circular Pressure Vessels SquareAbhilash Kurian100% (1)
- PPG Minimizing The Effects of CorrosionDocument9 pagesPPG Minimizing The Effects of Corrosionbabis1980Pas encore d'évaluation
- Ejector BrochureDocument8 pagesEjector Brochurebabis1980Pas encore d'évaluation
- White Paper RBIDocument12 pagesWhite Paper RBImahesh070Pas encore d'évaluation
- StainlessSteelinWatersGalvanicCorrosionandit PreventionAEBauerDocument14 pagesStainlessSteelinWatersGalvanicCorrosionandit PreventionAEBauerbabis1980Pas encore d'évaluation
- Orifice Plate Flow MetersDocument8 pagesOrifice Plate Flow MetersGaurav Dhiman100% (1)
- Sa 312Document1 pageSa 312babis1980Pas encore d'évaluation
- Tech Manual Electrical Power Plant DesignDocument135 pagesTech Manual Electrical Power Plant Designd_kabulpuriaPas encore d'évaluation
- Ati 317Document13 pagesAti 317babis1980Pas encore d'évaluation
- Chapter IIIDocument19 pagesChapter IIIghostamirPas encore d'évaluation
- Veizades Gas Removal Systems Liquid Ring VPDocument3 pagesVeizades Gas Removal Systems Liquid Ring VPVenkatespatange RaoPas encore d'évaluation
- Fundamentals of Vacuum Technology: 00.200.02 Kat.-Nr. 199 90Document199 pagesFundamentals of Vacuum Technology: 00.200.02 Kat.-Nr. 199 90Anshul JainPas encore d'évaluation
- Energy Saving in Steam Systems.Document34 pagesEnergy Saving in Steam Systems.babis1980Pas encore d'évaluation
- What's New in API 610 11th EditionDocument4 pagesWhat's New in API 610 11th Editionshyam_anupPas encore d'évaluation
- Brochure ACCDocument8 pagesBrochure ACCbabis1980Pas encore d'évaluation
- Introduction To Gas Turbines For Non-EngineersDocument9 pagesIntroduction To Gas Turbines For Non-EngineersKrishna MyakalaPas encore d'évaluation
- Ideal Bearing Temp LimitsDocument1 pageIdeal Bearing Temp Limitsbabis1980Pas encore d'évaluation
- Advanced GE CCPPDocument20 pagesAdvanced GE CCPPR Krishna KumarPas encore d'évaluation
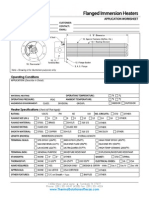
- Flanged Immersion Heaters: Operating ConditionsDocument1 pageFlanged Immersion Heaters: Operating Conditionsbabis1980Pas encore d'évaluation
- 4.24 Drains Systems Design PhilosophyDocument8 pages4.24 Drains Systems Design Philosophybabis1980Pas encore d'évaluation
- ATEX Reference GuideDocument2 pagesATEX Reference Guidebabis1980Pas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5782)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Eam Eqpmnt Master MechanicalDocument508 pagesEam Eqpmnt Master MechanicalDurga PrasadPas encore d'évaluation
- H06160 PDFDocument2 pagesH06160 PDFJumi mikolPas encore d'évaluation
- 1.1 Codes and Standards: The Following UAE National Standards Shall Be AppliedDocument2 pages1.1 Codes and Standards: The Following UAE National Standards Shall Be Appliedshameer_sanju1049Pas encore d'évaluation
- Henry Cat ENG 2013Document100 pagesHenry Cat ENG 2013strelbPas encore d'évaluation
- SLB LiftingDocument98 pagesSLB Liftingbilo1984100% (7)
- 2023 July Nov ME TA RevDocument4 pages2023 July Nov ME TA RevMd IsmayeelPas encore d'évaluation
- Item 3 - GA10010211 PN 400824Document1 pageItem 3 - GA10010211 PN 400824Pablo GarcíaPas encore d'évaluation
- ALLPUMP Catalogue For G Type Screw Pump-1Document7 pagesALLPUMP Catalogue For G Type Screw Pump-1dirumah AjaPas encore d'évaluation
- Power TrainDocument134 pagesPower TrainFernandoPas encore d'évaluation
- Arch DrawingsDocument36 pagesArch Drawingsmanik sudarshaniPas encore d'évaluation
- Rfi Register Soap PlantDocument1 pageRfi Register Soap Plantachmadsyaifudin1011Pas encore d'évaluation
- CPCB 1PC Ee483 Tci - 62.5kva TC-40 & 50 KvaDocument96 pagesCPCB 1PC Ee483 Tci - 62.5kva TC-40 & 50 Kvavikrant dalviPas encore d'évaluation
- Hydraulic Table Cart - 500-Lb.: Owner'S ManualDocument9 pagesHydraulic Table Cart - 500-Lb.: Owner'S Manuallalit PatilPas encore d'évaluation
- Form Measurement GuideDocument68 pagesForm Measurement GuideRama SamyPas encore d'évaluation
- Design and Flow Simulation of Straflo Turbine For Micro Hydro Power StationDocument3 pagesDesign and Flow Simulation of Straflo Turbine For Micro Hydro Power StationAron H OcampoPas encore d'évaluation
- Basemech ProfileDocument66 pagesBasemech ProfileSheueyin ChongPas encore d'évaluation
- SP00976 OMM For CPPDocument414 pagesSP00976 OMM For CPPCidhin NairPas encore d'évaluation
- Bolt Joint Design and SpecificationsDocument29 pagesBolt Joint Design and SpecificationsPablo GalindosPas encore d'évaluation
- FA25i FA5i FA5Ti Parts Information AirToolProDocument48 pagesFA25i FA5i FA5Ti Parts Information AirToolProEslam Saeed100% (1)
- Tae 12502114Document75 pagesTae 12502114Permana WahyuPas encore d'évaluation
- Numerical Control of Machine Tools GuideDocument36 pagesNumerical Control of Machine Tools GuideGaurav SharmaPas encore d'évaluation
- Energy Audits in Thermal Power StationDocument62 pagesEnergy Audits in Thermal Power Stationfiroj_khan995% (22)
- THSA Life Extension Service BulletinDocument14 pagesTHSA Life Extension Service Bulletinrobertas negudinasPas encore d'évaluation
- RPL Engg Drawing NSQF-6Document9 pagesRPL Engg Drawing NSQF-6Safvan KhansahebPas encore d'évaluation
- BPM-DOWNHOLE MOTOR USER'S MANUALDocument80 pagesBPM-DOWNHOLE MOTOR USER'S MANUALXueying LiPas encore d'évaluation
- F117 Pressure Fuelling Nozzle for Heavy Duty ServiceDocument2 pagesF117 Pressure Fuelling Nozzle for Heavy Duty ServiceAmoy AliciaPas encore d'évaluation
- Pumps & Compressors GuideDocument69 pagesPumps & Compressors GuideppnPas encore d'évaluation
- Module 5 - Design of Isolated Spread FootingDocument21 pagesModule 5 - Design of Isolated Spread FootingRVPas encore d'évaluation
- Construction Notes: Schedule of Stirrups at Second - Fourth Floor (Stair Beam)Document1 pageConstruction Notes: Schedule of Stirrups at Second - Fourth Floor (Stair Beam)tonskiePas encore d'évaluation
- Special Purpose MachineDocument23 pagesSpecial Purpose Machineankush100% (1)