Vous aimerez peut-être aussi
- CW January 2020Document60 pagesCW January 2020maheshguptePas encore d'évaluation
- Jan-2020 P TDocument64 pagesJan-2020 P TmaheshguptePas encore d'évaluation
- Dec-2019 P TDocument60 pagesDec-2019 P TmaheshguptePas encore d'évaluation
- PruebasRuptura PDFDocument13 pagesPruebasRuptura PDFMolina Jorge LuisPas encore d'évaluation
- CW April 2019Document102 pagesCW April 2019maheshguptePas encore d'évaluation
- CW August 2019Document72 pagesCW August 2019maheshguptePas encore d'évaluation
- CW November 2019Document86 pagesCW November 2019maheshguptePas encore d'évaluation
- Strand Pelletizing: Determine Water Bath Length in 5 StepsDocument1 pageStrand Pelletizing: Determine Water Bath Length in 5 StepsmaheshguptePas encore d'évaluation
- Film Packaging BrochureDocument6 pagesFilm Packaging BrochuremaheshguptePas encore d'évaluation
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Plastomers Gradeslate ProductGuideDocument2 pagesPlastomers Gradeslate ProductGuidemaheshgupte100% (1)
- HiPo Impact Mod TPOConf2003 WilliamsDocument21 pagesHiPo Impact Mod TPOConf2003 WilliamsmaheshguptePas encore d'évaluation
- ExxonMobil LLDPE (IM)Document2 pagesExxonMobil LLDPE (IM)maheshguptePas encore d'évaluation
- Iso 34 2 2004 PDFDocument14 pagesIso 34 2 2004 PDFGPas encore d'évaluation
- PE LL6201 Series DatasheetDocument1 pagePE LL6201 Series DatasheetmaheshguptePas encore d'évaluation
- Exxelor VA1850 DatasheetDocument2 pagesExxelor VA1850 DatasheetmaheshguptePas encore d'évaluation
- Data Sheet Exxelor Maleic Anhydride Function Ali Zed PP PO 1020Document2 pagesData Sheet Exxelor Maleic Anhydride Function Ali Zed PP PO 1020maheshguptePas encore d'évaluation
- Data Sheet Exxelor Maleic Anhydride Function Ali Zed EP VA 1840Document2 pagesData Sheet Exxelor Maleic Anhydride Function Ali Zed EP VA 1840maheshguptePas encore d'évaluation
- Exxelor PE1040 DatasheetDocument2 pagesExxelor PE1040 DatasheetmaheshguptePas encore d'évaluation
- Exxelor PODocument2 pagesExxelor POmaheshguptePas encore d'évaluation
- TINOGARDDocument2 pagesTINOGARDmaheshguptePas encore d'évaluation
- Exact Brochure For Your Precise NeedsDocument4 pagesExact Brochure For Your Precise NeedsmaheshguptePas encore d'évaluation
- Elevast Plastics BrochureDocument6 pagesElevast Plastics BrochuremaheshguptePas encore d'évaluation
- Exxelor PO-1020 BrochureDocument2 pagesExxelor PO-1020 Brochuremaheshgupte100% (1)
- Extrusion Blow MoldingDocument12 pagesExtrusion Blow MoldingmaheshguptePas encore d'évaluation
- Elevast Compounding GuidelinesDocument2 pagesElevast Compounding GuidelinesmaheshguptePas encore d'évaluation
- Brochure Elevast ElastomerDocument5 pagesBrochure Elevast ElastomermaheshguptePas encore d'évaluation
- Data Sheet Exxelor Maleic Anhydride Function Ali Zed EP VA 1803Document2 pagesData Sheet Exxelor Maleic Anhydride Function Ali Zed EP VA 1803maheshgupte100% (1)
- Data Sheet Exxelor Maleic Anhydride Function Ali Zed PP PO 1015Document2 pagesData Sheet Exxelor Maleic Anhydride Function Ali Zed PP PO 1015maheshgupte100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Ferolite Nam 39Document2 pagesFerolite Nam 39amzsoftPas encore d'évaluation
- Ajaykumar Tiwari: Engineers TeamDocument2 pagesAjaykumar Tiwari: Engineers TeamAjay TiwariPas encore d'évaluation
- Research For QT Steel BarsDocument1 pageResearch For QT Steel BarsDeeds VillapandoPas encore d'évaluation
- Chemistry Dictionary: Vinnytsia National Pirogov Memorial Medical UniversityDocument19 pagesChemistry Dictionary: Vinnytsia National Pirogov Memorial Medical Universityalexcus1539Pas encore d'évaluation
- ASTM A1008 SpecificationDocument7 pagesASTM A1008 SpecificationramorusoPas encore d'évaluation
- Arc Welding - Introduction and FundamentalsDocument30 pagesArc Welding - Introduction and FundamentalsRaj singhPas encore d'évaluation
- Shieldmaster Brochure by Manuli HydraulicsDocument12 pagesShieldmaster Brochure by Manuli HydraulicsPawan ChaturvediPas encore d'évaluation
- SECOND QUARTER GENERAL CHEMISTRY 2 SUMMATIVE TESTDocument2 pagesSECOND QUARTER GENERAL CHEMISTRY 2 SUMMATIVE TESTSid Eleazar R. GaffudPas encore d'évaluation
- Gen Chem 2nd MEDocument3 pagesGen Chem 2nd MEJay Cariel GastonesPas encore d'évaluation
- 1 - A History of Chemical EngineeringDocument58 pages1 - A History of Chemical Engineeringbunchuu100% (1)
- Formation, Photophysics, Photochemistry and Quantum Chemistry of The Out-Of-Plane MetalloporphyrinsDocument8 pagesFormation, Photophysics, Photochemistry and Quantum Chemistry of The Out-Of-Plane MetalloporphyrinsZsolt ValicsekPas encore d'évaluation
- ICSE Class 10 Chemistry Important Questions SolvedDocument4 pagesICSE Class 10 Chemistry Important Questions Solvedvij200950% (2)
- FinalDocument17 pagesFinalMatt Pribadi100% (1)
- Crosslinking of VitonDocument13 pagesCrosslinking of VitonRainer OngPas encore d'évaluation
- Common Casting Defects - Sand Mold, Metal CastingDocument10 pagesCommon Casting Defects - Sand Mold, Metal CastingAbhinav Pratap MauryaPas encore d'évaluation
- 13.ionic Equilibria NotesDocument37 pages13.ionic Equilibria Notesgeoboom12100% (15)
- Gas Tungsten Arc WeldingDocument1 pageGas Tungsten Arc WeldingabhibawaPas encore d'évaluation
- ESI and APCI IonizersDocument14 pagesESI and APCI IonizersJessica JimenezPas encore d'évaluation
- LABSA ProposalDocument10 pagesLABSA ProposalMichelle MendozaPas encore d'évaluation
- HermeticDocument16 pagesHermetictzeianPas encore d'évaluation
- VitrosDocument3 pagesVitrosmezuniga1Pas encore d'évaluation
- Chemistry Investigatory Project Class 12Document16 pagesChemistry Investigatory Project Class 12Siddharth TripathiPas encore d'évaluation
- STS Military Catalogue 20190815 WebDocument40 pagesSTS Military Catalogue 20190815 WebMichał ŚwieradPas encore d'évaluation
- Science Form 1 Chapter 5Document76 pagesScience Form 1 Chapter 5mayakefli89% (36)
- Gulf Precast GRCDocument12 pagesGulf Precast GRCmujeebscribdPas encore d'évaluation
- Icho 17Document21 pagesIcho 17los sabiosPas encore d'évaluation
- Ts SR Chemistry Imp Questions 2023-24Document6 pagesTs SR Chemistry Imp Questions 2023-24pandu2006goudPas encore d'évaluation
- Formation of Zein Micro Phases in Ethanol-Water - Wang and Padua 2010Document5 pagesFormation of Zein Micro Phases in Ethanol-Water - Wang and Padua 2010Joeska HyPas encore d'évaluation
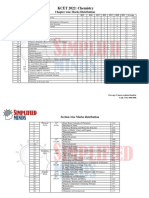
- KCET 2022: Chemistry: Chapter Wise Marks DistributionDocument3 pagesKCET 2022: Chemistry: Chapter Wise Marks DistributionG GnaneshwarPas encore d'évaluation
- Calcium Chloride HandbookDocument28 pagesCalcium Chloride Handbookwotthinun100% (1)