Vous aimerez peut-être aussi
- Ficha Tecnica Lana de Vidrio OwensDocument2 pagesFicha Tecnica Lana de Vidrio OwensYordan Vargas FustamantePas encore d'évaluation
- F-Aac-464 Act.1 (Procedimiento de Torqueo Juntas Estructurales)Document25 pagesF-Aac-464 Act.1 (Procedimiento de Torqueo Juntas Estructurales)gchaves504100% (1)
- Ficha Tecnica ButiloDocument2 pagesFicha Tecnica Butilopedro nafer castilloPas encore d'évaluation
- P-GP-AC-02Procedimiento Desmontaje de Estructuras V-01Document6 pagesP-GP-AC-02Procedimiento Desmontaje de Estructuras V-01GinoPalaciosPas encore d'évaluation
- Ficha Técnica Tecle Eléct. Gancho Rhino HoistDocument1 pageFicha Técnica Tecle Eléct. Gancho Rhino Hoistjarry100% (1)
- Ficha Tecnica Cable Rigido de Acero 3 8Document1 pageFicha Tecnica Cable Rigido de Acero 3 8KEVIN ALEXIS HINOSTROZA CARDENAS100% (1)
- Andamios in Crab-SpDocument15 pagesAndamios in Crab-SpArnaldo Pineda100% (1)
- Hoja Tecnica Uniones de TuberiasDocument6 pagesHoja Tecnica Uniones de TuberiasamigotPas encore d'évaluation
- Practica N°5 CADENAS Y PIÑONESDocument11 pagesPractica N°5 CADENAS Y PIÑONESAlvaro ChacònPas encore d'évaluation
- Principios Básicos Del Trabajo en AlturaDocument58 pagesPrincipios Básicos Del Trabajo en AlturajosepthfrancisPas encore d'évaluation
- 4 - Uniones-Soldadas-19 12 15Document17 pages4 - Uniones-Soldadas-19 12 15Jhonatan Flores JoaquinPas encore d'évaluation
- Programa de Implementación de Medidas de Control - Reparacion de PariuelasDocument2 pagesPrograma de Implementación de Medidas de Control - Reparacion de PariuelasJesus PradaPas encore d'évaluation
- Duplex 2205Document2 pagesDuplex 2205AlvialvarezPas encore d'évaluation
- Arco SumergidoDocument20 pagesArco SumergidoYupanqui RicardoPas encore d'évaluation
- OmniScan TOFD ES A4 201502Document4 pagesOmniScan TOFD ES A4 201502Victor Antonio Diaz FaundezPas encore d'évaluation
- Presupuesto Mecanico de Taller de Mantenimiento.Document7 pagesPresupuesto Mecanico de Taller de Mantenimiento.jazmine025Pas encore d'évaluation
- Manual de Usuario Pescante PDFDocument12 pagesManual de Usuario Pescante PDFRene SalasPas encore d'évaluation
- ET Inspeccion Boroscopica TG21 2020Document6 pagesET Inspeccion Boroscopica TG21 2020Fider Herrera FloresPas encore d'évaluation
- Sistema Hidraulico para Montaje de Tanques IndustrialesDocument11 pagesSistema Hidraulico para Montaje de Tanques IndustrialesAaron MartinezPas encore d'évaluation
- Juntas EmpernadasDocument26 pagesJuntas EmpernadaslisbethPas encore d'évaluation
- Lincoln Precision Tig 225Document40 pagesLincoln Precision Tig 225Juank AlmeidaPas encore d'évaluation
- HSE-PR-008 Proc Gestion HSE Subcontratistas Rev6Document10 pagesHSE-PR-008 Proc Gestion HSE Subcontratistas Rev6Laritza Marquez CristanchoPas encore d'évaluation
- Memoria Descriptiva y Requerimiento TecnicoDocument18 pagesMemoria Descriptiva y Requerimiento Tecnicomari carmenPas encore d'évaluation
- SUMITEN780SDocument42 pagesSUMITEN780SLuis Chiara LoayzaPas encore d'évaluation
- Indura 7018 - w1Document1 pageIndura 7018 - w1Diego PabonPas encore d'évaluation
- Diseño de Uniones Soldadas Según Asme Bth-1 2005: Memoria de Calculo Janios Pereira Abrigo Ingeniero CivilDocument1 pageDiseño de Uniones Soldadas Según Asme Bth-1 2005: Memoria de Calculo Janios Pereira Abrigo Ingeniero CivilJaniosPereiraPas encore d'évaluation
- 14-3 Eslingas GuiaDocument19 pages14-3 Eslingas GuiaFERNANDO CASTROPas encore d'évaluation
- Fractura SimpleDocument4 pagesFractura SimpleAndrés Omar Álvarez López100% (2)
- Utw21605 Maquina Soldar InverterDocument3 pagesUtw21605 Maquina Soldar InverterRenny pacheco100% (1)
- Soldadura de Recipientes A PresionDocument6 pagesSoldadura de Recipientes A PresionMarv RodriguezPas encore d'évaluation
- Plan de Seguridad para Soldadura SMAWDocument7 pagesPlan de Seguridad para Soldadura SMAWDavid NuñezPas encore d'évaluation
- ARO Izaje de Paneles Sandwich CON TELEHANDLERDocument263 pagesARO Izaje de Paneles Sandwich CON TELEHANDLERdaylinPas encore d'évaluation
- 02.procedimiento Montaje Cañeria - 1Document7 pages02.procedimiento Montaje Cañeria - 1Yovani Medina Muñoz100% (1)
- Curriculum Vitae: David Enrique Bustamante HernandezDocument6 pagesCurriculum Vitae: David Enrique Bustamante HernandezCesar Tolentino MasgoPas encore d'évaluation
- E70t 4Document1 pageE70t 4Albe Cibia100% (1)
- Proceso de Fabricación de Spool de TuberíaDocument7 pagesProceso de Fabricación de Spool de TuberíaYessy OlayaPas encore d'évaluation
- Memoria de Calculo de Oreja de Izaje Según ASME BTH-1Document3 pagesMemoria de Calculo de Oreja de Izaje Según ASME BTH-1cesar janko quispePas encore d'évaluation
- Yale Yjl PDFDocument1 pageYale Yjl PDFLuis Alberto Amaya TafurPas encore d'évaluation
- Eslingas de PoliesterDocument10 pagesEslingas de Poliesterchuzo63745Pas encore d'évaluation
- Métodos Abreviados de Tekla 14Document2 pagesMétodos Abreviados de Tekla 14Jhon Vidaurre100% (2)
- Plano BarandaDocument1 pagePlano BarandaAnonymous PTTuiGR4Pas encore d'évaluation
- MTTO de Tuberia Casing de Extraccion de PetroleoDocument12 pagesMTTO de Tuberia Casing de Extraccion de PetroleoadolfoalavilaPas encore d'évaluation
- Brochure Imc.2018Document11 pagesBrochure Imc.2018BladyMaitaCiprianoPas encore d'évaluation
- Ic 1.8 Empalme de Vigas de Igual Peralte en Perfiles Comerciales PDFDocument4 pagesIc 1.8 Empalme de Vigas de Igual Peralte en Perfiles Comerciales PDFkiller889Pas encore d'évaluation
- MSDS 000729525Document3 pagesMSDS 000729525Fabricio ronald Rodriguez ChirinosPas encore d'évaluation
- Aws A5-13Document1 pageAws A5-13Joel Aldeir Vasquez ReyesPas encore d'évaluation
- Curso Taller Inspeccion Visual PDFDocument1 pageCurso Taller Inspeccion Visual PDFAnonymous nCdGmlIPas encore d'évaluation
- Catalogo 2015 - Cables e Hilos ElectricosDocument155 pagesCatalogo 2015 - Cables e Hilos ElectricosPabloPas encore d'évaluation
- Soldadura Offshore PresentacionDocument23 pagesSoldadura Offshore PresentacionWilfredo GaincePas encore d'évaluation
- Diseño Electromecanico de Una Maquina de TraccionDocument21 pagesDiseño Electromecanico de Una Maquina de TraccioncazerPas encore d'évaluation
- Procedimiento de Fabricacion de Tolva de Pesaje Por BatchDocument3 pagesProcedimiento de Fabricacion de Tolva de Pesaje Por BatchJavier Aguirre ChuquihuangaPas encore d'évaluation
- Tuberia SanitariaDocument2 pagesTuberia Sanitariajmms21Pas encore d'évaluation
- Calculo de VigasDocument8 pagesCalculo de Vigasluigee17Pas encore d'évaluation
- Tigfil Er80s GDocument1 pageTigfil Er80s GYonathan Ricardo Leo KxPas encore d'évaluation
- Catalogo TradisaDocument1 pageCatalogo TradisaDanny M Hurtado TaypePas encore d'évaluation
- Informe GmawDocument12 pagesInforme Gmawyesym3007Pas encore d'évaluation
- Definición Del Proceso de La Soldadura MIG MAGDocument8 pagesDefinición Del Proceso de La Soldadura MIG MAGAmAnda DvPas encore d'évaluation
- Procesos de SoldaduraDocument7 pagesProcesos de SoldaduraIvan Andres Fuentes RamirezPas encore d'évaluation
- Soldadura de Tanques3Document30 pagesSoldadura de Tanques3Luis LugoPas encore d'évaluation
- Distribucion de Planchas-CanastillasDocument1 pageDistribucion de Planchas-CanastillasAnonymous wuvXb0iPas encore d'évaluation
- EquipoDocument1 pageEquipoAnonymous wuvXb0iPas encore d'évaluation
- SP006 01 009Document1 pageSP006 01 009Anonymous wuvXb0iPas encore d'évaluation
- RPNEU-Registro de Prueba NeumaticaDocument1 pageRPNEU-Registro de Prueba NeumaticaAnonymous wuvXb0iPas encore d'évaluation
- RLIB - Registro Liberación FinalDocument2 pagesRLIB - Registro Liberación FinalAnonymous wuvXb0iPas encore d'évaluation
- Procedimiento de Alivio de TensionesDocument13 pagesProcedimiento de Alivio de TensionesAnonymous wuvXb0iPas encore d'évaluation
- Resumen Estabilidad ColumnasDocument20 pagesResumen Estabilidad ColumnasPacho ChavezPas encore d'évaluation
- Subestaciones Electricas (TEORIA)Document41 pagesSubestaciones Electricas (TEORIA)Dayan ҺệŗŘēŖÂ яŨłż100% (2)
- Especificaciones Tecnicas 2sherwin WilliamsDocument19 pagesEspecificaciones Tecnicas 2sherwin WilliamsAnonymous wuvXb0iPas encore d'évaluation
- Especificaciones Tecnicas 1 Sherwin WillianmsDocument13 pagesEspecificaciones Tecnicas 1 Sherwin WillianmsAnonymous wuvXb0i100% (2)
- Desalineamientos - Reemplazo GomasDocument2 pagesDesalineamientos - Reemplazo GomasAnonymous wuvXb0iPas encore d'évaluation
- 086 - Propuesta Manual Ugam 02.08Document94 pages086 - Propuesta Manual Ugam 02.08lilianareyesherrera4829100% (1)
- Matricez Mefe Mefi MPC y FodaDocument10 pagesMatricez Mefe Mefi MPC y FodaGeraldine K. Valencia MenaPas encore d'évaluation
- La Minuta y La Escritura Pública Conceptos y ModelosDocument4 pagesLa Minuta y La Escritura Pública Conceptos y ModelosYOMMI LUCERO TAPIA ESPIRILLAPas encore d'évaluation
- Guia Evaluar Competencia ConsultorDocument84 pagesGuia Evaluar Competencia ConsultorLuis García CampañaPas encore d'évaluation
- C34464 Ocr PDFDocument23 pagesC34464 Ocr PDFconylolaPas encore d'évaluation
- Síntesis Del Presidente Ricardo MartinelliDocument3 pagesSíntesis Del Presidente Ricardo Martinelliesauritor27Pas encore d'évaluation
- Promelsa - Seprel PeruDocument2 pagesPromelsa - Seprel Perudavid roger asca villafrancaPas encore d'évaluation
- Delegación Especial de CATALUÑA: CL Ramon Y Cajal, 47-49 08980 S Feliu Llob (Barcelona) Tel. 915536801 Tel. 901200350Document18 pagesDelegación Especial de CATALUÑA: CL Ramon Y Cajal, 47-49 08980 S Feliu Llob (Barcelona) Tel. 915536801 Tel. 901200350eric.freixerPas encore d'évaluation
- Precio Taquimetro BMPDocument2 pagesPrecio Taquimetro BMPvthom001Pas encore d'évaluation
- Discriminacion - PautaDocument30 pagesDiscriminacion - PautaEMILIO ALBERTO CORNEJO ROMEROPas encore d'évaluation
- Ensayo - Política de Fijación de PreciosDocument3 pagesEnsayo - Política de Fijación de PreciosLizeth100% (1)
- 02 - Como Conocer Las Necesidades de Nuestros ClientesDocument3 pages02 - Como Conocer Las Necesidades de Nuestros ClientesChristian Latorre VielmaPas encore d'évaluation
- Herramientas de P+L AlgodonDocument58 pagesHerramientas de P+L AlgodonRosario Silva LopezPas encore d'évaluation
- Historia Del Periodismo VenezolanoDocument15 pagesHistoria Del Periodismo Venezolanogiovann12100% (2)
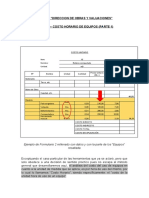
- Civ 248.tema 8-1.costo Horario de Equipos (Parte 1)Document9 pagesCiv 248.tema 8-1.costo Horario de Equipos (Parte 1)marcoPas encore d'évaluation
- PruebaDocument8 pagesPruebaManuelNuñez75% (12)
- Planteamiento de Caso de EstudioDocument4 pagesPlanteamiento de Caso de EstudioFarid LópezPas encore d'évaluation
- 06 Taller-Caso Bodega SoteloDocument3 pages06 Taller-Caso Bodega SoteloAna Gabriela Cloud RiveraPas encore d'évaluation
- F435 Formato de Simulacro GeneralDocument4 pagesF435 Formato de Simulacro GeneralEdwin Daniel Gonzalez100% (1)
- Plan de Acciones para Implementar 5s en La Empresa Coquetas SpaDocument16 pagesPlan de Acciones para Implementar 5s en La Empresa Coquetas SpaJhulioz Atarama TroncosPas encore d'évaluation
- Inteligencia Emocional en La EmpresaDocument114 pagesInteligencia Emocional en La EmpresaRoshavelPas encore d'évaluation
- Banco de PreguntasDocument5 pagesBanco de PreguntasRodrigo VillanuevaPas encore d'évaluation
- Jurisprudencia Panameña Sobre Titulos ValoresDocument80 pagesJurisprudencia Panameña Sobre Titulos Valoresaiel1010100% (1)
- Modelos Negocios - Sem4Document23 pagesModelos Negocios - Sem4leilani tbPas encore d'évaluation
- Examen Unidad 1 Finanzas CorporativasDocument7 pagesExamen Unidad 1 Finanzas CorporativasMario Fernando Solorzano Garcia100% (1)
- Parte 1Document51 pagesParte 1PaulPas encore d'évaluation
- Alqueria 2010 - 2011Document65 pagesAlqueria 2010 - 2011jenniferPas encore d'évaluation
- Diagnostico Entidades Prestadoras de Servicios PúblicosDocument5 pagesDiagnostico Entidades Prestadoras de Servicios PúblicosDiego AcostaPas encore d'évaluation
- Teoría de JuegosDocument35 pagesTeoría de JuegosBetsaida Yuly Quiquin CongaPas encore d'évaluation