Vous aimerez peut-être aussi
- Conversion FormulaDocument1 pageConversion FormulaAhmad TahirPas encore d'évaluation
- 2015 Research On The Steam Jet Length With Different Nozzle StructuresDocument8 pages2015 Research On The Steam Jet Length With Different Nozzle StructuresAhmad TahirPas encore d'évaluation
- 2015 Research On The Steam Jet Length With Different Nozzle StructuresDocument8 pages2015 Research On The Steam Jet Length With Different Nozzle StructuresAhmad TahirPas encore d'évaluation
- 90 Deg Mesh RecommendationsDocument7 pages90 Deg Mesh RecommendationsAhmad TahirPas encore d'évaluation
- Essentials of Turbomachinery in CFDDocument323 pagesEssentials of Turbomachinery in CFDAhmad TahirPas encore d'évaluation
- Admissions Policy For Fall Semester 2020 - HITEC University TaxilaDocument7 pagesAdmissions Policy For Fall Semester 2020 - HITEC University TaxilaJawad NadeemPas encore d'évaluation
- Part Number Packaging Part Number PackagingDocument1 pagePart Number Packaging Part Number Packaging666mimi999Pas encore d'évaluation
- 2015 Research On The Steam Jet Length With Different Nozzle StructuresDocument8 pages2015 Research On The Steam Jet Length With Different Nozzle StructuresAhmad TahirPas encore d'évaluation
- SOP For Mechanical EngineeringDocument1 pageSOP For Mechanical EngineeringAhmad TahirPas encore d'évaluation
- S A M P L E: Medical / Applied BiosciencesDocument2 pagesS A M P L E: Medical / Applied BiosciencesyampirePas encore d'évaluation
- 11 Tips For Writing A Powerful Statement of Purpose (Sample SOP Included) - CrunchPrep GREDocument44 pages11 Tips For Writing A Powerful Statement of Purpose (Sample SOP Included) - CrunchPrep GREAhmad TahirPas encore d'évaluation
- Taraweeh Kay Ahm Masail Aur Uskay 20 Rakaat Ka Saboot by Shaykh Abdur Rauf SakharviDocument38 pagesTaraweeh Kay Ahm Masail Aur Uskay 20 Rakaat Ka Saboot by Shaykh Abdur Rauf SakharviAhmad TahirPas encore d'évaluation
- Advsopstem PDFDocument39 pagesAdvsopstem PDFjohnPas encore d'évaluation
- Sunehri Kirnain by Abdul Malik MujahidDocument390 pagesSunehri Kirnain by Abdul Malik MujahidAhmad TahirPas encore d'évaluation
- KibarwalaDocument68 pagesKibarwalaAhmad TahirPas encore d'évaluation
- 20051003Document24 pages20051003Amarnatha Reddy VenuthurlaPas encore d'évaluation
- Control ValveDocument112 pagesControl ValveAhmad Tahir100% (2)
- Taqiyya Na Kijiye (Hafiz Irfan Alam)Document81 pagesTaqiyya Na Kijiye (Hafiz Irfan Alam)Ahmad TahirPas encore d'évaluation
- Sunni Mazhab Sacha Hai by Sheikh Hafiz Mehr Muhammad Mianwalvi (R.a)Document145 pagesSunni Mazhab Sacha Hai by Sheikh Hafiz Mehr Muhammad Mianwalvi (R.a)Ahmad TahirPas encore d'évaluation
- STEAM TURBINE 3 Design and MaterialsDocument19 pagesSTEAM TURBINE 3 Design and MaterialsHandayani Kesumadewi100% (2)
- Boiler Operation HassanDocument219 pagesBoiler Operation HassanAhmad Tahir100% (3)
- API-1071WB-Centrifugal Pumps PDFDocument66 pagesAPI-1071WB-Centrifugal Pumps PDFusmanafzal246Pas encore d'évaluation
- 7 Steam TurbinesDocument16 pages7 Steam TurbinesAhmad TahirPas encore d'évaluation
- Shape Optimization of Axial-Flow Turbine NozzleDocument2 pagesShape Optimization of Axial-Flow Turbine NozzleAhmad TahirPas encore d'évaluation
- Absorption ChillersDocument8 pagesAbsorption ChillerssanastasPas encore d'évaluation
- Chapter 4Document34 pagesChapter 4Ahmad TahirPas encore d'évaluation
- Ene-47 4111 Turbine SlidesDocument63 pagesEne-47 4111 Turbine SlidesAhmad TahirPas encore d'évaluation
- Cfdesign V10: Saket ChaudharyDocument49 pagesCfdesign V10: Saket Chaudharymatteo_1234Pas encore d'évaluation
- Computational Fluid Dynamics Vol - III - Hoffmann PDFDocument188 pagesComputational Fluid Dynamics Vol - III - Hoffmann PDFAnonymous 52Z8ZFkvPas encore d'évaluation
- Turbdesign ParamsDocument12 pagesTurbdesign ParamsShreyas KrishnaPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (120)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Fiitjee: Solutions To Jee (Advanced) - 2020Document29 pagesFiitjee: Solutions To Jee (Advanced) - 2020Vikash KumarPas encore d'évaluation
- Aplicatii Keyence - Digitalizari - Masuratori 2020 PDFDocument8 pagesAplicatii Keyence - Digitalizari - Masuratori 2020 PDFArjocan Emil DanPas encore d'évaluation
- Indian Standard: Methods of Test For CablesDocument3 pagesIndian Standard: Methods of Test For CablesVatsalPas encore d'évaluation
- Electo Stream DrillingDocument3 pagesElecto Stream DrillingShubhamPas encore d'évaluation
- Chapter 7. Catalytic ReactionsDocument33 pagesChapter 7. Catalytic ReactionsAbhinav AnandPas encore d'évaluation
- Thermodynamics 1 Thermodynamics 1Document73 pagesThermodynamics 1 Thermodynamics 1Dinesh Pandian67% (3)
- Reinforcement of PlateDocument33 pagesReinforcement of PlateUmer FarooqPas encore d'évaluation
- Preventive MaintenanceDocument46 pagesPreventive MaintenanceNandhakumarPas encore d'évaluation
- Chapter - Furnaces and RefractoriesDocument36 pagesChapter - Furnaces and Refractorieshasan_waqar2004Pas encore d'évaluation
- MOOC Plasma Ricci 1aDocument13 pagesMOOC Plasma Ricci 1aJulio Balbin AriasPas encore d'évaluation
- Adge CompiledDocument18 pagesAdge CompiledNovelyn LumboyPas encore d'évaluation
- Contherm® Core Scraped-Surface Heat ExchangerDocument2 pagesContherm® Core Scraped-Surface Heat ExchangerKhánh NgânPas encore d'évaluation
- Breakdown in Electronegative Gases, V-T Characteristics & Post Breakdown Phenomena Post Breakdown PhenomenaDocument22 pagesBreakdown in Electronegative Gases, V-T Characteristics & Post Breakdown Phenomena Post Breakdown PhenomenaAjeng PratiwiPas encore d'évaluation
- Aerogel Seminar Report FinalDocument44 pagesAerogel Seminar Report FinalI'm the onePas encore d'évaluation
- The Parallel Plate Capacitor - Construction, Principle, Videos and ExamplesDocument5 pagesThe Parallel Plate Capacitor - Construction, Principle, Videos and ExamplesBharat BhushanPas encore d'évaluation
- CEN 512 Pile Capacity and Settlement Based On Soil PropertiesDocument4 pagesCEN 512 Pile Capacity and Settlement Based On Soil PropertiesGrace SantiagoPas encore d'évaluation
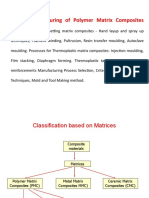
- UNIT-II: Manufacturing of Polymer Matrix CompositesDocument67 pagesUNIT-II: Manufacturing of Polymer Matrix CompositesVsr RaoPas encore d'évaluation
- Final ResearchDocument29 pagesFinal Researchshubham dhakulkarPas encore d'évaluation
- 01-Mi-Dti Cut Sheet 0715Document2 pages01-Mi-Dti Cut Sheet 0715Marvin EstradaPas encore d'évaluation
- ME 4131 Notes 4Document2 pagesME 4131 Notes 4jaz squaredPas encore d'évaluation
- 1.6. Water Diffusion in MeatDocument40 pages1.6. Water Diffusion in MeatPasha TanPas encore d'évaluation
- NF FilmTec LiNE XD PDS 45 D04532 enDocument3 pagesNF FilmTec LiNE XD PDS 45 D04532 enHuynh le ManPas encore d'évaluation
- A Kinetic Model of Steady State Ethylene Epoxidation Over A Supported Silver CatalystDocument17 pagesA Kinetic Model of Steady State Ethylene Epoxidation Over A Supported Silver CatalystFrank LordPas encore d'évaluation
- Pipe Sizing - SSDocument4 pagesPipe Sizing - SSFERRY IRAWANPas encore d'évaluation
- Training Manual TM2500Document499 pagesTraining Manual TM2500lunadogger90% (29)
- Solutions ProblemsDocument32 pagesSolutions ProblemsRaichal P BijuPas encore d'évaluation
- Incline AngleDocument17 pagesIncline AngleMuaz FadzilPas encore d'évaluation
- Norma MAT2004Document12 pagesNorma MAT2004Marcelo Carvalho100% (1)
- Heavy Weight DrillPipeDocument10 pagesHeavy Weight DrillPipeAPERARLTATORRESPas encore d'évaluation
- Reinforcement WorksheetionicbondingDocument2 pagesReinforcement Worksheetionicbondingapi-24977735825% (4)